Изобретение относится к установке для герметизации полупроводниковых приборов, преимущественно интегральных твердых схем, собранных на отрезках металлической ленты, в корпусы из термореактивной пластмассы методом литьевого прессования.
Известна установка для этих целей включает прессформы, выполненные в виде двух блоков смыкания, один из которых имеет материальную камеру и прессующий плунжер, и выносную кассету в каждой прессформе с выполненными в ней формообразующими корпусы микросхем полостями и литниковой системой, а также .пресс с гидроцилиндрами прессования и смыкания блоков. Блоки смыкания установлены на поворотном столе. Кассеты загружают в блоки при помощи ротора загрузки. Ротор загрузки имеет пазы, в которых размещены стянутые пружин1ами две пары рычагов захвата кассет. Поворот ротора загрузки для смены кассеты осуществляется от мальтийского механизма привода стола через промежуточный мальтийский механизм, разведение рычагов - от второго промежуточного мальтийского механизма.
Загрузка, выгрузка кассеты и прессование производятся в данной установке на одной рабочей позиции прессформ, выдержка при требуемой температуре для полимеризации - на всех остальных позициях. Раскрытие кассеты
после герметизации, выгрузка отрезка с загерметизированными микросхемами, выбивание литника, чистка кассеты, загрузка нового отрезка, контроль и другие выполняемые в кассете и над кассетой технологические операции после прессования и полимеризации могут осуществляться на одной позиции ротора загрузки или «на стороне.
Однако известная установка имеет весьма сложную конструкцию ротора загрузки, время цикла которого последовательно входит в цикл установки, что уменьшает ее производительность; кроме того, выполнение технологических операций ,в кассете и над кассетой на одной позиции ротора загрузки или «на стороне не рационально, так как требует увеличения производственных площадей участка герметизации и дополнительных транспортных устройств.
Цель изобретения - расширение технологических возможностей установки.
Цель достигается тем, что .предлагаемая установка для герметизации выполнена в виде замкнутой цепи кассет, выполняющей функции конвейера, и замкнутой цепи блоков смыкания одинакового с цепью кассет шага. Кассеты установлены на основаниях, шарнирно связанных между собой. Блоки смыкания размещены на тележках, которые связаны между собой щарнирио. При этом число звеньев цепи кассет больше числа звеньев цепи блоков смыкания не менее, чем на количество технологических операций, выполняемых в кассетах после прессования и полимеризации. Цепи кассет и блоков смыкания размещены так, что они имеют участок совместного движения, На котором каждая кассета совмещена с соответствующим верхним и нижним блоками смыкания.
Дополнительно для увеличения точности совмещение каждой кассеты с соответствующими блоками осуществляется зацеплением нижнего блока с роликами цепи кассет. При этом нижний блок смыкания имеет скосы по форме зуба звездочки, и цепь блоков смыкания обеспечивает привод цепи кассет.
