(54) ПРИВОД ПРЕССА ДЛЯ ЧИСТОВОЙ ВЫРУБКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Гидропривод пресса для чистовой вырубки деталей | 1985 |
|
SU1238977A1 |
| ПРЕСС ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 1973 |
|
SU406767A1 |
| Листоштамповочный пресс | 1980 |
|
SU927564A1 |
| Система управления гидравлическим прессом | 1974 |
|
SU536070A1 |
| Гидравлическое нагружающее устройство для испытания прессов | 1976 |
|
SU664076A1 |
| Многопозиционное устройство для дистанционного управления гидравлическим прессом | 1981 |
|
SU1002172A2 |
| СИСТЕМА УПРАВЛЕНИЯ ПРЕССОМ ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 1979 |
|
SU825338A1 |
| Гидравлическое буферное устройство | 1974 |
|
SU473615A1 |
| Штамп для чистовой вырубки-пробивки | 1978 |
|
SU764792A1 |
| Механический пресс для чистовой вырубки | 1980 |
|
SU899372A1 |
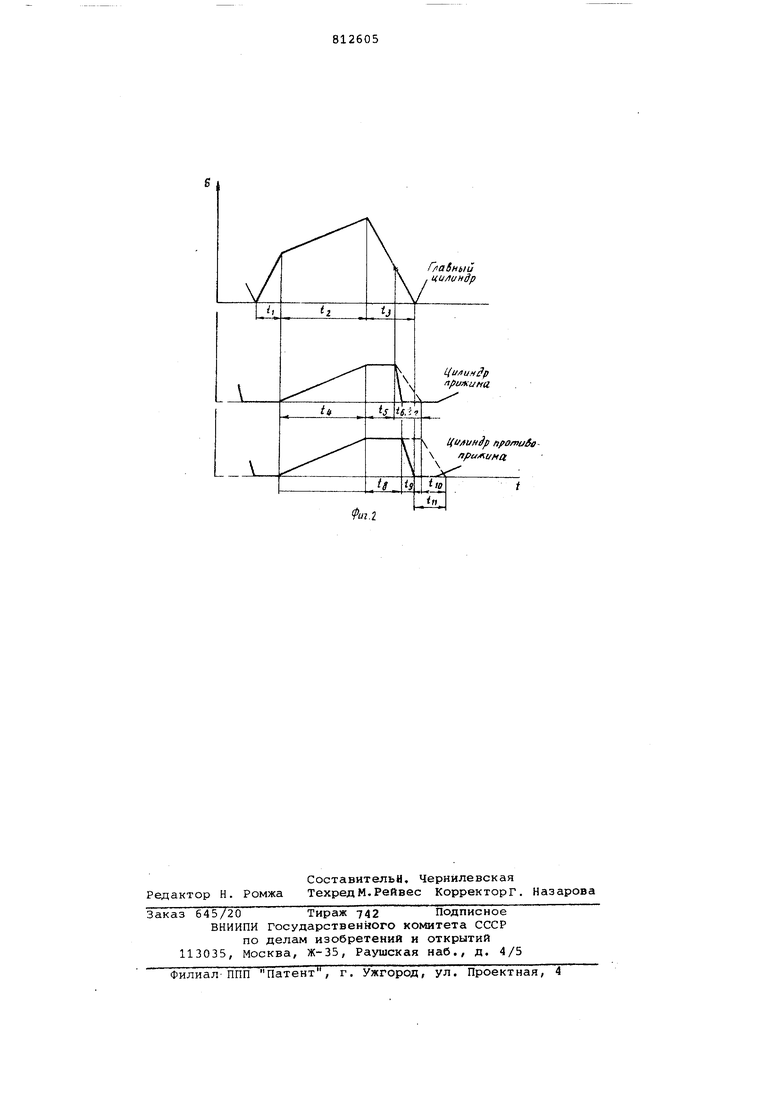
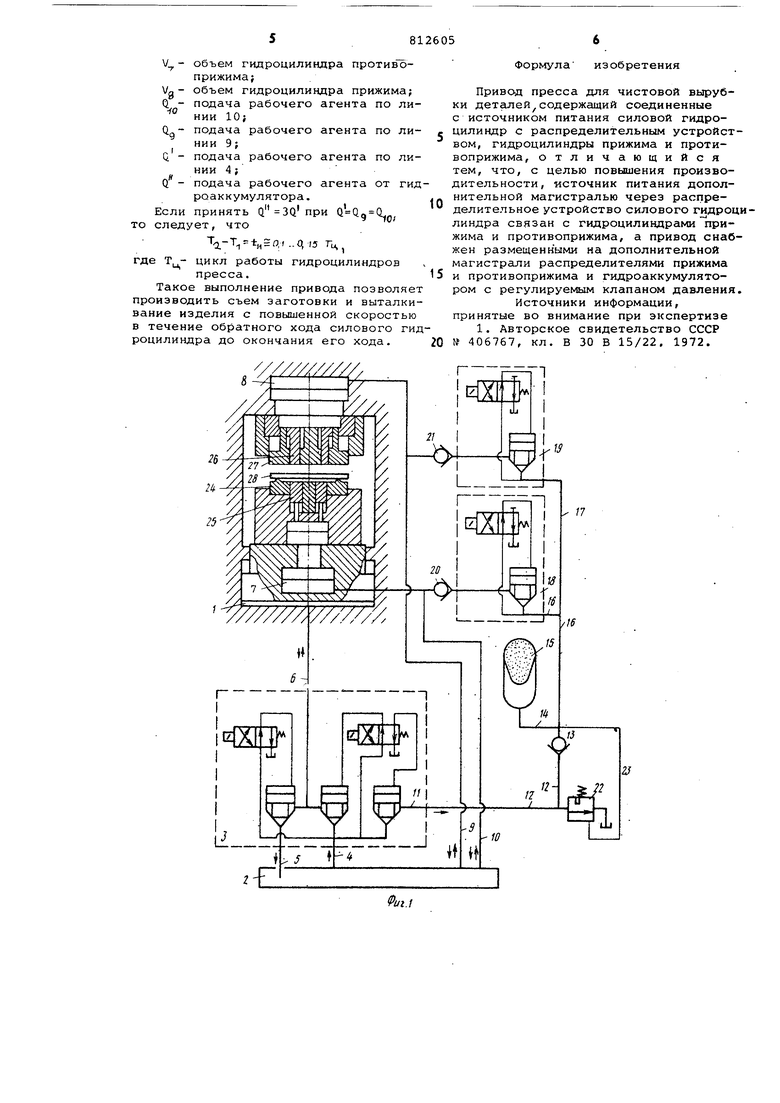
Изобретение относится к обработке металлов давлением, конкретно к приводам гидравлических прессов для чистовой вырубки. Наиболее близким по технической сущности к предлагаемому является при вод пресса для чистовой вырубки, содержащий гидроцилиидр привода пуансона, соединенный со вторым насосом, и гидроцилиидр противоприжима, соединенный с тем же насосом 1 . Недостатком указанного пресса является малое быстродействие гидроцилиндров прижима и противоприжима, вследствие чего за время обратного х да ползуна главного гидроцнлиидра не успевает произойти съем заготовки и выталкивание готовой деташи и ползун находится в крайнем нерабочем положенин до тех пор, пока не произойдут названные операции. Увеличение скорости выталкивания может быть достиг нуто путем применения насосов высокой производительности, что вызывает повышенный расхсщ электроэнергии и ограничивает пронзводительность прес са. Цель изобретения - повьаиение производительности, Указанная цель достигается тем, что источник питания дополнительной магистралью через распределительное устройство силового гидроциликдра связан с гидроцилиндрами прижима и противоприжима, причем в этой дополнительной магистрали размещены распределители прижима и противоприжима и гидроаккумулятор с регулируеьадм клапаном давления. На фиг. 1 изображ а схема предложенного привода на фиг. 2 - графики работы главного гидррцилиндра и гидроцилиндров прижима и противоприжима . Привод пресса содержит силовой гидроцилиндр 1, соединенный с источником 2 питания через распределительное устройство 3, управляющее движениями силового гидроцилиндра, линиями 4-6. Гидроцилиндры противоприжима 7 и прижима 8 соединены с источником питания линиями 9 и 10. Магистраль 11 распределительного устройства 3 линией 12 через обратный клапан 13 соединена с подводом 14 