(54) УСТРОЙСТВО ДЛЯ ОПРОКИдаВАНИЯ ЛИТЕЙНЫХ
ФОРМ
для взаимодействия с копирами,причем звездочки выполнены с отверстиями под пальцевые фиксаторы.
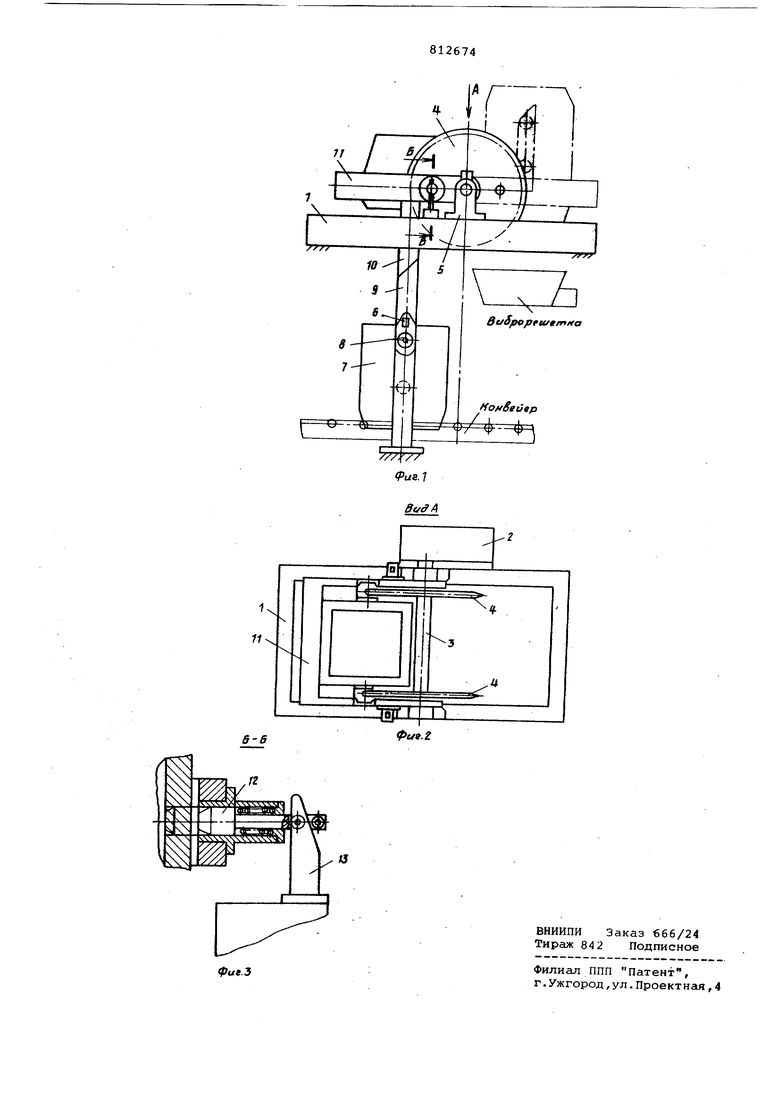
На фиг. 1 изображено устройство в плоскости движения конвейера; V на фиг. 2 - вид по стрелке А на фиг.1; на фиг. 3 - разрез В-Б на
-ФИГ.1.
На общей раме 1 установлен привод 2, соединенный зубчатой передачей с приводным валом 3 и установленными жестко на нем звёздочками 4. Приводный вал установлен в подаинпниковых опорах 5 на раме. На звездочках закреплены втулочно-роликовые цепи 6, удерживают кассету 7 арочного типа. Кассета своими роликами 8 входит в вертикальные направлякяцие, которые выполнены из двух частей,нижней части 9, закрепленной на раме, и верхней части 10, закрепленной на поворотной траверсе 11 с воронкой Обе части направляющих для плотного сочленения имеют косые срезы; подпружиненные пальцевые фиксаторы 12 установлены на поворотной траверсе симмет рично с двух сторон, а копиры 13 включения фиксаторов установлены на неподвижной раме таким дбразом, что в исходном положении оттягивают фиксаторы из отверстий в звездочках. В исходном положении кассета опущена на конвейер.
Устройство работает следующим образом.
Разъемные направляющие при подъеме литейной формы в кассете 7 соединены прочно косыми срезами,а при подходе кассеты до упора с воронкой траверсы 11 последняя поворачивается, причем верхняя часть направляющих 10,поворачиваясь вместе с траверсой,отсоединяется косым срезом по линии разъема от нижней части направляющих 9, остающейся неподвижной. Такое конструктивное выполнение направляющих позволяет производить опрокидывание литейной формы выше уровня транспортирования. При повороте траверсы пальцевые фиксаторы 12 сходят с копиров 13 и жестко соединяют траверсу со звездочками 4. Траверса с Воронкой и соединенная с ней кассета с опорой поворачиваются на угол 180°. Таким образом, в одном устройстве происходит совмещение операций подъема и опрокидаавгшия с безостановочным переходе от первой операции ко второй.
Формула изобретения
Устройство для опрокидывания литейных форм, перемещаемых конвейером, содержащее раму с установленным на ней приводом, соединенным с валом, на котором установлены звездочки / поворотную траверсу с воронкой и кассету, отличающееся тем, что, с целью совмещения операций подъема и опрокидывания
5 литейной формы при ее передаче выше уровня транспортирования, оно снабжено вертикальными разъемными направляющими для перемещения литейной , в кассете, нижняя часть которых закреплена на раме, а верхняя на поворотной траверсе, при этом рама имеет симметрично расположенные с двух сторон копиры, а поворотная траверса - симметрично установленные пальцевые фиксаторы для взаимодействия с копирами, причем звездочки выполнены с отверстиями под пальцевые фиксаторы.
Источники информации, принятые во внимание при экспертизе
0 1.; Авторское свидетельство СССР I 128790, кл. В 65 G 47/40,15.09.59.
2. Авторское свидетельство СССР № 132562, кл. В 65 G 47/40,17.12.59.
mtfa
MoffSeU9p
V4-4
Фи. 1 Buff А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для синхронной заливки форм на литейных конвейерах | 1982 |
|
SU1071362A1 |
| Продольный конвейер | 1988 |
|
SU1532472A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1991 |
|
RU2034707C1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛУПРОВОДНИКОВЫХ | 1973 |
|
SU379940A1 |
| Установка для подготовки корпусов боеприпасов к снаряжению | 1970 |
|
SU1841253A1 |
| СПОСОБ ПРИЕМКИ, ОЧИСТКИ ЗЕРНОВОГО ВОРОХА С ПОЛЯ, СКЛАДИРОВАНИЯ ЗЕРНА И КОМПЛЕКС ОЧИСТКИ И СКЛАДИРОВАНИЯ | 2012 |
|
RU2500489C2 |
В-б
гг
/
I Ц.ДДЛ1К Ч.УчУчЧ«ч
Фив.г
