(54) УСТРОЙСТВО ДЛЯ .СУПЕРФИНИШИРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для суперфиниширования | 1985 |
|
SU1291377A1 |
| УСТРОЙСТВО для СУПЕРФИНИШИРОВАНИЯ | 1968 |
|
SU217994A1 |
| Устройство регулирования хода сбалансированных приводов возвратно-поступательного движения | 1985 |
|
SU1636194A1 |
| УСТРОЙСТВО для СУПЕРФИНИШИРОВАНИЯ | 1971 |
|
SU304123A1 |
| Устройство для суперфиниширования | 1976 |
|
SU580100A2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
| Плоскодоводочный станок | 1981 |
|
SU990481A2 |
| Устройство для суперфиниширования шеек коленчатого вала | 1979 |
|
SU870090A2 |
| Устройство для шлифования шеек коленчатых валов | 1972 |
|
SU567589A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
1
Изобретение относится к станкостроению и может бытб использовано в суперфинишных станках.
По основному авт. св. № 217994 известно устройство для суперфиниширования, состоящее из корпуса с установленным в нем на подшипниках приводным валом с насаженным на нем через сменную эксцентричную втулку шатуном, взаимодействукицим с инструментальной кареткой и сооб (дающим ей возвратно-поступательное движение в направляющих корпусах, причем на приводном валу установлен через вторую сменную эксцентричную втулку шатун, взаимодействукяций оо второй инструментальной головкОй и сообщающий ей возвратно- поступательное движение в направляющих корпуса, одинаковое по величине и противоположное по направлению первой инструментальной каретки ij .
Недостатком известного устрой ства является то, что дляизменения величины хода возвратно-поступательного движения кареток, при наладке станка на другой режим обработки, необходима установка новых эксцентричных втулок, имеющих другой экоцентриситет.
Цель изобретения - уменьшение трудоемкости перенашадки устройства.
Эта цель достигается тем, что устройство онабжено гильзой установленной на валу с возможностью установочного поворота относительно его оси и находящейся в контакте с эксцентричными втулками.
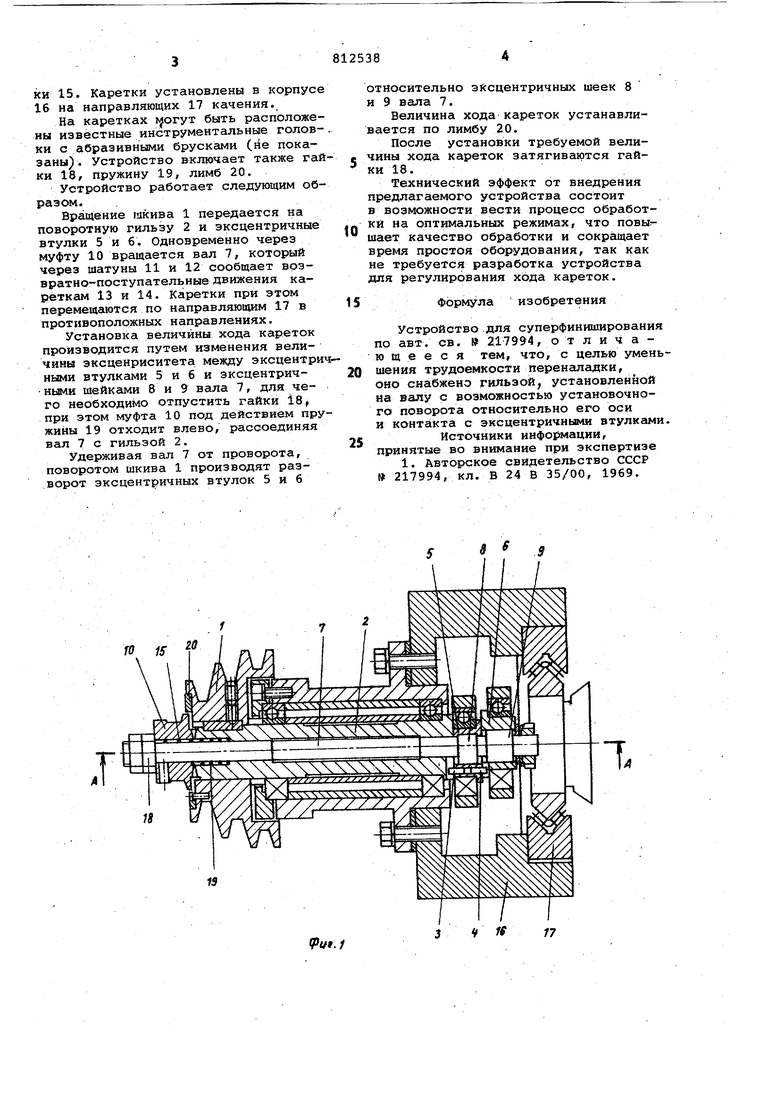
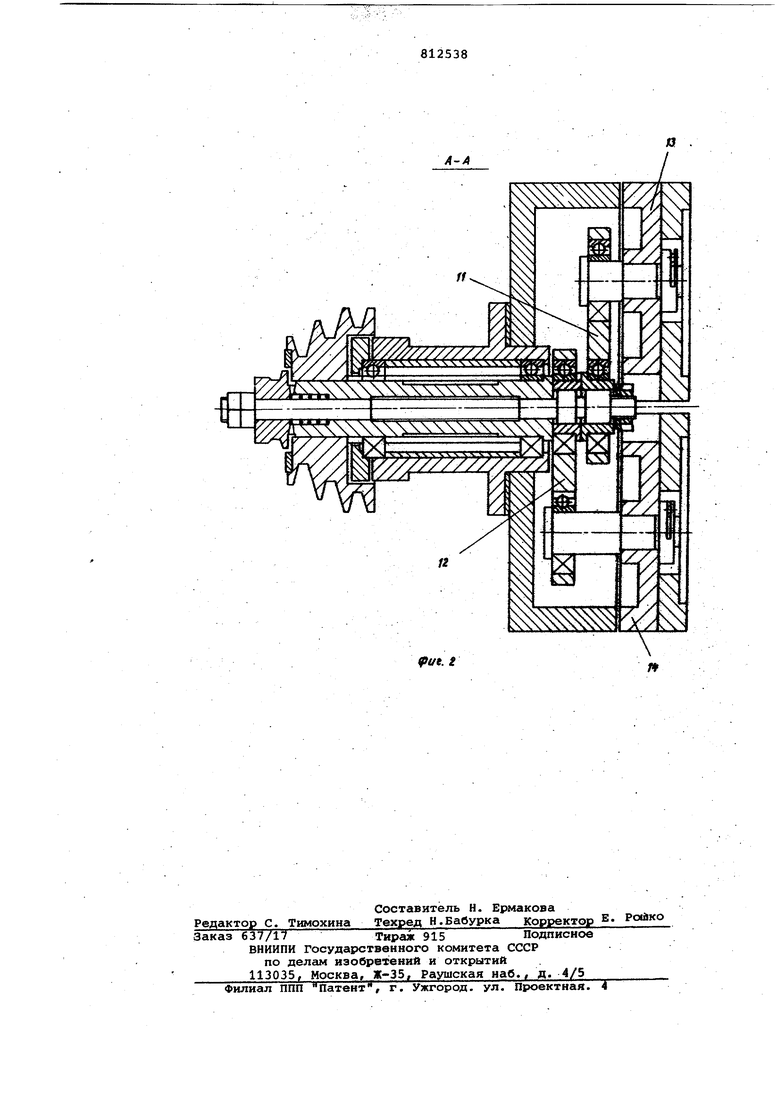
На фиг. 1 схематически изображеoно предлагаемое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Предлагаемое устройство включает приводной шкив 1, поворотную гильзу 2, посредством пальцев 3 и 4 связан5ную с эксцентричными втулками 5 и 6, расположеннЕфШ на валу 7. Поворотная гильза 2 на одном торце имеет зубцы.