гидроаккумулятора 15 и соединена также линией 12 через обратный клапан 13 с линиями 16 и 17 подвода рабочего агента к распределнтельным устройствам 18 и 19. Распределительное устройство 18 соединено через обра ный клайан 20 с гидроцилиндром прот воприжима 7, а распределительное устройство 19 соединено через обрат ный клапан 21 с гидроцилиндром прижима 8. Магистраль 11 линией 12 через клапан 22 давления, управлягацая полость которого соединена линией 23 с подводом 14 гидроаккумулятора 15, соединена также со сливом. Для работы привода пресса используется инструмент, содержащий матрицу 24, выталкиватель 25,,пуансон 26, прижи 27. Заготовка 28 устанавливается на матрицу 24. Привод пресса работает следующим образом. После пуска rt дропривода рабочий агент от источника питания 2 по линии 4 через распределительное устро ство 3 по линии б поступает в силовой гидроцилиндр 1, которог поднимает заготовку 28 до соприкосновения с прижимом 27. От источника 2 питания по линии 9 рабочий агент поступает в гидроцилиндр 8 и создае постоянное усилие прижима заготовки 28 в зоне вырубки. От источника 2 пи тания по линии 10 рабочий г1гент пос тупает в гидроцилиндр 7, пуансон 26 преодолевает сопротивление, создаваемое гидроцилиндром противоприжима 7 и во время дальнейшего под1:,ема плунжера силового гидроцилиндра 1 осуществляет вырубку детали из заготовки 28. По окончании вырубки про исходит переключение распределительного устройства 3 , рабочий агент кз силового гидроцилин15ра по линиям 6 и 5 сливаются в источник питания, плунжер силового гидроцилиндра 1 опускается вниз, а магистраль 11 сое диняется линией 12 через обратный клапан 13 с подводом 14 гидроаккумуляторс. 15. Происходит зарядка гидроаккумулятора. Клапаном 22 давления, управляющая полость которого соединена линией 23 с подводом 14 гидроаккумулятора, настраивается давление гидроаккумулятора 15. При достижении давления настройки рабочий агент по линии 23 открывает клапан 22 давлени и соединяет линию 12 со . В конце хода при опускании плунжера силового гидроцилиндра включаются ра пределительные устройства 18 и 19 и соединяют гидроцилиндры 8 и 7 по линиям 16 и 17 с гидроаккумулятором 15 и с напорной линией 4 через распределительное устройство 3, магистраль 11, линию 12 и обратный клапан 13. Маневровый объем рабочего агента гид роаккумулятора 15 поступает в гидроцилиндры 7 и 8. Заготовка 28 снимает ся с пуансона 26, а готовая деталь выталкивается противоприжимом-выталкивателем 25 из матрицы 24. Обратные клапаны 20 к 21 служат для запирания гидроаккумулятора 15 и его предохранения от перегрузки во время рабочего хода плунжера силового гидроцили1-Цлра 1. Обратный клапан 13 запирает гилроаккумулятор 15, предохраняя его от разрядки в момент открытия клапана 19 давления. В