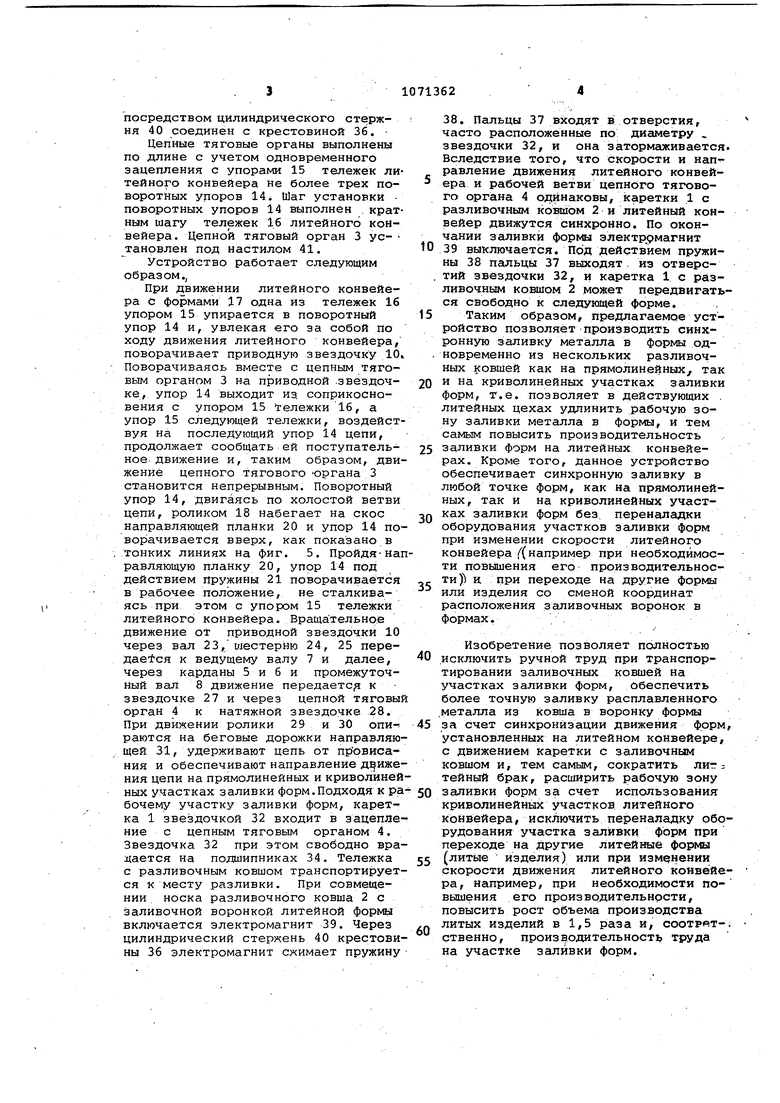
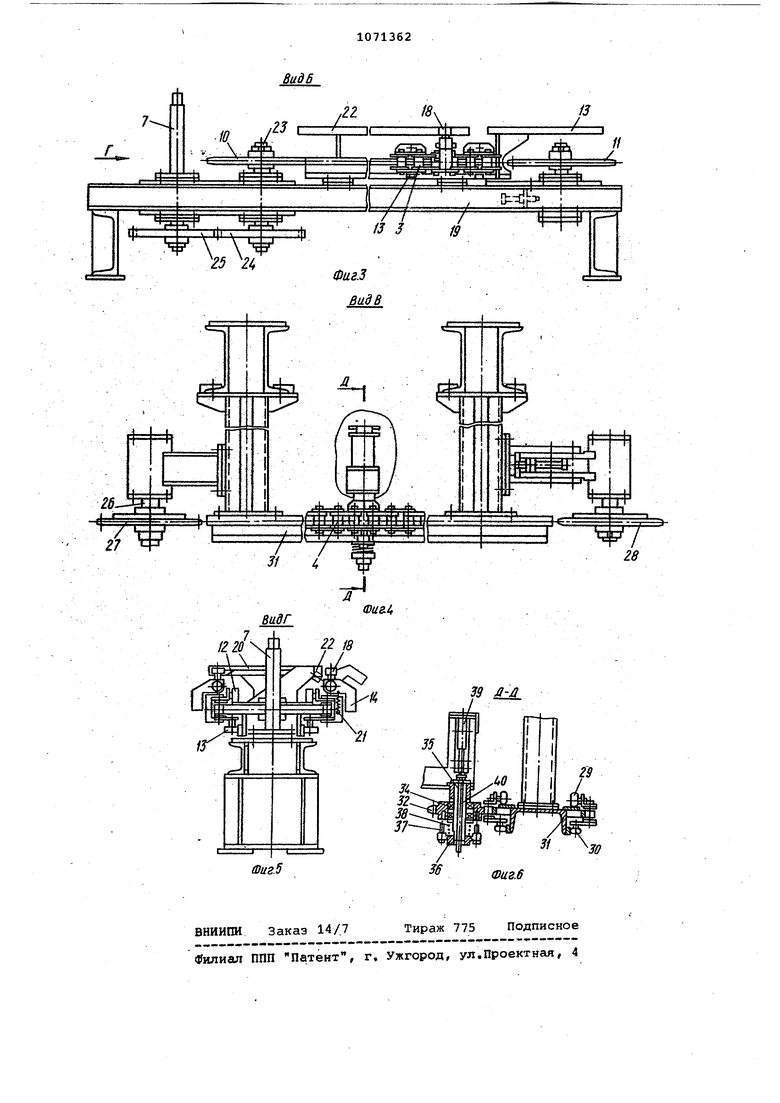
Изобретение относится к литейному производству, . Известна машина для синхронной разливки стали, содержащая раму, ра ливочное устройство, устройство дл центрирования ковша, механизм верти кального перемещения изложниц, меха низм горизонтального перемещения ма шины и датчики синхронизации скорости подъема металла и опускания изложниц Tj . Недостатком машины являются огра ниченные технологические возможности. Синхронизация движений заливае мого металла и изложниц происходит только в вертикальной плоскости. За ливка производится только в стационарном положении рамы с ковшом. Вследствие этих недостатков машина не может быть использована для заливки форм на подвижных литейных конвейерах. Наиболее близка к предлагаемой является поворотная заливочная установка, содержащая каретки с заливочными ковшами и средство переме.щения кареток, при этом каждая каретка оснащена муфтой сцепления, тормозным устройством и датчиком, определяющим присутствие литейной формы на конвейере и обеспечивающи синхронизацию перемещения каретки и литейной формы f2J . Недостатком поворотной заливочной установки является низкая производительность вследствие наличия только одной позиции заливки форм. Цель изобретения - повышение про изводительности. Поставленная цель достигается тем, что в устройстве для синхронно заливки форм на литейных конвейера включающем каретки с заливочными ковшами и средство перемещения каре ток, упоры, размещенные на тележках литейного конвейера, средство пере мещения кареток выполнено в виде го ризонтально замкнутых, установленных друг под другом и кинематически связанных между собой тяговых органов, при этом нижний тяговый орган оснащен упорами, взаимодействующими с упорами- тележек литейного конвейера, каждая каретка снабжена сто порным механизмом со звездочкой, хо дящей в зацепление с верхним тяговым органом. При этом, кинематическая связь тяговых органов выполнена в виде карданной передачи, а тяговые органы - в виде цепных передач. Кроме того, стопорный механизм выполнен в виде электромагнита, стержень которого связан с крестовиной, имеющей пальцы, взаимодействующие с отверстиями звездочки, : На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг.