Изобретение относится к сварке, в частности к устройствам для сварки неповоротных стыков труб неплавящимся электродом с подачей присадочной проволоки, и может найти применение в любой отрасли народного хозяйства при автоматизации сварочных процессов.
Известно устройство для сварки, одержащее основание, горелку, мехаизм подачи присадочной проволоки, еханизм колебания горелки.. Электрод колеблется между кромками, проволока остоянно подается в середину разделки С I Однако при такой схеме невозможо осуществить напЯавку толщиной олее 1,&г-2 мм. Поэтому при сварке ольших толщин приходится выполнять ного- проходов, а это снижает произодительность сварки.
Наиболее близким к изобретению по технической сущности и достига- i емому эффекту является устройство ля сварки неповоротных стыков труб неплавящимся электродом с подачей присгщочной проволоки, содержеицее основание горелку, жестко закрепленную на рычаге, кинематически связанном с механизмом колебаний, мундштук для подачи присадочной проволоки и механизм колебаний. Электрод колеблется вместе с проволокой 23.
ПрЬизводительность этого устройства выше, чем в предыдущих сварочных устройствах, но на кромках наблюдаются несплавления. Связано это с тем, что из-за интенсивного теплоот вода у кромок разделки наблюдается уменьшение ширины, длины, глубины передней части сварочной ванны (часть ванны нёпосредственио прилегающая к кромке). В случае соосного положе ния электрода и проволоки, изменения указанных размеров ванны вызывают ухудшение плавления основного металла и проволоки, ее примерзание и появление на кромках несплавлений.
Целью изобретения является повышение качества сварки за счет улучшения сплавления кромок путем подачи присадочной проволочен в заданную зоиу сварочной ванны.
Для достижения поставленной цели устройство для сварки неповоротных стыков труб неплавящимся электродом с подачей присадочной проволоки, содержгицЕ е основание, горелку, жестко закрепленную на рычаге, кинематически связанном с механизмом колебаний, мундштук для подачи присадочной проволоки и механизм слежения, снабжено дополнительным рычагом, на котором закреплен мундитук для подачи присадочной проволоки и который кинематически связан с механизмом колебаний, двумя взаимно перпендикулярными осями, одна из которых жестко
закреплена наосновании и на ней с возможностью поворога установлена другая ось, на которой с возможностью поворота закреплены оба рьпсага, и толкателями, связанными с механизмом колебаний и размещенными с возможностью перемещения в отверстиях, выполненных в обоих рычагах, причем отверстие, выполненное в рычаге с горелкой, расположено на меньшем расстоянии от оси, установленной с возожностью поворота, чем отверстие, выполненное в рычаге с мундштуком ля подачи присадочной проволоки.
Для обеспечения возможности регулирования- расстояния между рабочим торцом горелки и рабочим торцом мундтука для подачи присадочной провооки и амплитуды колебаний горелки, отверстия в рычагах выполнены вытянутыми в плоскости .продольной оси мундштука с шириной, равной диаметру соответствующего толкателя.
Таким образом, поскольку рычаг с исполнительным органом закреплен на оси, несущей горелку/ а отверстия в каждом рычаге выполнены на разном расстоянии от этой оси и связаны с механизмом колебаний в крайних положениях, проволока совмещается с осью электрода в центре разделки и подается в более глубокую часть сварочной ванны, где она успевает расплавляться не нарушая теплового равновесия ванны: ввод тепловой энергии - отвод тепла, что улучшает условия формирования сварочного шва, полностью исключая несплавления у кромок, т.е. значителы о повышая его качество.
