Изобретение относится к сварке,а именно к конструкции поточной механизированной линии для сборки и сварки листов в длинномерные полотнища, преимущественно со строительным подъемом, и может быть использовано в судостроении, краностроении,мостостроении.
Известна линия, содержащая рольганг с устройством для односторонней . стыковой сварки металлических листов, для горизонтального перемещения,поперечные шпиндели для юстировки свач рочного шва, ролики для вертикального перемещения и подъемные устройства для стыковки листов ll.
Однако .в этой линии рольганг с ., устройством для односторонней стыковкой сварки не обеспечивает взаимную , ориентацию листов и точность сборки при изготовлении длинномерных конструкций.
Известна также поточная линия для изготовления крупногабаритных плоских секций, содержащая расположенное на основании по ходу технологического процесса оборудование, а также поле неприводных роликовых опор, и, по меньшей мере, один ряд направляющих, расположенных параллельно оси
J поточной линии, на которых смонтированы приводные транспортные тележки с захватами полотнищ, и расположенных вдоль оси поточной линии с каждой ее стороны несколько подвижных от индивидуальных приводов в направлении, перпендикулярном продольной оси поточной линии ползунов, на каждом из которых закреплен толка10тель 2.
Недостатком такой линии является то, что ориентация полотнищ происходит только относительно продольной оси поточной линии и не обеспечивает15ся взаимная ориентация листов. Кроме того, линия малопроизводительна,так как требуется значительная затрата времени на ориентацию.
Известна также поточная линия, которая содержит технологическое обо20рудование, установленное по ходу технологического процесса, транспортную часть, состоящую из неприводных роликовых опор, а также продольных для
25 транспортировки и поперечных для ориентации шлепперов, прижимающих изделие к базовым упорам СЗ .
Однако шлепперы этой линии не обеспечивают ориентировку и транспортировку изделия непрямоугольной формы, а также не позволяют осуществлять точные перемещения изделий.
Известна поточная механизированная линия для сборки и сварки листов в длинномерные полотнища, преимущест венно со строительньв подъемом, содержащая смонтированные на основании склад заготовок с транспортньом грузо;подъемным порталом-И расположенные ,в линию и соединенные между собой рольгангом стенд сборки стыков листов под сварку, снабженный сборочной скобой и подвижными по направляющим, расположенным перпендикулярно линии, боковыми упорами и боковыми прижимами, установленныгли симметрично относительно сборочной скоб.ы, стенд для сварки стыков листов 4.
Недостатком такой поточной механизированной линии является то, что она малопроизводительна, так как велико время на установку листов под сварку в заданное проектное положение.
Цель изобретения - повышение производительности путем сокращения времени на установку листов под сварку в заданное положение.
Указанная цель достигается тем, что в поточной механизированной линии Для сборки и сварки листов в длинномерные полотнища, преимущественно со строительным подъемом, содержащей смонтированные на основании склад заготовок с транспортным грузоподъемным порталом и расположенные в линию и соединенные между собой рольгангом стенд сборки стыков листов под „ сварку, снабженный сборочной скобой и подвижными по направляющим, расположенными перпендикулярно линии,боковыми упорами и боковыми прижимами, установленными симметрично относительно сборочной скобы, .стенд для сварки стыков листов, стенд сборки стыков листов под сварку оснащен ориентирующими линейками, шарнирно закрепленными на каждой паре симметрично расположенных относительно сборочной: скобы упоров, при этом для сварки оснащен направляющими с боковыми упорами и боковыми прижимами, выполненными аналогично направляющим с упорами и прижимами стенда для сборки стыков листов под сварку и установленными на основании с возможностью установочного перемещения в направлении вдоль поточной линии.
