1
Изобретение относится к обработке металлов давлением и,в частности может быть использовано при наматьшании профилей из пружинных лент, примениемых, например дляштыревых антен и силовых элементов.
Известно устройство для наматьшания и разматывания трубчатых и желобчатых профилей из пружинной ленты, содержащее приводной барабан, распоположенный между фланцами, на которых с возможностью радиального перемещения расположены .связанные с барабаном посредством дифференциального редук- . тора подпружиненные прижимные диски, 15 и разворачивающий конус 1.
Недостатком данного устройства является то, что оно не позволяет создать в сматываемом профиле постоянную 2в по величине пластическую деформацию в продольном направлении в.связи с изменением (увеличением) диаметра рулона профиля по мере его накопления на барабане.
Известно также устройство для наматывания трубчатых и желобчатых профилей из пружинной ленты, содержащее, плиту, установленные на плите стойки и направляющую, расположенную между 30
стойками ось и установленный на оси барабана ползун, установленный на направляющей с возможностью перемещения, закрепленный на ползуне разворачивающий конус, и прижимной ролик 2.
Недостаток устройства заключается в том что пружинный профиль, сматываемый на этом устройстве, нельзя подвергнуть продольной пластической деформации, так как при намотке возрастает диаметр рулона профиля, что -вызывает уменьшение действующих в развернутом до.плоского состояния профиля продольных напряжений. Для создания в материале при продольном изгибе заготовки напряжений, превышающих предел текучести, радиус изгиба должен составить Лигг 150180,где S - толщина заготовкиУчитывая, что для изгиба профилей из ленты 0,1-0,15 мм их необходимо наматывать на барабан диаметром менее 20-30 мм,известное устройство нельзя использовать для продольного деформирования пружинных профилей,
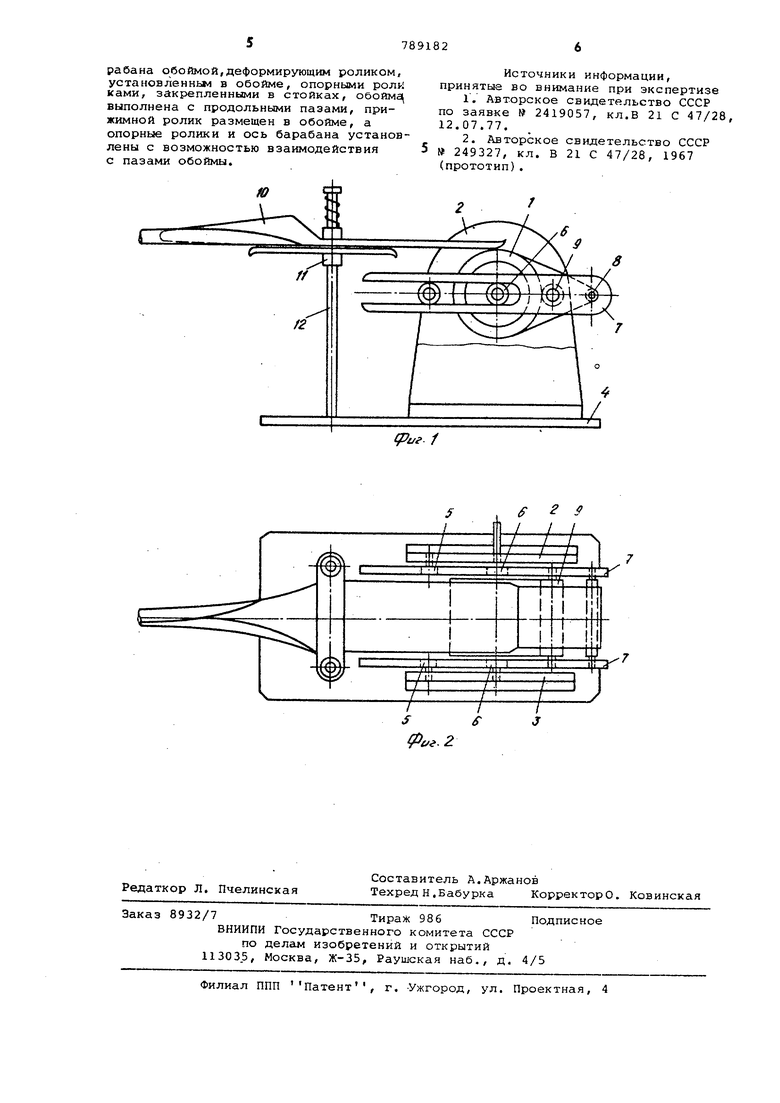
цель изобретения - снижение энергозатрат при многократном сматыванииразматывании изделий из пружинной ленты. Указанная цель достигается тем,чт устройство снабжено установленной с возможностью перемещения относительно оси барабана в направлении перпен дикулярном оси барабана обоймой, деформирующим роликом, установленным в обойме, опорными роликами, закрепленными в стойках, обойма выполнена с продольными пазами, прижимной роли размещен в обойЁме, а опорные ролики и ось барабана установлены с возможностью, взаимодействия с пазами обоймы. На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид сверху. Устройство для наматывания трубча тых и -келобчатых профилей из пружинной ленты содержит барабан 1 для смо ки рулона профиля,вал барабана установлен в подшипниках стоек 2 и 3.Сто ка 2 закреплена на плите 4 неподвижн а стойка 3 - съемная.В стойках закре лены опорные ролики 5, кото1)ые совместно с подшипниками 6, установленными на валу барабана, служат для ор ентации и перемещения боковин 7 обой мы, в которой находится деформирующий 8 и прижимной 9 ролики.Разворачивающ конус 10 закреплен на ползуне 11 с возможностью перемещения по направля ющим 12. Привод барабана 1 включает электродвигатель электромагнитный тормоз и соединительные муфты. Деформирующий ролик 8 крепится в боковинах 7 обоймы на оси с возможностью замены. В процессе намотки профиль поступает на конус 10 таким образом, что вершина конуса попадает во внутреннее пространство профиля, разворачивает его до формы ленты. Развернутый до плоской ленты профиль огибается вокруг деформирующего ролика 8 и закрепляется на барабане 1. По мере увеличения диаметра рулона профиля в процессе намотки боковины 7 с закрепленными в них прижимным 9 и деформирующим 8 роликами перемещаются в направлении перпендикулярном оси барабана по опорным роликам 5 и подшипникам 6. Снижение усилия, затрачиваемого при последующем многократном сматывании-разматывании пружинных штырей, Достигается за счет деформирования изгибом развернутого до плоской ленты пружинного