1
Изобретение относится к механической обработке металлов резанием.
Известно устройство для обработки внутренних кромок сквозных отверстий в замкнутых резервуарах и труднодоступных местах, содержащее оправку, на которой установлен нож, имеющий возможность поворота },
Недостатком указанного устройств является невозможность обеспечения обработки кромок заданной величины.
Наиболее близко к предлагаемому устройство для обработки кромок отверстий, содержащее,инструмент и копировальные ролики, размещенные в корпусе, который установлен на валу с возможностью перемещения вдоль оси вала 2 .
Недостаток данного устройства заключается в том, что при обработке кромок отверстий с обратной стороны необходимо снимать режущий инструмент с копирным роликом, что в значительной мере снижает производительность труда. Кроме того, указанное устройство не обеспечивает обработку кромок заданной величины.
Цель изобретения - повышение производительности и обеспечение
обработки кромок заданной величины с двух сторон отверстия.;
Указанная цель достигается тем, что устройство снабжено механизмом радиального возвратно-поступательного перемещения державки с инструментом, выполненным в виде ползушки, кинематически связанной с державкой и получающей возвратно-поступатель0ное перемещение посредством следящего упора, взаимодействующего с поверхностью отверстия.
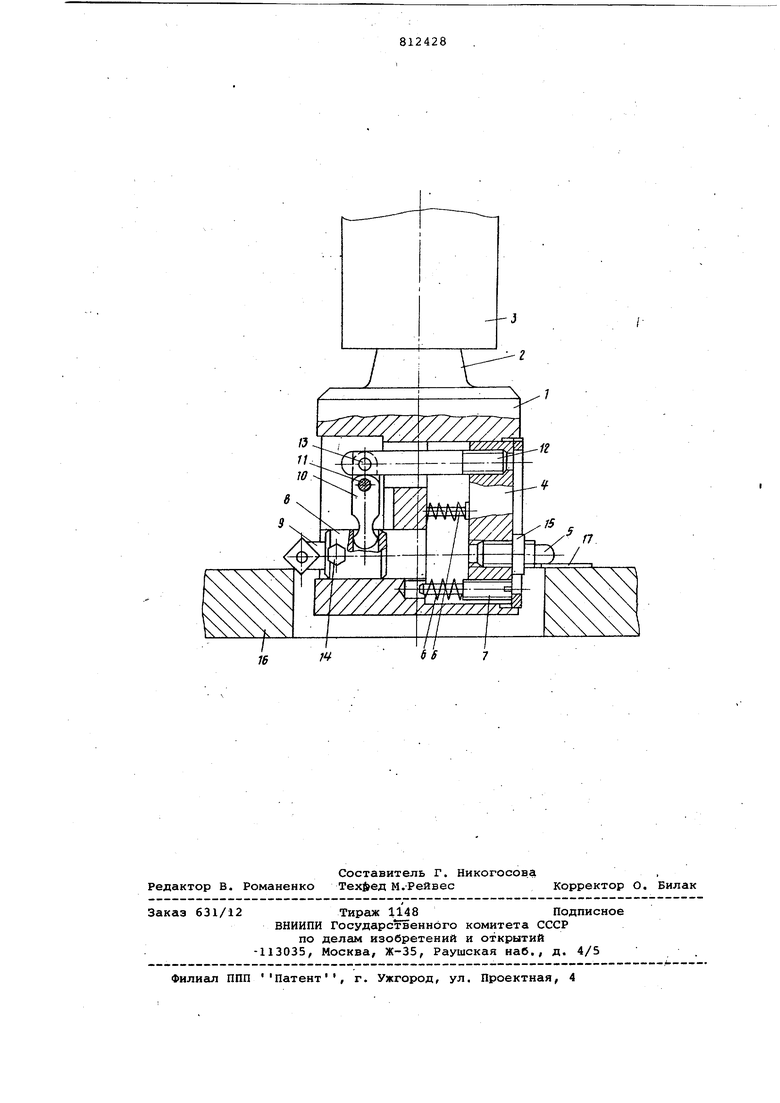
На чертеже схематически изображено предлагаемое устройство.