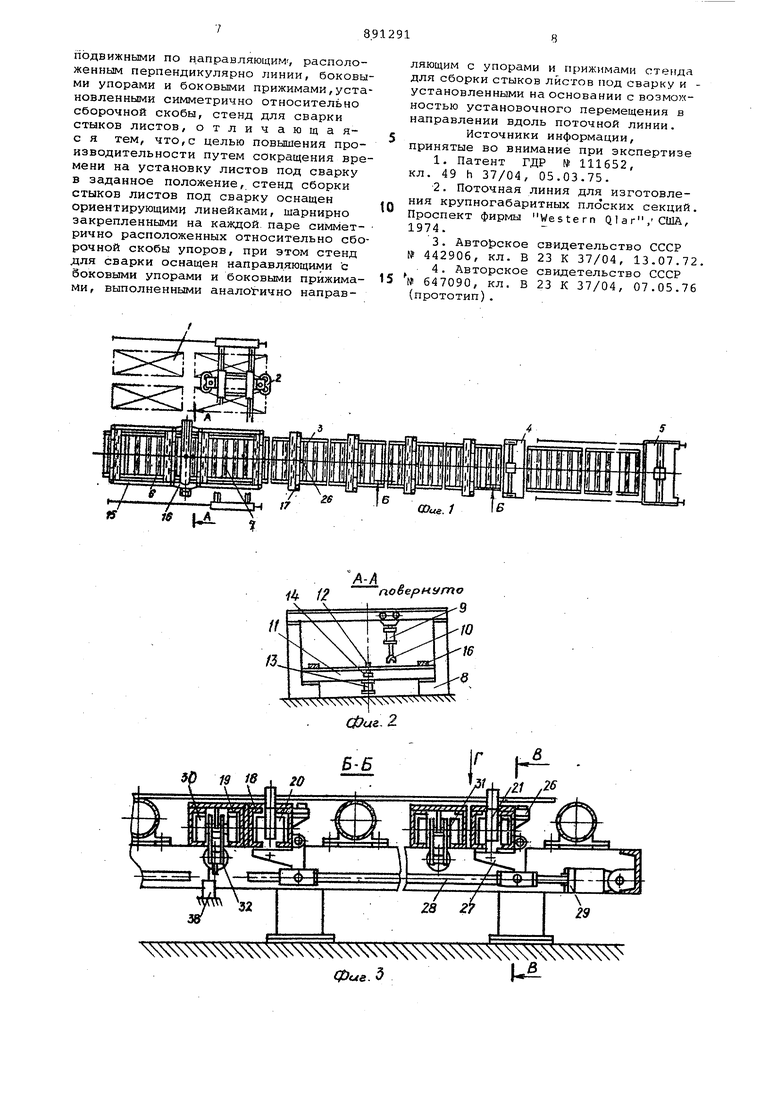
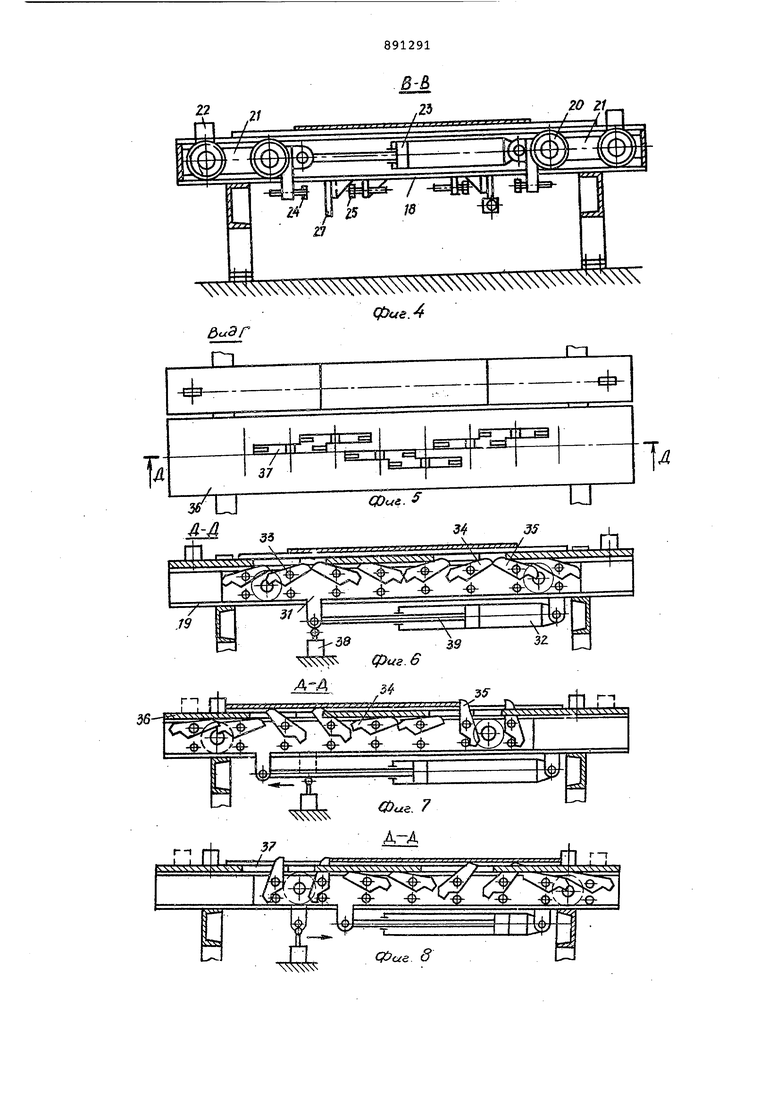
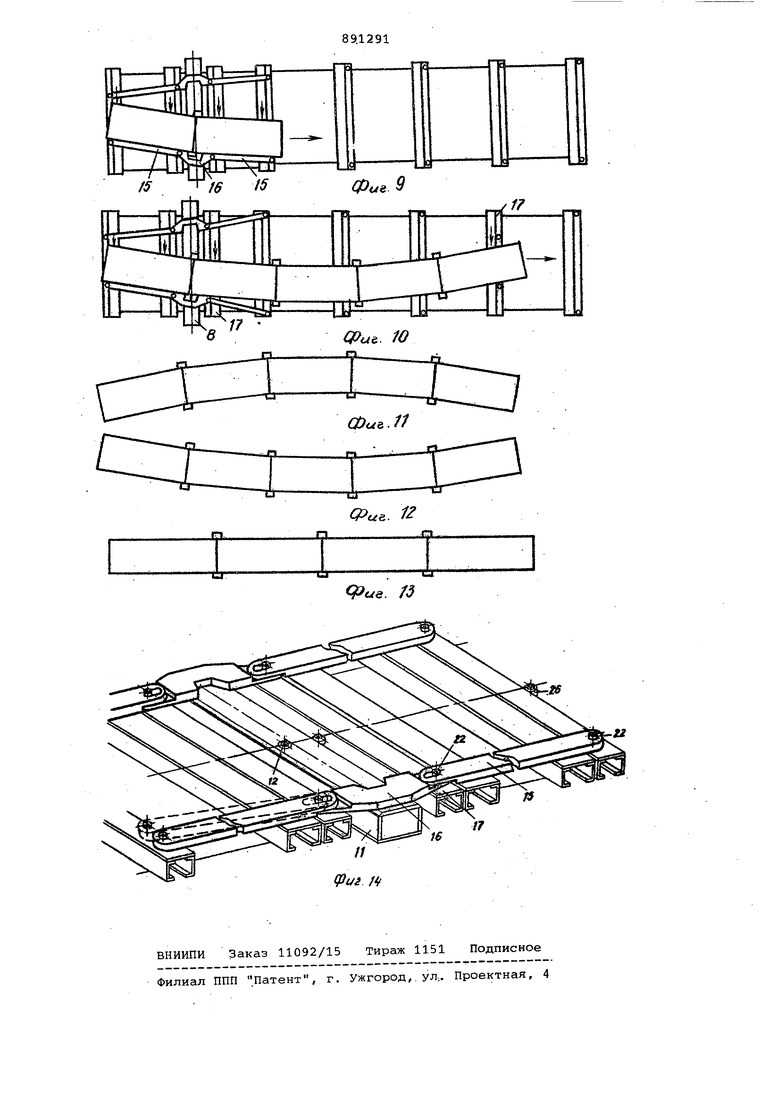
На фиг. 1 изображена поточная линия, вид в плане на фиг. 2 - сечение А-А на. фиг. 1, на фиг. 3 - сечение Б-Б на фиг. 1-, на фиг. 4 - сечение В-В на фиг. З; на фиг.5 - вид 1 на фиг. 3-, на фиг.6-8 - сечение Д-Д на фиг. 5 в разных рабочих положениях; на фиг. 9 и 10 - схема сборки длинномерного полотнища, вид в ; плане) на фиг. 11-13 - левое и правое длинномерное полотнище со строительным подъемом и прямолинейное полотнище, собранные под сварку) на фиг. 14 - ориентирующие линейки в изометрии.