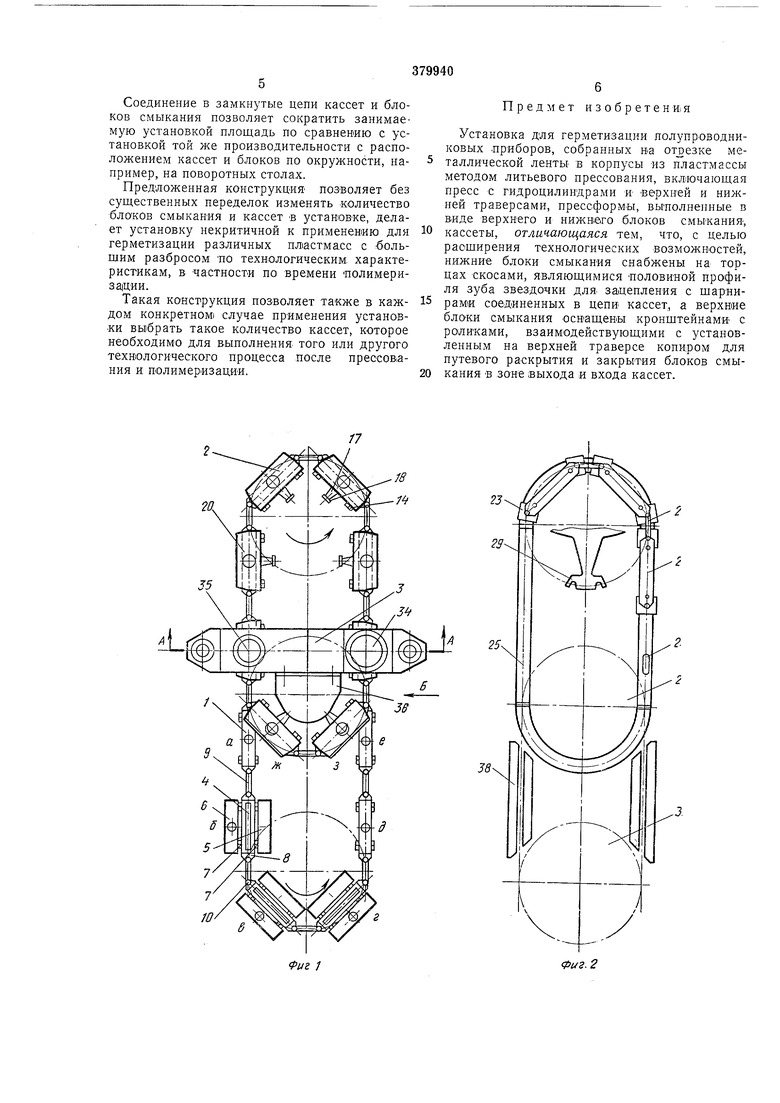
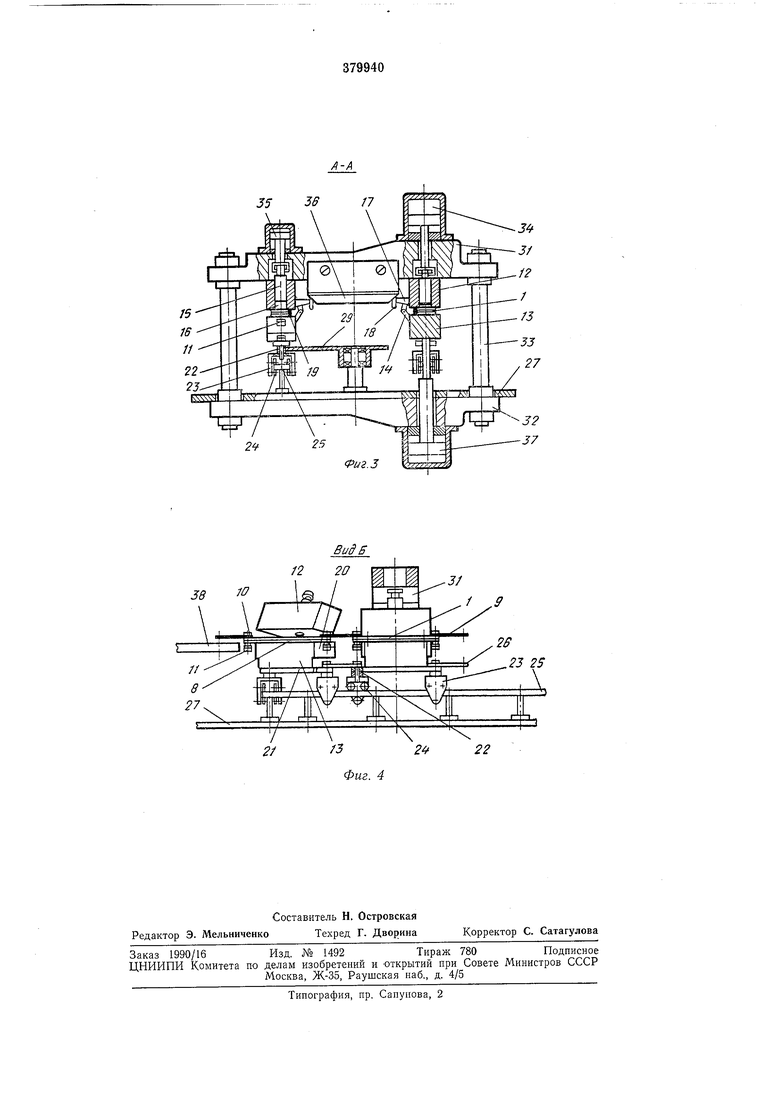
На фиг. 1 показана в плане вся установка; на фиг. 2 отдельно показаны тележки, в плане; на фиг. 6 - разрез по л-А на фиг. 1; на фиг. 4 - вид по стрелке Ь на фиг. 1.