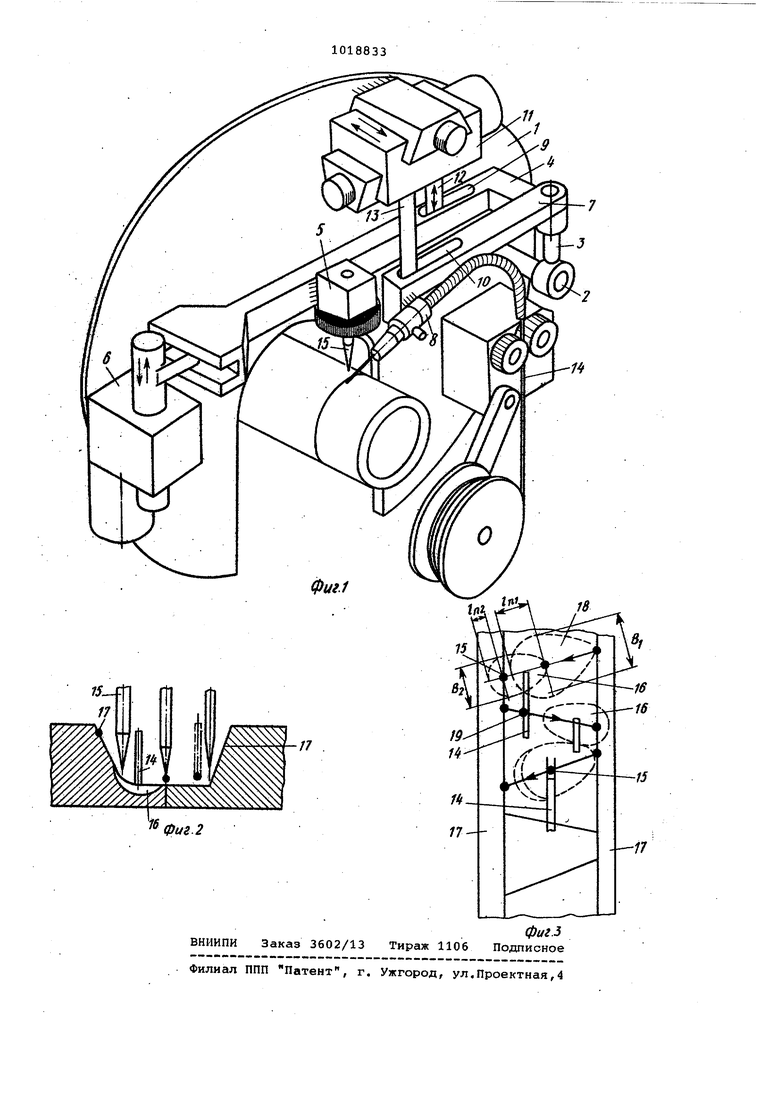
На фиг. 1 показано устройство, общий ВИД} на фиг. 2 - схема расположения электрода и проволоки в разделе ; на фиг. 3 - траектория перемещения горелки с присадочной проволокой по стыку и размеры ванны.