Поточная линия содержит склад 1 комплектации листов, транспортный грузоподъемный портал 2, стенд 3 сборки, стенд 4 сварки, стенд 5 для рентгеновского контроля сварных швов
Стенд 3 сборки листов состоит из входной 6 и выходной 7 секций транспортирующего устройства (рольганга) с индивидуальными приводами, между которым установлена сборочная скоба 8 с подвижным от цилиндра 9 прижимом 10. В нижней части скобы 8 имеется опорная плита 11, в которой расположены упор 12 с пневмоцилиндром 13 н датчиком 14. Кроме того, на сборочном стенде установлены направляющие линейки 15 и 16, шарнирно соединенные с механизмами 17 ориентации состоящими из двух поперечных направляющих 18 и 19 коробчатого сечения. Аналогичные механизмы ориентации усг тановлены на технологически заданном расстоянии вдоль всех секций транспортирующих устройств (рольгангов), расположенных от стенда 3 сборки до стенда 3 сварки.
В направляющих 18, на опорных роликах 20, расположены каретки 21 с / упорами 22 и с гидроцилиндром 23, в нижней части которых имеются винтограничитель 24 хода кареток 21 при сборке прямолинейных полотнищ и винтограничитель 25, регулирующий величину строительного подъема при сбор-г ке криволинейного полотнища. На направляющих 18 установлен также считывающий датчик 26 и шарнирно закрепленные с ними флажки-ограничители 27, связанные между собой тягами 28 с приводом от цилиндра 29.
В направляющих 19, на опорных роликах 30 размещена каретка 31 с гидроцилиндром 32. На осях 33 каретки 31 попарно закреплены подпружиненные прижимные кулачки 34 и 35/ расположенные симметрично продольной оси каретки 31. Сверху на направляющей 19 установлена плита 36 с пазами 37 для выхода в них прижимных кулачков 34 и 35. Внизу под направляющей установлен датчик 38, фиксирующий положение штока 39 в цилиндре 32.
Все участки поточной линии снабжены пультами управления автоматического и полуавтоматического режима работы агрегатов (не показаны).
Работа на линии при сборке и сварке длинномерных полотнищ со строительным подъемом осуществляется следующим образом.
Со склада 1 комплектации лист подают транспортным порталом 2 на входную секцию рольганга 6 сборочного стенда 3, Включением привода входной секции рольганга 6 лист перемещ ют на выходную секцию 7 сборочного стенда до тех пор, пока лист не про дет сборочную скобу 8, где по коман де от датчика 14 отключается привод входной секции. Включением цилиндра 13 выдвигают упор 12 из опорной пл ты 11 сборочной скобы 8, а в это вр мя рольганг выходной секции 7 ревер сирует лист до поджима его заднего торца к упору 12. Затем транспортным порталом 2 подают второй лист и вклю чением привода входной секции 6 под водят второй лист до упора 12. Вклю чением гидроцилиндров 23 перемещают каретки 21 с упорами 22 по направ ляющим 18 до ограничителей 25,направ ляющие линейки 15 и 16, шарнирно сое диненныес упорами 22, тоже смещаются и занимают заданное положение,при чем положение упоров 22 задается регулируемым винтом-ограничителем 25. Затем включают гидроцилиндр- 32, кото рый перемещает каретку 31 с прижимныгли кулачками 34 или 35 по направляющим 19 (влево или вправо в зависи мости от исполнения полотнищ), при этом кулачки 34 и 35 под действием пружинного соединения поворачиваются на осях 33, выходят из пазов 37 плиты 36 и прижимают листы к ориентирую щим направляющим линейкам 15 и16, в результате чего первый лист по отношению ко второму устанавливается под требуемым углом строительного подъема, который определяется положе нием упоров 22 и ориентирующих направляющих линеек 15 и 16. Убрав упор 12, производят установ ку технологических заходных планок, поджатие состыкованных листов и планок к опорной плите 11 прижимом 10 цилиндра 9 и их прихватку. Затем отключают цилиндры 9, 23 и 32 и соответственно все упоры 22,а прижимные кулачки 34 и 35 отводят в исходное положение, причем цилиндр 32 занимает среднее положение,фиксируемое датчиком 38. В этом положении прижимные кулачки 34 или 35 убраны из пазов 37 плиты 36. При сборке, например, полотнища левого исполнения, шток 39 цилиндра 32-перемещается влево и соответственно каретка 31 занимает крайнее левое положение при этом поджим собранных листов к ориентирующим направляющим линейкам 15 и 16 производят кулачки 35, а кулачки 34 проходят под плитой 36. Далее