5
Устройство состоит из корпуса 1 с хвостовиком 2 для крепления в шпинделе 3 станка. В корпусе 1 установлена ползушка 4 с регулируемым следящим упором 5. Между ползушкой
0
4и корпусом 1 размещены пружины 6, которые способны создать силу, превышающую силу резания, возникающую при обработке кромки, а для регулировки этой силы предусмотрены винты 7,
5 в корпусе 1 диаметрально противоположно регулируемому следящему упору
5расположена державка 8 с режущим инструментом 9, которая шарнирно связана с полэушкой 4 через разно0 плечий рычаг 10, находящийся на оси
11, и шпильку 12, связанную с рычагом 10 осью 13. Режущий инструмент 9 закреплен в державке 8 болтом 14 Для фиксации следящего упора 5 предусмотрена гайка 15, а для установ необходимой величины снимаемого сл металла с кромки отверстия детали 16 - щуп 17.
Устройство работает следующим образом.
При обработке кромки отверстия в детали 16 устройство закрепляют хвостовиком 2 в шпинделе 3 станка, предварительно совместив ось отверстия летали 16 и устройства. Следящий упор 5 устанавливается в устройстве так7 чтобы его вылет соотг ветствовал диаметру отверстия детали 16 с учетом величины снимаемого слоя металла, и фиксируется гайкой 15.
Для настройки : устройства на необходимую величину снимаемого слоя металла шпиндель 3 перемещается в осевом направлении до тех пор,, пока следящий упор 5 не коснется щупа 17, имеющего толщину, равную величине снимаемого слоя металла.
Режущий инструмент 9 выставляется так, чтобы режущая кромка его касалась кромки обрабатываемого отверстия детали 16,.и закрепляется болтом 14.
После настройки включают вращени и продольную подачу- шпинделя 3 станка. Режущий инструмент 9 начинает съем металла, а следящий упор 5 не соприкасается с деталью 16 до тех пор, пока не снимется слой мeтaJ;Iлa, равный выставленному зазору. В момент образования необходимого размера следящий упор 5 вступает в контакт с деталью 16. Режущий инструмент 9 получает радиальное перемещение до тех пор, пока следящи Ь упор 5 своей вершино не перейдет на поверхность отверстия. Это достигается тем, что рычаг 10 имеет меньшее плечо со стороны шпильки 12, следовательно.
радиальное перемещение режущего инструмента 9 больше, чем следящего упора 5, и поэтому исключается образование следов от вершины режущего инструмента 9 на поверхност отверстия детали 16.
При выходе устройства с противоположной стороны отверстия пружины возвращают полаушку 4 со следящим упором 5 и державку 8 с режущим инструментом 9 в исходное положени
Возвратко-поступательное движение режущего инструмента, получаемое от хода следящего упора через равноплечий рычаг, по.зволяет производить обработку кромок отверстий с двух сторон до заданного размера без перестановки деталей и инструмента, а также в замкнутых резервуарах и труднодоступных местах.
Формула изобретения
Устройство для обработки кромок отверстий, содержащее державку с инструментом и следящий упор, размещенные в корпусе, хвостовик которого расположен в шпинделе металлорежущего станка, о т л и ч а ющ е е с я тем, что, с целью повышения производительности и обеспечения обработки кромок заданной величины с двух сторон отверстия, оно снабжено механизмом радиального возвратно-поступательного -перемещения державки с инструментом, выполненным в виде ползушки, кинематически связанной с державкой и получающей возBt aT но-поступательное перемещение посредством следящего упора, взаимодействующего с поверхностью обрабатываемого отверстия.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 517399, кл. В 23 В 5/Ь6, 1973.
2.Авторское свидетельство СССР 525499. кл. В 23 В 5/16, 1975.
утттш /

| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Способ обработки некруглых отверстий | 1991 |
|
SU1816555A1 |
| Устройство для обработки непараллельных поверхностей | 1978 |
|
SU1047619A1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| Способ обработки фасок на седлах клапанов и устройство для его реализации | 1985 |
|
SU1282972A1 |
| ПАТРОН С РАДИАЛЬНЫМ ПЕРЕМЕЩЕНИЕМ РЕЗЦА | 2012 |
|
RU2509631C1 |