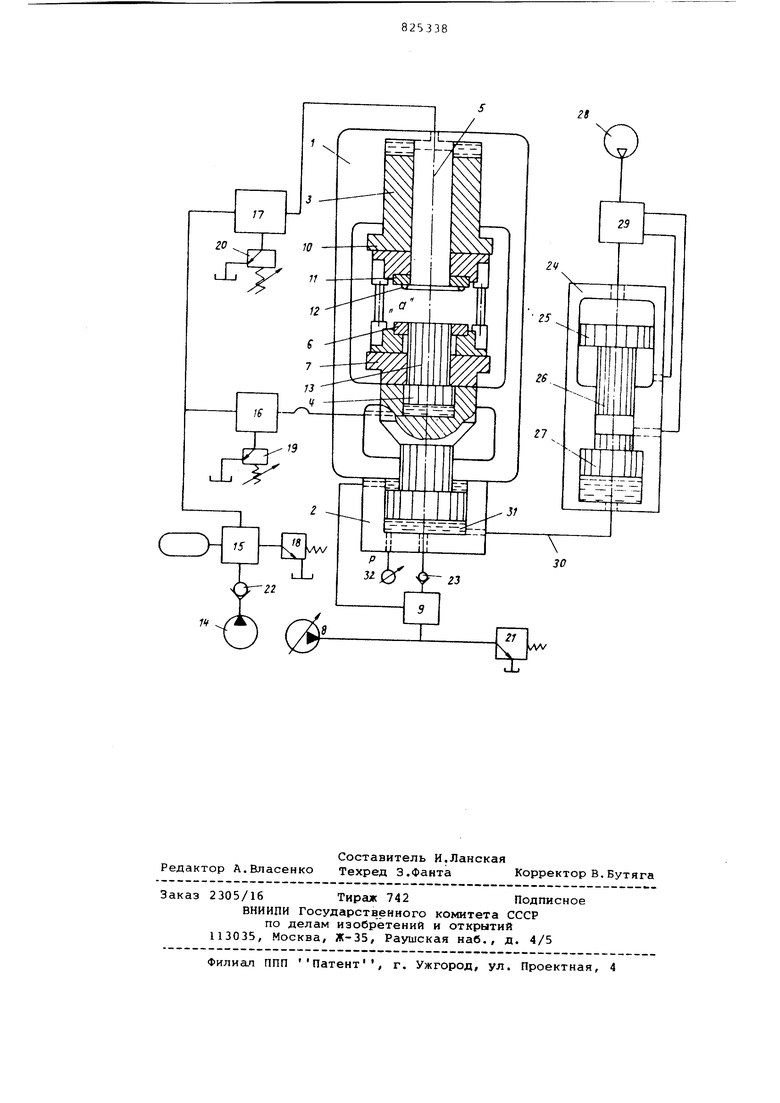
изобретение относится к обработке метсшлов давлением, а именно к системам управления прессами для чистовой вырубки. Известна система управления прес сом для чистовой вы эубки, содержащая размещенные на станине и связанные с помощью магистрсшей с пневмонасосом гидравлические цилиндры привода рабо чего инструмента, противодавления и прижима, а также соединенный с цилиндром привода рабочего инструмента блок управления 1. Недостаток пресса заключается в пониженной стойкости вырубного пуансона и невысоком качестве поверхности среза деталей из-за невозможности получения повышенной (до 10, 12 м/сек) скорости деформирования на заключительной стадии вырубки. Цель изобретения - повышение стой кости инструмента, повышение качеств деталей за счет улучшения качества поверхности реза деталей путем повышения скорЪсти деформирования на зак лючительной стадии вырубки. Указанная цель достигается тем, что система управления прессом для чистовой вырубки, содержащая размешенные на станине и связанные с помощью магистралей с пневмонасосом гидравлические цилиндры привода рабочего инструмента, противодавления и прижима, а также соединенный с цилиндром привода рабочего инструмента блок управления, снабжена пневмоцилиндром ударного действия, размещенным на участке магистрали , соединяющем рабочую полость цилиндра привода с пневмонасосом, а блок управления снабжен реле давления, связанным .с упомянутой полостью 1 цилиндра привода. На чертеже представлен пресс с системой управления, общий вид. Пресс для чистовой вырубки содержит станину 1, на которой установлены гидроцилиндры 2, 3 и 4 - привода рабочего инструмента, прижима и противодавления . Пресс имеет неподвижный вырубный пуансон 5, при этом вырубка осуществляется движением матрицы 6. установленной на плунжере 7 гидроцилиндра 2 привода рабочего Инструмента. Этот гидроцилиндр пита ется от насоса 8 высокого давления, а для управления его работой предусмотрен управляющий С5ЛОК 9. Гидроцилиндр 3 прижима содержит плунжер 10, на котором закреплено прижимное кольцо 11, имеющее клиновидный выступ 12. Пуансон 13 гидроцилиндра противодавления встроен в плунжер 7 и, кроме своей основной функции, исполь зуется, как выталкиватель. Подвод рабочей жидкости в цилиндр 3 прижима и цилиндр 4 противодавления осуществ ляется от насоса 14 низкого давления с помощью управляющий: блоков 15-17. В гидравлической схеме предусмотр ны необходимые предохранительные (18 21 и обратные 22, 23) клапаны. Система снабжена пневмогидроцилиндром 24 ударного действия, содержащим рабочий поршень 25 с плунжером 26 и вспомогательный плунжер 27. Раб чий поршень 25 приводится в движение воздухом, поступающим от пневмонасоса 28 через управляющий блок 29. Пневмогидроцилиндр 24 соединен ма гистралью 30 с рабочей полостью 31 гидроцилиндра 2 привода рабочего инструмента. Реле давления 32 предназначено дл включения пневмогидроцилиндра 