Устройство состоит из основания 1, в котором ж;;стко заделана ось 2. На оси 2 с воэможностью поворота закреплена ось 3, на которой закреплен рычаг 4. Горелка 5 жестко закреплена на рычаге 4, связанном с механизмом б сутежения. На оси 3 закреплен рычаг с мундштуком 8 для подачи присадочной проволоки. На рычаге 4 выполнено отверстие 9 овальной формы, а в рычаге 7 выполнено отверстие 10 овальной формы, через которые рычаги 4 и 7 связаны с механизмом 11 колебания посредством толкателей 12 и 13, причем отверстие 9 на рычаге 4 с горелкой 5 выполнено на меньшем расстоянии от оси 3,. чем отверстие 10 на рычаге 7 с мундштуком 8 для.подачи присадочной проволоки 14. В горелке 5 закреплен электрод 15 взаимодействующий со сварочной ванной, имеющей конфигурацию 16 у кромок 17 и
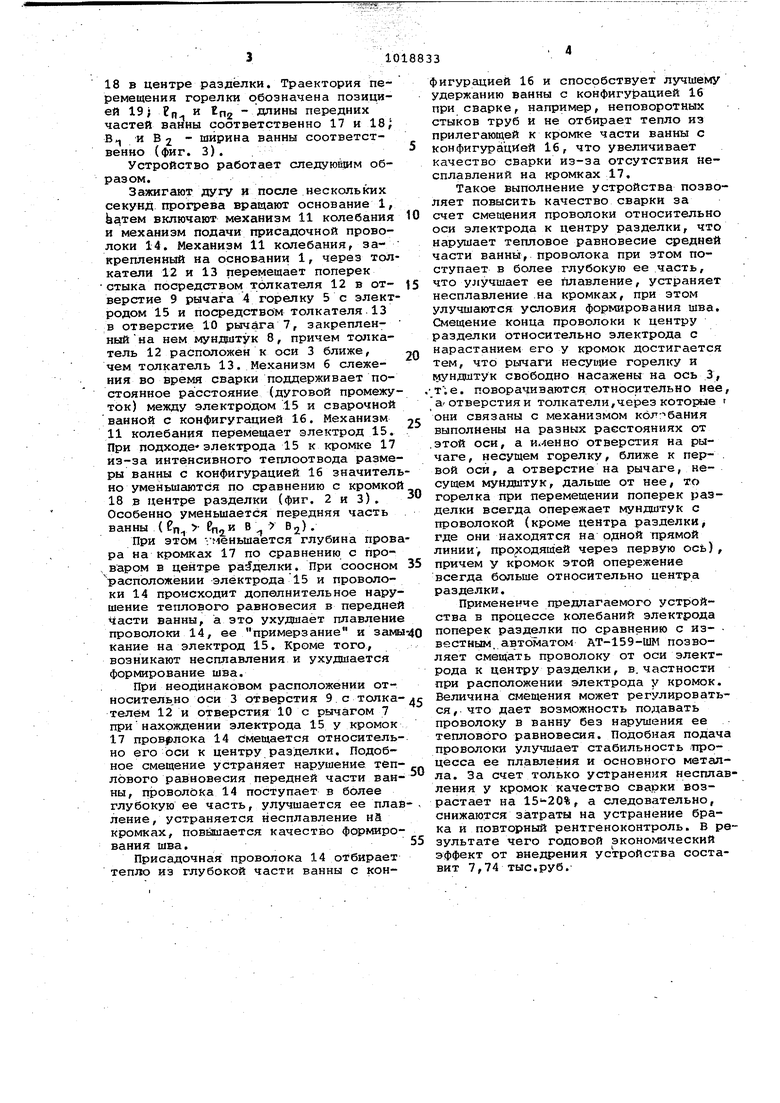
18 В центре разделки. Траектория перемещения горелки обозначена позицией 19; п-, П2 - Долины передних частей ванны соответственно 17 и 18 В., и В2 - ширина ванны соответственно (фиг. 3).
Устройство работает следующим образом.
Зажигают дугу и после нескольких секунд прогрева вращают основание 1, Ьатем включают механизм 11 колебания и механизм подачи присадочной проволоки 14. Механизм 11 колебания, закрепленный на основании 1, через толкатели 12 и 13 перемещает поперек стыка посредством толкателя 12 в отверстие 9 рычага 4 горелку 5с электродом 15 и посредством толкателя.13 в отверстие 10 рычага 7, закрепленныйна нем мундштук 8, причем толкатель 12 расположен к оси 3 ближе, чем толкатель 13. Механизм б слежения во время сварки поддерживает постоянное ра сстояние (дуговой промежуток) между электродом 15 и сварочной ванной с конфигугацией 16. Механизм 11 колебания перемещает электрод 15. При подходе электрода 15 к кромке 17 из-за интенсивного теплоотвода размеры ванны с конфигурацией 16 значительно уменьшаются по сравнению с кромкой 18 в центре разделки (фиг. 2 и 3). Особенно уменьшается передняя часть ванны (п В ; В).