штыря в направле Hii«--смотки. Установка деформирующего и прижимного ролика с возможностью перемещения в направлении перпендикулярном оси барабана позволяет деформировать профили практически неограниченной длины, а выполнение деформирующего ролика сменным обеспечивает возможность создания различной степени деформации профилей различных типоразмеров. Экспериментально установлено, что в результате использования заявляемого устройства при наматывании пружин ных профилей диаметром 24 мм из ленты 0,1 X 115 мм сплава 36НХТЮ применение деформирующего ролика диаметром 20 мм обеспечивает получение профиля с радиусом остаточной продольной кривизны в развернутом состоянии равным 100 мм. При этом геометрические размеры профиля после размотки его из рулона не выходят за пределы, оговоренные техническими условиями 24 +2 ммсМомент изгиба профиля на бараба,-. не диаметром 100 мм без предварительной, продольной деформации равен .i -1 -0000. -115- ОИ5 игг °°°°-12 Момент изгиба профиля, имеющего остаточный радиус продольной кривизны 100 мм, равен ,Л„„..,.(;). .oooo. ;р||,.гкг,«, Т.е. он на 21% меньие, чем у профиля без остаточной продольной кривизны. Согласно данным опытной проверки предлагаемое устройство по сравнению с известным обеспечивает снижение. УСИЛИЯ, затрачиваемого при последующем многократном сматывании- разматывании профиля, так как продольное (в направлении смотки) деформирование на ролике развернутого до плоской ленты профиля позволяет уменьшить на 20% усилие, затрачиваемое на изгиб профиля вокруг барабана, без существенного изменения формы поперечного сечения профиля. В результате применения в изделиях новой техники продольно-деформированных профилей появляется возможность уменьшить энергозатраты на приведение аппаратуры в рабочее состояние, увеличить энергоресурс и уменьшить вес и габариты привода. Формула изобретения Устройство для наматывания трубчатых и желобчатых профилей из пружинной ленты, содержащее плиту, установленные на плите стойки и направляющую, расположенную между стойками ось, и установленный на оси барабан, ползун, устансчленный на направляющей с возможностью перемещения, закрепленный на ползуне разворачивающий конус, и прижимной ролик, о т л ичающеес я тем, что с целью снижения энергозатрат при многократном сматывании-разматывании изделий из пружинной ленты, оно снабжено установленной с возможностью пере-- мещения относительно оси барабана в направлении перпендикулярном оси барабана обоймой,деформирующим роликом, уста ювленньм в обойме, опорными ками, закрепленн1а1ми в стойках, о&оймц выполнена с продольными пазами, прижимной ролик размещен в обойме, а опорные ролики и ось барабана установлены с возможностью взаимодействия с пазами обоймы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 2419057, кл.В 21 С 47/28, 12.07.77.
2. Авторское свидетельство СССР 249327, кл. В 21 С 47/28, 1967 (прототип). (. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наматывания и разматывания трубчатых и желобчатых профилей из пружинной ленты | 1976 |
|
SU584926A2 |
| УСТРОЙСТВО для НАМАТЫВАНИЯ И РАЗМАТЫВАНИЯ | 1969 |
|
SU249327A1 |
| Устройство для разматывания желобчатых профилей | 1976 |
|
SU579063A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАЗЖИМНОГО БАРАБАНА МОТАЛКИ | 2008 |
|
RU2431533C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОТДЕЛЕНИЯ ОБРАЗЦОВ ПОЛОС МЕТАЛЛА. | 2012 |
|
RU2585592C2 |
| Устройство для эвакуации при пожаре | 1990 |
|
SU1770541A1 |
| Устройство для наматывания и разма-ТыВАНия СВАРНыХ плОСКОСВОРАчиВАЕМыХТРубчАТыХ пРОфилЕй из пРужиННОй лЕНТы | 1979 |
|
SU812378A1 |
| Устройство для наматывания и разматывания желобчатых профилей | 1979 |
|
SU778859A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАМОТКИ ПОЛОСЫ С ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНОЙ ПОЛОСЫ, В ЧАСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2483819C2 |
| Устройство для наматывания и разматывания | 1981 |
|
SU1007779A1 |
