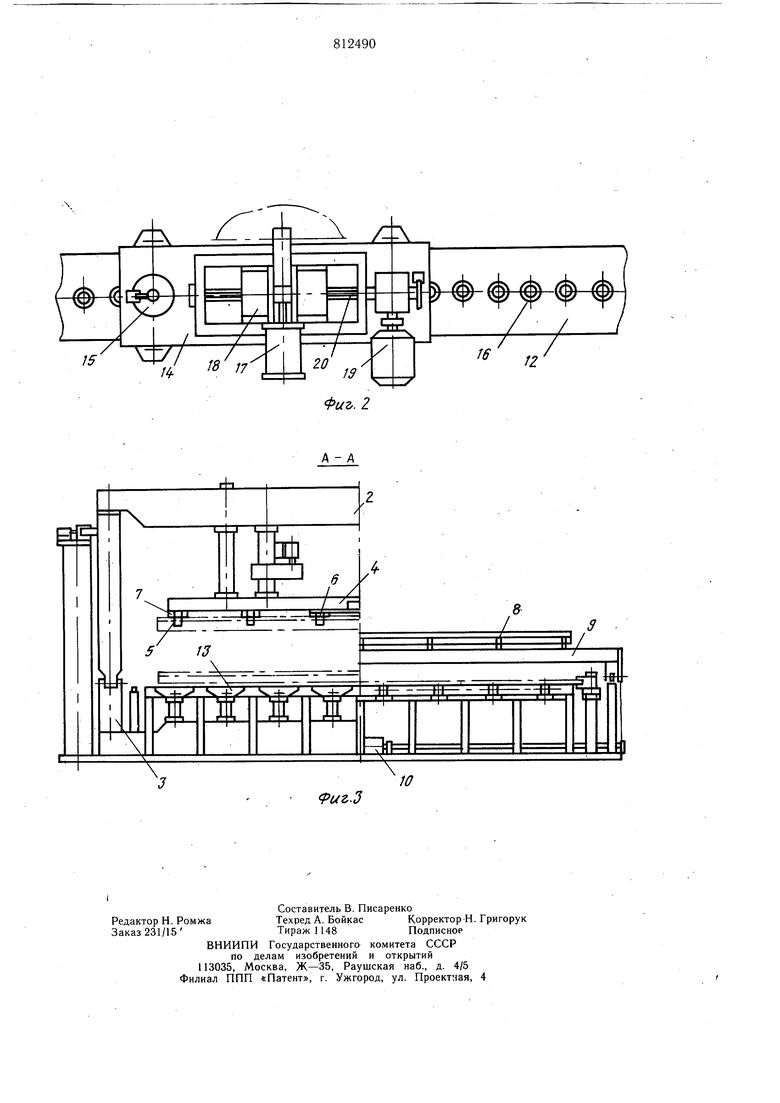
(54) АГРЕГАТ ДЛЯ СБОРКИ ПОД СВАРКУ СУДОВОГО НАБОРЛ С ПОЛОТНИЩЕМ ного на шарнирных опорах 3, на горизонтальной балке 4 которого подвешены неподвижные 5 и подвижные б захваты для набора, и снабженное установочными упорами 7, кассету 8 для набора, расположенную на тележке 9, имеюш,ей реверсивный привод 10, механизм 11 перемещения полотнища, установленный на направляющих 12, которьге расположены вдоль рольгангов 1, а также пневмоцилиндры 13, расположенные на основании под полотнищем. Механизм перемещения полотнища содержит каретку 14 с фиксатором 15, взаимодействующим во время движения каретки 14 с выполненными через каждые 100 мм отверстиями 16 в направляющих 12, а также содержит струбцинообразный захват 17. Для перемещения полотнища на расстояние, не кратное 100 мм, которое необходимо для подводки полотнища до заданного размера щпации, на каретке расположены рамка 18, электропривод 19 и винт 20 для перемещения полотнища относительно каретки 14. Работа на агрегате осуществляется с пульта управления 21 оператором. Для снятия полотнища с захватов кареток 14 на рольганге 1 предусмотрены щлепперные сталкиватели 22. Каретку 14 перемещают цепнои передачей от электропривода, расположенного вначале направляющей 12. Управление перемещением каретки 14 на шпацию осуществляется автоматически с пульта 21. Агрегат работает следующим образом. Полотнище подают по рольгангу 1 при помощи щлепперных сталкивателей 22 в струбцинообразные захваты 17 кареток 14, с помощью которых производится зажим полотнища. Далее, с пульта 21 подают команду на перемещение полотнища, и каретки 14 по направляющим 12 перемещают его в положение первого набора. Каретка 14 при этом фиксируется по первому адресному отверстию, которое постоянно для всех типов секций. После остановки полотнища на заданном расстоянии под устройством для сборки набора необходимо поднять реверсивным приводом 10 на тележку 9 кассету 8 с набором. Балку 4 с захватами 5 и 6 опускают, затем подвижными захватами 6 берут набор из кассеты 8 и при помощи привода перемещения подвижных захватов 6 устанавливают набор в заданное положение по установочным упорам и зажимают его захватами 5 и 6, выполненными, например, в виде пневмотисков. Затем при помощи реверсивного привода 10 возвращают тележку 9 с кассетой 8 в исходное положение. Балка 4 с набором в захватах 5 и 6 опускается и устанавливает набор на полотнище. Затем на полотнище выходит оператор и прихватывает набор. включая по мере надобности в работу подвижные пневмоцилиндры 13 в зависимости от имеющегося зазора между полотнищем и набором в месте прихватки. Под полотнищем установлены восемь пневмоцилиндров 13 с прижимными планками, а на балке 4 - кнопки управления этими пневмоцилиндрами. Суммарное усилие прижима полотнища Р 4000 кгс. После прихватки набора на пульте 2 управления набирают заданный щаг установки набора, т. е. щпаЦ.ИЮ, поднимают балку 4, предварительно освободив захваты 5 и 6 и дают команду по перемещению полотнища на шпацию. Перемещение полотнища на щпацию осуществляется следующим образом. На направляющей 12 имеются отверстия 16, расположенные через 100 Ым. Каретка 14 проходит по направляющей 12 на больщой скорости расстояние шага и переходит на малую скорость. При подходе каретки 14 к заданной отметке фиксатор 15 скользит по направляющей 12 и западает в-отверстие 16, при этом привод перемещения каретки отключается, каретка останавливается. При этом автоматически включается электродвигатель 19 винта 10 привода перемещения рамки 18 относительно каретки 14 на движение «вперед. Винт 10, вращаясь, подает импульс на датчик считывания единиц миллиметров, расположенный на пульте 21. Каждому срабатыванию датчика соответствует перемещение рамки 18 по миллиметрам. При задании другого 1цага, не кратного 100 мм, после