0
Вал 7 имеет две эксцентричные шейки 8 и 9. Гильза 2 предназначена для iповорота втулок 5 и 6 относительно эксцентричных шеек 8 и 9 вала 7,
5 т.е. для изменения величины эксцентриситета. Устройство содержит также фиксирующий элемент, например муфту 10, шатуны 11, 12, связанные с каретками 13, 14. Гильза 2 соединена с
0 гвалом 7 посредством муфты 10 и шпон- ки 15. Каретки установлены в корпус 16 на направляющих 17 качения. На каретках Jioгyт быть расположе ны известные инструментальные голов ки с абразивнылш брусками (йе показаны). Устройство включает также га ки 18, пружину 19, лимб 20. Устройство работает следующим об разом. Вращение шкива 1 передается на поворотную гильзу 2 и эксцентричные втулки 5 и 6. Одновременно через муфту 10 вращается вал 7, который через шатуны 11 и 12 сообщает возвратно-поступательные движения кареткам 13 и 14. Каретки при этом перемещаются по направляющим 17 в противоположных направлениях. Установка величины хода кареток производится путем изменения величины эксценриситета между эксцентр ными втулками 5 и 6 и эксцентричньми шейками 8 и 9 вала 7, для чего необходимо отпустить гайки 18, при этом муфта 10 под действием пр жины 19 отходит влево, рассоединяя вал 7 с гильзой 2. Удерживая вал 7 от проворота, поворотом шкива 1 производят разворот эксцентричных втулок 5 и 6 ТО
ipui-f
3 f ff17 1S относительно эксцентричных шеек 8 и 9 вала 7. Величина хода кареток устанавливается по лимбу 20. После установки требуемой величины хода кареток затягиваются гайки 18. Технический эффект от внедрения предлагаемого устройства состоит в возможности Вести процесс обработкй на оптимальных режимах, что повыгшает качество обработки и сокращает время простоя оборудования, так как не требуется разработка устройства для регулирования хода кареток. Формула изобретения Устройство для суперфиниширования по авт. св. № 217994, о т л и ч а ю щ е е с я тем, что, с целью уменьшения трудоемкости переналадки, оно снабжено гильзой установленной на валу с возможность установочного поворота относительно его оси и контакта с эксцентричньо4и втулками. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 217994, кл. В 24 В 35/00, 1969. Ж . t /