остановка содержит цень выносных кассет , цепь блоков 2 смыкания и пресс д. Каждая кассета 1 состоит из пары обкладок 4 со сквозными формообразующими полостями, литниковой оокладки 6 и крышки 6 с отверстием для фиксации таблетки прессматериала. Оокладки 4 и 5 и крышка 6 связаны между соОой шарнирными петлями 7. К ассеты 2 установлены (способ крепления не показан) на основаниях К, которые связаны между собой тягами У при помощи шарниров W (см. фиг. 3 и 4). Соосно шарнирам W на каждом основании tf установлены ролики //.
Каждый блок 2 смыкания состоит из верхнего /2 и нижнего 1И блоков, связанных между, собой шарнирными петлями 14. ьерхн-ий олок. смыкания (см. фиг. 3 и 4) оснащен прессующим плунжером Л), материальной камерой 1о и кронштейном 17 с роликом Й. конце (см. фиг. i). Нижний блок смыкания оснащен упорами 19 и имеет скосы (J, выполненные в форме зуба звездочки. Скосы 20 взаимодействуют с роликами 11 при фиксации кассет 1 по щагу относительно нижних блоков смыкания.
Каждый блок смыкания закреплен (способ крепления не показан) на тележках 21.
Каждая тележка 21 оснащена двумя роликами 22 (см. :фиг. 3 и 4), СООСНО которым размещены две каретки 23 с возможностью вращения на своих осях. Каретки 23 имеют колеса 24. Тележки 21 установлены на замкнутом монорельсе 25 и соединены между собой шарнирными тягами 26. Монорельс 25 установлен на плите 27 и имеет отверстие 28 (см. фиг. 2). Цепь блоков смыкания охватывает две одинаковые звездочки 29 (на фиг. 1 и 2 условно показаны только их начальные диаметры, на фиг. 2 показан профиль зубьев звездочек 29).
Цепь кассет 1 охватывает звездочку 30 и упоры 19 в нижних блоках 13. При этом каждая кассета /, находящаяся в блоке смыкания, охватывает своими роликами 11 скосы 20 нижнего блока 13.
Пресс 3 состоит из верхней и нижней траверс 31 и 32 соответственно, связанных колонками 33.
На верхней траверсе 31 расположены цилиндр 34 прессования, цилиндр 35 раскрытия
блоков 2 смыкания и копир ЗЬ для удержания
блоков смыкания в раскрытом положении в
зоне входа и выхода кассет 1.
На нижней траверсе 32 расположен цилиндр 37 смыкания блоков смыкания, шток которого проходит в зазор между колесами кареток 23 и смыкает блоки 2 через отверстие 28 в монорельсе 25. Звездочки 29 взаимодействуют с роликами 22 тележек 21, а звездочка Зи - с роликами 11 кассет 1.