результате применения предлагаемого привода производительность прессов для чистовой вырубки увеличивается на 10-15% за счет уменьшения времени съема заготовки и выталкивания детали и совмещения названных операций с обратным ходом плунжера силового гидроцилиндра. На Фиг, 2 изображен цикл работы гидроцилиндров пресса в зависимости S f (t) , где S путь пройденный рабочими органами прессаj время работы; время подъема заготовки до соприкосновения с прижимом; время вырубки; С время опускания плунжера силового гидроцилиндра; I время работы цилиндров прижима и противоприжима; время останова до съема заготонки;время съема заготовки с роаккумулятором; t-,- дополнительное время на съем заготовки без гидроаккумулятора;время останова до выталкивания летали; время выталкивания детали дополнительное время на выталкивание детали без гидроаккумулятора;суммарное дополнительное время при работе без гидроаккумулятора. При работе без подсоединения напорной линии 4 через магистраль 11 распределительного устройства 3 к линиям 9 и 10, по которым подводится рабочий агент к гьдроцилиндрам протиБоприжима 7 и прижима 8, с использованием гидроаккумулятора 15 для повышения скорости выталкивания детали и съема заготовки, время полного цикла работы гидроцилиндров пресса увеличивается на величину t Время срабатывания гидроцилиндров прижима и противоприжима определяют . по формулам iVV ToQ; Q7 де Т - время выталкивания детали и съема заготовки с гидроаккумулятором; время выталкивания детали и съема заготовки без гидроаккумулятора; объем гидроцилиндра противоприжима;Vg- объем гидроцилиндра прижима; Q - подача рабочего агента по ли° НИИ 10; Q - подача рабочего агента по линии 9; Q- подача рабочего агента по линии 4 ; Q - подача рабочего агента от гид роаккумулятора. Если принять (1при Q Qg Q(j; то следует, что -t).-A 15 ги,, где цикл работы гидроцилиндров пресса. Такое выполнение привода позволяе производить съем заготовки и выталки вание изделия с повышенной скоростью в течение обратного хода силового ги роцилиндра до окончания его хода.
77 Формула изобретения Привод пресса для чистовой вырубки деталей содержащий соединенные с источником питания силовой гидроцилиндр с распределительным устройством, гидроцилиндры прижима и противоприжима, отличающийся тем, что, с целью повышения производительности, источник питания дополнительной магистралью через распределительное устройство силового гидроцилиндра связан с гидроцилиндрами прижима и противоприжима, а привод снабжен размещенными на дополнительной магистрали распределителями прижима и противоприжима и гидроаккумулятором с регулируемым клапаном давления. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР ЬР 406767, кл. В 30 В 15/22, 1972.
Г/ аВный цилиндр
Цилиндр ftfo/niffa
