Изоб15етениё относится к абразивной обработке и может быть использовано при двусторонней доводке деталей.
По основному авт. св. 308858 известен плоскодоводочный станок, сообщающий притиру сложное колебательное движение взаимно перпендикулярными шатунами от эксцентриковых валов. Он снабжен механизмом двойно го шарнирного параллелограмма и вариатором рассогласования частот, вследствие этого станок обеспечивает равенство скоростей всех точек притира и позволяет регулировать плотность их распределенных траекторий, что повышает качество обработки, а самоустаиавливающаяся опора увеличивает надежность и долговечность cTaHKatl.
Однако на этом станке нельзя обрабатывать детали одновременно с двух сторон, приходится обрабатывать сначала одну, а после перестановки другую сторону партии деталей, что снижает как производительность обработки, так и точность расположения доведенных поверхностей.
Целью изобретения является повышение производительности и точности рбработки.
Для этой цели станок содержит верхний йритир с пантографом и шатунным приводом, эксцентрики которого установлены на валах в противофазах с соответствующими эксцентриками ниж- него притира, причем пантограф и шатуны выполнены шарнирно-поворотными, кроме горизонтальной, еще в двух плоскостях. В таком исполнении станок получает возможность обрабатывать плоские детали сразу с двух сторон, исключив их перестановку, и погрешности базирования.
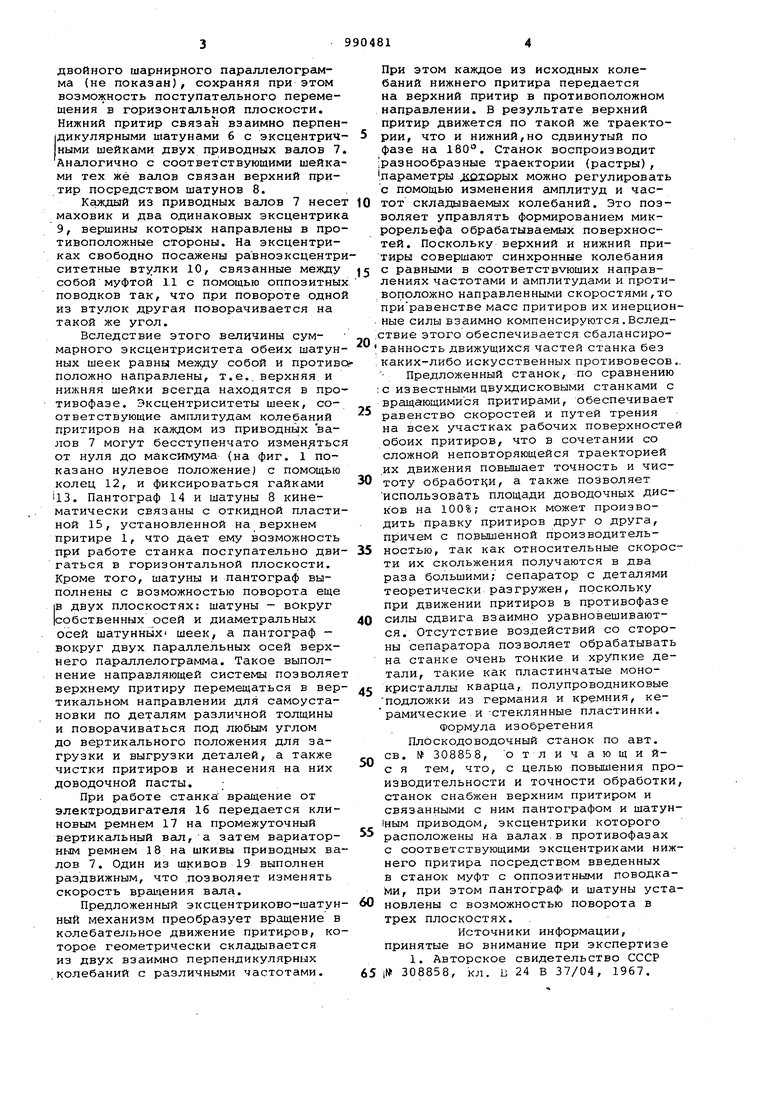
На фиг. 1 изображен предложенный станок в разрезе; на фиг. 2 - разрез А-А на фиг. 1.
Верхний 1 и нижний 2 притиры образуют зону обработки, в которой равномерно расположены детали, заключен20ные в установленном на трех неподвижных опорах сепараторе 3. Рабочее давление на детали создается весом . верхнего притира и может быть увеличено за счет дополнительного нажимно25го устройства.
Нижний притир опирается на три самоустанавливающиеся шариковые опоры 4 и равномерно прижимается к ним усилием центральной пружины 5. От
30 .поворота он удерживается механизмом
двойного шарнирного параллелограмма (не показан), сохраняя при этом возможность поступательного перемещения в горизонтальной плоскости. Нижний притир связан взаимно перпендикулярными шатунами 6 с эксцентричными шейками двух приводных валов 7. Аналогично с соответствующими шейками тех же валов связан верхний притир посредством шатунов 8.