При этом уменьшается глубина провара на кромках 17 по сравнению с проваром в центре ра;5делки. При соосном расположении электрода 15 и проволоки 14 происходит допвлнительное нарушение теплового равновесия в передней части ванны, а зто ухудшает плавление проволоки 14, ее примерзание и Кание на электрод 15. Кроме того, возникают несплавления и ухудшается формирование шва.
При неодинаковом расположении относитель,но оси 3 отверстия 9 с толкателем 12 и отверстия 10 с рычагом 7 принахождении электрода 15 у кромок 17 проволока 14 Смещается относительно его оси к центру разделки. Подобное смещение устраняет нарушение теплевого равновесия передней части ванны, проволока 14 поступает в более глубокую ее часть, улучшается ее плав ление, устраняется несплавление на кромках, повышается качество формирования шва.
Присадочная проволока 14 отбирает тепло из глубокой части ванны с конфигурацией 16 и способствует лучшему удержанию ванны с конфигурацией 16 при сварке, например, неповоротных стыков труб и не отб1фает тепло из прилегающей к кромке части ванны с конфигурацией 16, что увеличивает качество сварки из-за отсутствия несплавлений на кромках 17.
Такое выполнение устройства позволяет повысить качество сварки за счет смещения проволоки относительно оси электрода к центру разделки, что нарушает тепловое равновесие средней части ванны, проволока при этом поступает в более глубокую ее часть, что улучшает ее плавление, устраняет несплавление .на кромках, при этом улучшаются условия формирования шва. Смещение конца проволоки к центру разделки относительно электрода с нарастанием его у кромок достигается тем, что рычаги несущие горелку и мундштук свободно насажены на ось 3, т;е. поворачиваются относительно нее, аотверстия и толкатели,через которые они связаны с механизмом кблг-бания выполнены на разных расстояниях от этой оси, а и.-1енво отверстия на рычаге, несущем горелку, ближе к пер- . вой оси, а отверстие на рычаге, несущем мундштук, дальше от нее, то горелка при перемещении поперек разделки всегда опережает мундштук с проволокой (кроме центра разделки, где они находятся на одной прямой ЛИНИИ , про содящей через первую ось) , причем у кромок этой опережение всегда больше относительно центра разделки.