24 и срабатывает при давлении в гидроцилиндре 2 привода рабочего инструмент соотвесттвующим окончанию предварительной стадии вырубки (надсечки). Работа пресса осуществляется следующим образом . После подачи заготовки в межштам повое пространство и зажима ее между матрицей б и прижимным кольцом 11 начинается рабочий ход матрицы 6 с обычной скоростью (порядка 0,01 м/сек), производится предварительная стадия вырубки, надсечка на глубину до 5-8% от толщины вырубаемого материала. В момент окончания надсечки, которому соответствует вполне определенная величина давления в рабочей полости 31 гидроцилиндра 2, срабатывает реле давления 32 и включает Пневмогидроцилиндр 24 на рабочий ход.Под действием поступающего от пневмонасоса 28 сжатого В .)злуха поршень 25 с плунжером 26 разгоняется и ударяет по вспомогательпому плунжеру 27. При этом накопленная поршнем 25 кинетическая энергия переходит в энергию гидравлического импульса, который по магистрали 30 достигает рабочей полости 31 гилр цилиндра 2 и сообщает плунжеру 7 с матрицей 6 повышенную (до 12 м/с-ек) скорость деформирования для осуществления заключительной стадии вглрубки . Гидронасос 8 на этой стадии Bfjрубки предохраняется от пов1Л 1ония давления в рабочей полости 31 гидро цилиндра 2 обратным клапанп ; 23. Формула изобретения Система управления прессом /для чистовой вы.рубки, содержащая размещенные на станине и связанные с помощью магистралей с пневмонасосом гидравлические цилиндры привода рабочего инструмента, противодавления и прижима, а также соединенный с цилиндром привода рабочего инструмента блок управления, отличающаяся тем, что, с целью повышения стойкости инструмента, повышения качества деталей за счет улучшения качества поверхности реза деталей путем повышения скорости деформирования на заключительной стадии вырубки, она снабжена пневмоцилиндром ударного действия, размещенным на участке магистрали,соединяющем рабочую полость цилиндра привода рабочего инструмента с пневмонасосом, а блок управления снабжен реле давления, связанным с упомянутой полостью цилиндра привода. Источники информации, принятые во внимание при экспертизе 1. Hydraulische Feinschneidautomaten, TYPFSA 400/650, Каталог фирмы ESSA (Шве йцария) , Ma: chinenfabrik ag 2.555 Brugg/Biel Schv/oiz, c. 5.
О
| название | год | авторы | номер документа |
|---|---|---|---|
| Листоштамповочный пресс | 1980 |
|
SU927564A1 |
| Механический пресс для чистовой вырубки | 1980 |
|
SU899372A1 |
| ПРЕСС | 2002 |
|
RU2246405C2 |
| ПРЕСС ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 1973 |
|
SU406767A1 |
| Привод пресса для чистовойВыРубКи | 1979 |
|
SU812605A1 |
| Механогидравлический пресс | 1979 |
|
SU846310A1 |
| Гидравлический пресс двойного действия | 1983 |
|
SU1155464A1 |
| Гидравлический пресс для чистовой вырубки | 1983 |
|
SU1255040A3 |
| Гидравлический пресс | 1984 |
|
SU1220806A1 |
| Пресс для чистовой вырубки | 1973 |
|
SU457619A1 |