-4 - вид В на фиг. 1; на фиг. 5 - вид Г на фиг.З} на фиг. б - разрез Д-Д на фиг. 4. Устройство для синхронной заливки форм на литейных конвейерах содержит каретки 1 с заливочными ковшами 2 и средство перемещения кареток, выполненное в виде горизонтальнозамкнутых цепных тяговых органов 3 и 4 р расположенных друг над другом и кинематически связанных между собой посредством карданной передачи , содержащей карданы 5 и 6, ведущий вал 7, промежуточный вал 8 и ведомый вал 9. Тяговый орган 3 имеет приводную звездочку 10 и натяжную звездочку 11, опорные ролики 12 и 13, поворотные упоры 14, на которые воздействуют упоры 15 тележек 16 литейного конвейера с формами 17. На поворотных упорах 14 имеются ролики 18, а на раме 19 установлена направляющая планка 20, которая поворачивает поворотные упоры 14 и исключает их встречу на этом участке с упорами 15 тележек 16 литейного конвейера. Для возврата поворотного упора 14 в рабочее положение предусмотрена пружина 21. Для исключения произвольного поворота упоров 14 и выхода их из контакта с, упорами 15 на раме 19 установлена ограничительная планка 22. Приводная звездочка 10 установлена на одном валу 23 с шестерней 24, которая входит в зацепление с шестерней 25, установленной на ведущем валу 7. Вал 7 с помощью карданов 5 и б, промежуточного вала 8 и ведомо- го вала 9 соединен с валом 26, на котором установлена звездочка 27. Звездочка 27 связана со зв еэдочкой 28 с помощью горизонтально замкнуто-, го цепного, тягового органа 4. Для исключения провисания цепного тягового органа 4 и для обеспечения направления движения цепи на прямоли нейных и криволинейных участках заливки форм на тяговом органе 4 выполнены опорные ролики 29 и 30, которые обкатываются на направляющей 31.- . В зоне заливки форм цепной тяговый орган 4 находится в зацеплении со звездочкой 32 каретки 1 для транспортирования ковшей 2. Каретки 1 установлены на подвесном рельсовом пути 33.. Звездоч;ка 32 с подшипниками 34 установлена на втулку 35,на которую посажена крестовина 36 с пальцами 37. Под действием пружины 38 крестовина 36 находится в крайнем нижнем положении и пальцы крестовины выведены из отверстий звездочки 32. Для торможения звездочки имеется электромагнит 39, который