Применение предлагаемого устройства в процессе колебаний электрода поперек разделки по сравнению с из- вестным, автоматом АТ-159-ШМ позволяет смещать проволоку от оси электрода к центру разделки, в. частности при расположении электрода у кромок. Величина смещения может регулироваться , что дает возможность подавать проволоку в ванну без нарушения ее теплового равновесия. Подобная подача проволоки улуч1йает стабильность -процесса ее плавления и основного металла. За счет только устранения несплавления у кромок качество сварки возрастает на 15-20%, а следовательно, снижаются затраты на устранение брака и повторный рентгеноконтроль. В результате чего годовой экономический эффект от внедрения устройства составит 7,74 тыс.руб.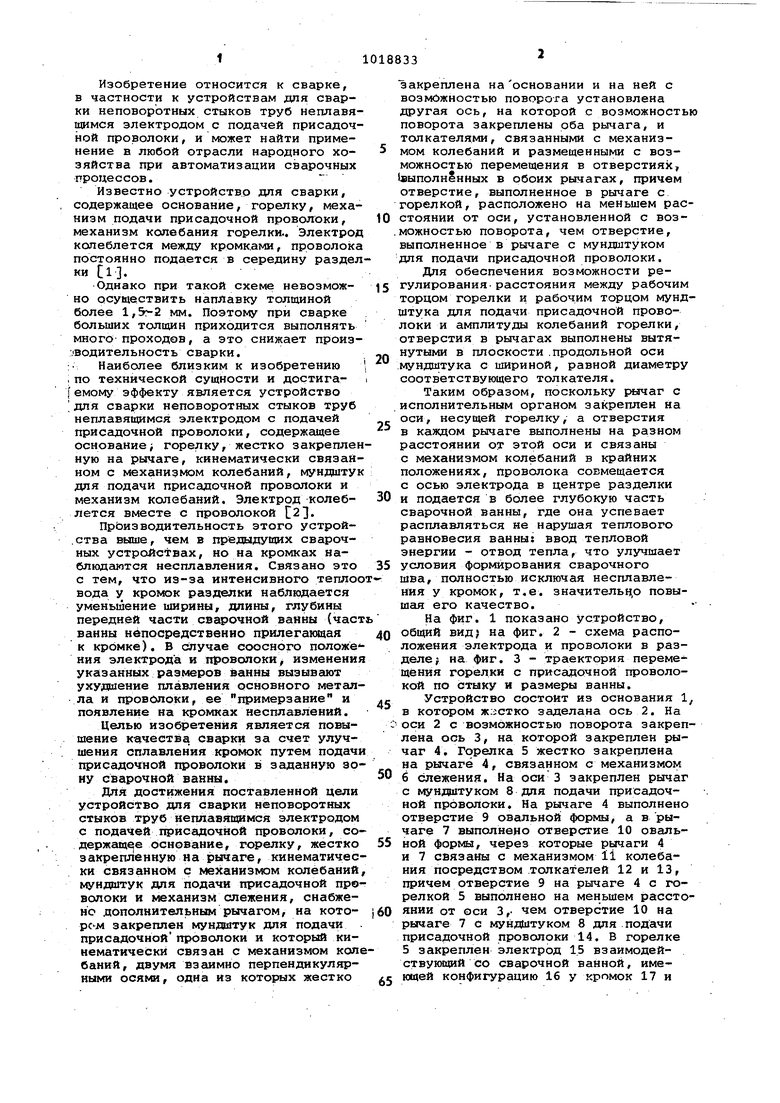
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| Способ дуговой сварки | 1984 |
|
SU1165540A1 |
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1031677A1 |
| Способ автоматического направления сварочной головки по стыку (его варианты) | 1982 |
|
SU1174203A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
1.УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ неплавящимся электродом с подачей присадочной проволоки, содержащее основание, горелку, жестко закрепленную на рычаге, кинематически связанном с механизмом колебаний, мундштук для подачи присадочной проволоки и механизм слежения, отличающеес я тем, что, с целью повышения качества сварки за счет улучшения сплавления кромок путем подачи присадочной проволоки в заданную зону сварочной ванны, оно снабжено дополнительным рычагом,, на котором закреплен мундштук для подачи присадочной проволоки и который кинематически связан с механизмом колебаний, двумя взаим-. но перпендикулярными осями, одна из которых жестко закреплена на основании и на ней с возможностью.поворота установлена другая ось, на которой также с возможностью поворота закреплены оба рычага, и толкателями, свя. занными с механизмом колебаний-я-размещенными с возможностью перемещения в отверстиях, выполненных в обоих рычагах, причем отверстие, выполцённое в. рычаге с горелкой, расположено на меньшем расстоянии от оси, установленной свозможностью поворота, i чем отверстие, выполненное в рычаге с мундштуком для подачи присадочной 0 проволоки. 2. Устройство по п, 1, о т л ичающееся тем, что, с целью обеспечения возможности регулирования расстояния между рабочим торцом горелки и рабочим торцом мундштука для подачи присадочной проволоки и амплитуды колебаний горелки, отверстия в рычагах выполнены вытянутыми в плоскости продольной оси 00 мундштука шириной, равной диаметру соответствующего толкателя. сх оо со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гриненко В | |||
| И | |||
| и др | |||
| Переносные автоматы ТАМ для сварки неповоротных стыков труб вольфрамовым электродом с присадкой | |||
| - Сварочное производство, 1974, 11, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США W 3835286, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