Шаг звездочки 30 равен шагу звездочки 29 и все три звездочки имеют один начальный диаметр. Кассеты, находящиеся между звездочкой 30 и блоками смыкания, удерживаются от провисания при помощи направляющих 3d (см. фиг. 2), которые установлены на плите .
При вращении одной ,из звездочек 29 от
привода с мальтийским механизмом (не показан) приводится в движение цепь блоков смыкания, а вместе с ней и цепь кассет /. При высоте блоков смыкания и кассет производятся смыкание (закрытие) блоков смыкания одной позиции цилиндром 37 смыкания, шток которого прижимает его к верхней траверсе 31 пресса 3, и затем прессование цилиндром 34. Одновременно с прессованием производится раскрытие блока смыкания на другой позиции
цилиндром 35.
На позициях а, б, в, г, д цепи кассет, являющейся одновременно конвейером, производятся технологические операции в кассетах /. раскрытие кассеты; выгрузка отрезка с загерметизированными микросхемами из обкладок 4; выбивание литника из литниковой обкладки 5 и крышки 6; чистка обкладок 4, 5, крышки 6 и основания 8; загрузка нового отрезка между парой обкладок 4; закрывание обкладок 4, о, крышки 6 и другие, если это необходимо.
В зоне ж-3 входа и выхода кассет 1 в блоки смыкания последние удерживаются в раскрытом положении при помощи путевого неПОДВИЖ1Н01ГО копира 36, с которым взаимодействуют ролики 13 верхних блоков смыкания.
Раскрытые блоки смыкания в зоне подвергают профилактике (чистке, осмотру и т. п.)
без прекращения работы всей установки.
Такая конструкция установки для герметизации полупроводниковых приборов позволяет все технологические операции, выполняемые в ней, разнести в пространстве и совместить во
времени. Разнесение всех технологических операций в пространстве обеспечивает возможность их автоматизации в одной установке, а совмещение во времени сокращает производственный цикл или увеличивает производр
тельность установки.
Соединение в замкнутые цепи кассет и блоков смыкания позволяет сократить занимаемую установкой плопдадь по сравнению с установкой той же производительности с расположением кассет и блоков по окружности, например, на поворотных столах.
Предложенная конструкция позволяет без существенных переделок изменять количество блоков смыкания и кассет в установке, делает установку некритичной к применению для герметизации различных пластмасс с большим разбросом ПО технологическим, характеристикам, в частности по времени иолимеризащии.
Такая конструкция позволяет также в каждом конкретном случае применения установки выбрать такое количество кассет, которое необходимо для выполнения того или другого технологического процесса после прессования и полимеризации.
Предмет изобретен и, я
Установка для герметизации полупроводниковых .приборов, собранных отрезке металлической ленты в корпусы из пластмассы методом литьевого прессования, включающая пресс с гидроцилинярами и верхней и нижней траверсами, прессформы, выполнепные в виде верхнего и нижнего блоков смыкания, кассеты, отличающаяся тем, что, с целью расширения технологических возможностей, нижние блоки смыкания снабжены на торцах скосами, являющимися иолови-ной профиля зуба звездочки для. зацепления с щарнирами соединенных в цепи кассет, а верхние блоки смыкания оснащены кронщтейнами с роликами, взаимодействующими с установленным на верхней траверсе копиром для путевого раскрытия и закрытия блоков смыкания в зоне выхода и входа кассет.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛУПРОВОДНИКОВЫХПРИБОРОВ | 1971 |
|
SU306513A1 |
| Роторно-конвейерная машина для прессования изделий из термоактивных пластмасс | 1977 |
|
SU729067A1 |
| УСТРОЙСТВО ГЕРМЕТИЗАЦИИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ И МИКРОСХЕМ | 1991 |
|
RU2066898C1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Установка для непрерывного формования и вулканизации резиновых изделий | 1964 |
|
SU461842A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| Устройство для непрерывного производства изделий из полимерных материалов | 1976 |
|
SU680897A1 |
23
23
/3
/ .ff
2
22