выполнения нескольких щагов рамка 18 может сместиться относительно каретки 14 за отметку 100 мм. При переходе рамки 18 через пульт 21 включается привод перемещения рамки 14 на движение «назад. Далее цикл повторяется в той же последовательности для каждого набора. Готовую секцию подают на рольганг 1 затем сталкивателями 22 сталкивают с кареток 14 и подают под четырехголовочный сварочный агрегат для приварки набора к полотнищу. Каретка 14 возвращается в исходное положение и процесс повторяется для каждого полотнища. При использовании агрегата для сборки под сварку судового набора с полотнищем предложенной конструкции, повышается точность и качество сборки судового набора с полотнищем, упрощается конструкция агрегата и уменьшается занимаемая им площадь. Это достигается выполнением устройства для сборки и возможностью подачи к нему кассеты с набором, и механизм перемещения с а томатич;еским отсчетом пройденного расстояния ведет к уменьшению промежуточных операций по установке набора, что, в свою очередь, ведет к точности установки набора на полотнище без предварительной разметки и к упрощению конструкции. Этому же способствует
использование для устранения зазора между полотнищем и набором поджимных снизу пневмоцилиндров.
использование агрегата предлагаемой йонструкции позволяет свести к минимуму ручной труд, механизировать технологические операции. Агрегат обслуживает один оператор с пульта управления, он не производит прихватку набора к полотнищу. Увеличивается производительность труда.
Формула изобретения
1. Агрегат для сборки под сварку судового набора с полотнищем, содержащим смонтированные на основании рольганги для перемещения полотнища, смонтированные на опорах устройство для сборки набора с полотнищем, струбцинообразные захваты полотнища и кассету для набора, отличающийся тем, что, с целью упрощения конструкции и повыщения качества и точности сборки путем устранения зазора между набором и полотнищем, устройство, для сборки набора выполнено в виде портала, оснащенного установочными упорами, а захваты для набора смонтированы на портале, и на основании закреплены пневмоцилиндры
для поджима полотнища к набору, вдоль рольгангов закреплены направляющие, а механизм перемещения полотнища установлен на них и снабжен узлом отсчета пройденного расстояния, агрегат же оснащен тележкой, смонтированной на основании с возможностью ее перемещения, и кассета для набора установлена на указанной тележке.
2.Агрегат по п. 1, отличающийся тем, что с целью установки судового набора под углом к плоскости полотнища, отличным от прямого, опоры устройства для сборки набора выполнены щарнирными с возможностью наклона их относительно оси, параллельной основанию.
3.Агрегат по п. 1, отличающийся тем, что, с целью получения любого щага размещения набора, узел отсчета пройденного расстояния выполнен в виде каретки с винтовым приводом и с фиксатором в направляющих выполнены под упомянутый фиксатор отверстия, расстояние между которыми кратно 100 мм.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 295640, кл. В 23 К 37/04, 1966 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ СБОРКИ И СВАРКИ БАЛОК КОРАБЕЛЬНОГО НАБОРА С ПОЛОТНИЩЕМ | 1971 |
|
SU295640A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| УСТАНОВКА ДЛЯ СБОРКИ НАБОРА С ПОЛОТНИЩАМИ | 2006 |
|
RU2329178C2 |
| Агрегат для сборки и сварки балокСудОВОгО НАбОРА C пОлОТНищЕМ | 1979 |
|
SU795836A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Устройство для сборки балок набора с обшивкой корпуса судна | 1983 |
|
SU1177201A2 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Устройство для подачи на сборку под сварку нескольких балок судового набора и полотнищ | 1985 |
|
SU1355419A1 |
| Устройство для сборки балок набора с обшивкой корпуса судна | 1982 |
|
SU1011442A1 |
Фиг.1 V J
Риг.З I I ,A I Фиг. 2