Каждый из приводных валов 7 несет маховик и два одинаковых эксцентрика 9, вершины которых направлены в противоположные стороны. На эксцентриках свободно посс1жены равноэксцентриситетные втулки 10, связанные между собой муфтой 11 с помощью оппозитных поводков так, что при повороте одной из втулок другая поворачивается на такой же угол.
Вследствие этого величины суммарного эксцентриситета обеих шатунных шеек равны мевду собой и противс положно направлены, т.е.. верхняя и нижняя шейки всегда находятся в противофаэе. Эксцентриситеты шеек, соответствующие амплитудам колебаний притиров на каждом из приводных валов 7 могут бесступенчато измен;5ться от нуля до максимума (на фиг. 1 показано нулевое положение) с помощью колец 12, и фиксироваться гайками 113. Пантограф 14 и шатуны 8 кинематически связаны с откидной пластиной 15, установленной на верхнем притире 1, что дает ему возможность при работе станка поступательно двигаться в горизонтальной плоскости. Кроме того, шатуны и пантограф выполнены с возможностью поворота еще IB двух плоскостях: шатуны - вокруг собственных осей и диаметральных осей шатунных шеек, а пантограф вокруг двух параллельных осей верхнего параллелограмма. Такое выполнение направляющей системы позволяет верхнему притиру перемещаться в вертикальном направлении для самоустановки по деталям различной толщины и поворачиваться под любым углом до вертикального положения для загрузки и выгрузки деталей, а также чистки притиров и нанесения на них доводочной пасты.
При работе станка вращение от электродвигателя 16 передается клиновым ремнем 17 на промежуточный вертикальный ваш, а затем вариаторным ремнем 18 на шкивы приводных валов 7. Один из шкивов 19 выполнен раздвижным, что позволяет изменять скорость вращения вала.
Предложенный эксцентриково-шатунный механизм преобразует вращение в колебательное движение притиров, которое геометрически складывается из двух взаимно перпендикулярных колебаний с различными частотами.
При этом каждое из исходных колебаний нижнего притира передается на верхний притир в противоположном направлении. В результате верхний притир движется по такой же траектории, что и нижний,но сдвинутый по фазе на 180°. Станок воспроизводит :разнообразные траектории (растры), параметры дсторых можно регулировать с помощью изменения амплитуд и час0 тот складываемых колебаний. Это позволяет управлять формированием микрорельефа обрабатываемых поверхностей. Поскольку верхний и нижний притиры совершают синхронные колебания
5 с равными в соответствующих направлениях частотами и амплитудами и противоположно направленными скоростями,то приравенстве масс притиров их инерцион. ные силы взаимно компенсируются.Вслед .ствие этого обеспечивается сбалансиро ванность движущихся частей станка без . каких-либо искусственных противовесов,.
Предложенный станок, по сравнению :с известными двухдисковыми станками с вращающимися притирами, обеспечивает
равенство скоростей и путей трения
на всех участках рабочих поверхностей обоих притиров, что в сочетании со СЛОЖНОЙ неповторяющейся траекторией их движения повышает точность и чис0 тоту обработ1 и, а также позволяет использовать площади доводочных дисков на 100%; станок может производить правку притиров друг о друга, причем с повышенной производитель5 ностью, так как относительные скорости их скольжения получаются в два раза большими; сепаратор с деталями теоретически разгружен, поскольку при движении притиров в противофазе
0 силы сдвига взаимно уравновешиваются. Отсутствие воздействий со стороны сепаратора позволяет обрабатывать на станке очень тонкие и хрупкие детали, такие как пластинчатые моно5 кристаллы кварца, полупроводниковые подложки из германия и кремния, керамические и -стеклянные пластинки.
формула изобретения Плоскодоводочный станок по авт. св. № 308858, о т л и ч а ю щ и йс я тем, что, с целью повышения производительности и точности обработки, станок снабжен верхним притиром и связанными с ним пантографом и шатун1ным приводом, эксцентрики которого
расположены на валах.в противофазах с соответствующими эксцентриками нижнего притира посредством введенных в станок муфт с оппозитными поводкаМи, при этом пантограф, и шатуны уста0 новлены с возможностью поворота в трех плоскостях.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
5 i№ 308858, кл. В 24 В 37/04, 1967.
Ю 1i , /5
Фиг. А А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней доводки деталей | 1990 |
|
SU1756123A1 |
| Плоскодоводочный станок | 1982 |
|
SU1139617A1 |
| Плоскодоводочный станок | 1971 |
|
SU499099A2 |
| Станок для доводки плоскостей | 1989 |
|
SU1685693A1 |
| Устройство для доводки плоских поверхностей | 1972 |
|
SU512042A1 |
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
| ПЛОСКОДОВОДОЧНЫЙ СТАНОК | 1971 |
|
SU308858A1 |
| Плоскодоводочный станок | 1979 |
|
SU837805A1 |
| Плоскодоводочный станок | 1984 |
|
SU1230806A1 |
| Устройство для плоскопараллельной доводки деталей | 1984 |
|
SU1252142A1 |

П