включают транспортирующие устройства (рольганг) 7 и собранные листы перемещают до тех пор, пока второй лист не займет место первого Транспортным, порталом 2 на входную секцию 6 сборочного стенда 3 подают следующую заготовку и цикл сборки повторяется. Механизмы 17 ориентации, расположенные на входной секции б стенда. и один первый механизм 17 ориентации на выходной секции 7 рольганга стенда 3 сборки включаются при каждом следующем цикле сборки, включаются последовательно по мере прохождения собираемого полотнища и только те, которые расположены у передней кромки полотнища ориентируя и фиксируя с помощью упоров 22 и прижимных кулачков 34 и 35 собранную часть полотнища относительно следующего листа, установленного на стенде сборки, а остальные механизмы ориентации отключаются . Команду на включение и последова1тельность автоматического цикла сра батывания упоров 22 и прижимных кулачков 34 или 35 задают взаимосвязанные считывающие датчики 26,закрепленные на каждом механизме 17 ориентации. Для сборки прямолинейного полотнища включают привод 29 и через тяги 28 ограничителями 27, выполненными в виде флажков, перекрывают движение кареток 21. Расположение по прямой упоров 22 и линеек 15, шарнирно с ними связанных, получают винтами-ограничителями 24 при их соприкссновении с ограничителем 27. Далее сборку прямолинейных полотнищ производят аналогично сборке полотнищ со строительным подъемом. После окончания сборки полотнище подают по рольгангу на стенд 4 сварки, где производят одностороннюю сварку стыковых швов. Сваренное полотнище по рольгангу перемещают на стенд 5 для рентгеновского контроля сварных швов, где рентгеновская установка, перемещаясь по рельсам от стыка к стыку просвечивает сварные швы. Годные полотнища после контроля складируют или подают на следующее рабочее место. Предлагаемое выполнение поточной механизированной линии позволяет автоматизировать весь процесс сборки и сварки листов в длинномерные полотнища. Экономический эффект от внедрения заявляемой линии на заводах ВПО Союзподъемтрансмаш составит 245 тыс. рублей. Формула изобретения Поточная механизированная линия ля сборки и сварки листов в длинноерные полотншца, преимущественно со троительным подъемом, содержащая монтированные на основании склад-. заготовок с транспортным грузоподъемым порталом и расположенные в линию соединенные между собой рольгангом тенд сборки стыков листов под свару, снабженный сборочной скобой и
подвижными по направляющим , расположенным перпендикулярно линии, боковыми упорами и боковыми прижимами,установленными симметрично относительно сборочной скобы, стенд для сварки стыков листов, отличающаяс я тем, что,с целью повышения производительности путем сокращения времени на установку листов под сварку в заданное положение, стенд сборки стыков листов под сварку оснащен ориентирующими линейками, шарнирно закрепленными на каждой паре сиМмет- рично расположенных относительно сборочной скобы упоров, при этом стенд для сварки оснащен направляющими с боковыми упорами и боковыми прижимами, выполненными анало ично направляющим с упорами и прижимами стенда для сборки стыков листов под сварку и установленными на основании с возможностью установочного перемещения в направлении вдоль поточной линии.
Источники информации, принятые во внимание при экспертизе
1.Патент ГДР № 111652, кл. 49 h 37/04, 05.03.75.
2.Поточная линия для изготовления крупногабаритных плсэских секций. Проспект фирмы Western Qlar,CfflA, 1974.
3.ABTOt cKoe свидетельство СССР
№ 442906, кл. В 23 К 37/04, 13.07.72
4.Авторское свидетельство СССР
№ 647090, кл. В 23 К 37/04, 07.05.76 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная механизированная линия для изготовления полотнищ с ребрами жесткости | 1984 |
|
SU1311894A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Поточная линия для сборки и сварки полотнищ с набором | 1984 |
|
SU1234143A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕКЦИЙ КОРПУСОВ СУДОВ | 2020 |
|
RU2754420C1 |
| Поточная линия для сборки и сварки крупногабаритных тонколистовых полотнищ из листов | 1985 |
|
SU1328127A1 |
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |
| Устройство для установки листов в положение их обработки | 1977 |
|
SU650762A1 |
д повернуто -/1 , фае. 5
WsXXvVVW 20
фие.4 г1
.е 8
