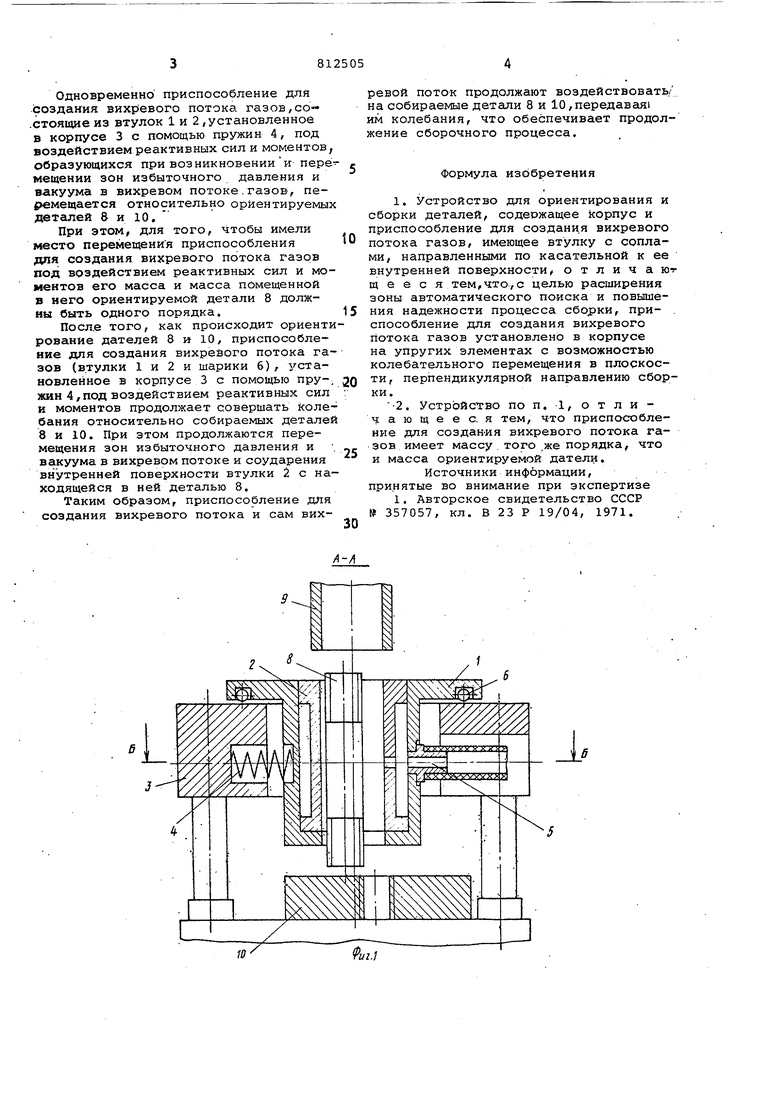
Изобретение относится к машиност роению, преимущественно к станкостро нию, и может быть использовано при автоматизации производственных процессов, а именно сборочных операций. Известно устройство для ориентирования и сборки деталей, содержащее корпус и приспособление для создания вихревого потока газов, имеющее втул ку с соплами, направленными по касательной к ее внутренней поверхности Недостатком данного устройства является небольшая зона автоматичес:кого поиска и низкая надеж 1О сть продесса сборки. Цельизобретения - расширение зоны автоматического поиска и повышение н (Дежности процесса сборки.. Поставленная цель достигается теМ что приспособление для .создания, вихревого потока газов установлено в корпусе на упругих элементах с воз-можностью колебательного перемещения в плоскости,, перпендикулярной направ лению сборки, причемприспособление .имеет массу того же порядка, что и масса ориентируемой детали. На фиг. 1 схематично дано предлагаемое устройство, разрез Й-А. йафиг. 2; на фиг. 2 - ТО же, разрез Б-Б на фиг. 1. Устройство содержит приспособле:ние для создания вихревого потока газов, выполненное в виде двух концентрических втулок наружной 1 и внутренней 2 и установленное в корпусе 3 с помощью упругих элементов, например пружин 4. Наружная втулка 1 приспособления для создания вихревого потока газов снабжена штуцером 5 для подвода сжатого воздуха и шариками б для уменьшения сопротивления при ее перемещении. Втулка 2 снабжена соплами 7, направленными по касательной к ее внутренней поверхности. Детали В размещены в питателе 9, базовая деталь 10 размещается под устройством. Устройство работает следующим образом. Ориентируемая деталь 8, поступающая из питателя 9 во втулку 2 приспособления для создания вихревого потока газов, под воздействием аэроинамического потока совершает колеательные движения, при этом ее орец в УСЛОВИЯХ контакта с базовой 10 перемещается по свертываюейс кривой.
Одновременно приспособление для создания вихревого потока газов,со.стоящие из втулок 1 и 2 ,установленное в корпусе 3 с помощью пружин 4, под воздействием реактивных сил и моментов, образующихся при возникновениии перемещении зон избыточного давления и вакуума в вихревом потоке.газов, перемещается относительно ориентируемых деталей & и 10.
При этом, для того, чтобы имели место перемещения приспособления для создания вихревого потока газов под воздействием реактивных сил и моментов его масса и масса помещенной в него ориентируемой детали 8 должны быть одного порядка.
Посл.е того, как происходит ориентирование дателей 8 и 10, приспособление для создания вихревого потока газов (втулки 1 и 2 и шарики 6), установленное в корпусе 3 с помощью пру-, жин 4/под воздействием реактивных сил и моментов продолжает совершать колебания относительно собираемых деталей 8 и 10. При этом продолжаются перемещения зон избыточного давления и вакуума в вихревом потоке и соударения внутренней поверхности втулки И с находящейся в ней деталью 8.
Таким образом, приспособление для создания вихревого потока и сам вихревой поток продолжают воздействовать/ на собираемые детали 8 и 10,передавая им колебания, что обеспечивает продолжение сборочного процесса.
Формула изобретения
1. Устройство для ориентирования и сборки деталей, содержащее корпус и приспособление для создани.я вихревого потока газов, имеющее втулку с соплами, направленными по касательной к ее внутренней поверхности, о т л и ч а ю щ е е с я тем,что,с целью расширения зоны автоматического поиска и повышения надежности процесса сборки, приспособление для создания вихревого потока газов установлено в корпусе на упругих элементах с возможностью колебательного перемещения в плоскости, перпендикулярной направлению сборки.
2. Устройство по п. 1, о т л и ч ающе е с. я тем, ч-то приспособление для создания вихревого потока газов имеет массу . того .же порядка, что и масса ориентируемой датели.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 357057, кл. В 23 Р 19/04, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентирования и сборки деталей | 1980 |
|
SU933360A2 |
| Устройство для ориентирования и сборки деталей | 1977 |
|
SU632540A1 |
| Устройство для сборки комплекта деталей | 1988 |
|
SU1537438A1 |
| Поворотный стол для автоматической сборки деталей | 1979 |
|
SU772789A1 |
| Устройство для сборки деталей типа вал-втулка | 1985 |
|
SU1255357A1 |
| Устройство для сборки комплекта деталей | 1987 |
|
SU1727975A1 |
| Устройство для сборки комплекта деталей | 1982 |
|
SU1000212A2 |
| Устройство для ориентированияи СбОРКи дЕТАлЕй | 1979 |
|
SU844199A1 |
| Устройство для сборки комплекта деталей | 1978 |
|
SU854671A2 |
| УСТРОЙСТВО ВЗАИМНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ ПРИ СБОРКЕ | 2002 |
|
RU2215633C2 |

W
Фиг.г