посредством цилиндрического стержня 40 соединен с крестовиной 36.
Цепные тяговые органы выполнены по длине с учетом одновременного зацепления с упорами 15 тележек литейного конвейера не более трех поворотных упоров 14i Шаг установки поворотных упоров 14 выполнен , кратным шагу тележек 16 литейного конвейера. Цепной тяговый орган 3 ус- тановлен под настилом 41.
Устройство работает следующим образом.,
При движении литейного конвейера с формами 17 одна из тележек 16 упором 15 упирается в поворотный упор 14 и, увлекая его за собой по ходу движения литейного конвейера/ поворачивает приводную звездочку ДО Поворачиваясь вместе с цепньгм тяговым органом 3 на приводной .звездочке, упор 14 выходит из соприкосновения с упором 15 тележки 16, а упор 15 следующей тележки, воздействуя на последующий упор 14 цепи, продолжает сообщать ей поступательное движение и, таким образом, движение цепного тягового -органа 3 становится непрерывным. Поворотный упор 14, двигаясь по холостой ветви цепи, роликом 18 набегает на скос направляющей планки 20 и упор 14 поворачивается вверх, как показано в тонких линиях на фиг. 5. Пройдя-направляющую планку 20, упор 14 под действием пружины 21 поворачивается в рабочее положение, не сталкиваясь npiH этом с упором 15 тележки литейного конвейера. Вращательное движение от приводной звездочки 10 через вал 23,шестерню 24, 25 передается к ведущему валу 7 и далее, через карданы 5 и 6 и промежуточный вал 8 движение передаете; к звездочке 27 и через цепной тяговый орган 4 к натяжной звездочке 28. При движении ролики 29 и 30 опираются на беговые дорожки направляющей 31, удерживают цепь от провисания и обеспечивают направление д ижения цепи на прямолинейньах и криволинейных участках заливки форм.Подходя к рабочему участку заливки форм, каретка 1 звездочкой 32 входит в зацепление с цепным тяговым органом 4. Звездочка 32 при этом свободно врацается на подшипниках 34. Тележка с разливочным ковшом транспортируется к месту разливки. При совмещении носка разливочного ковша 2 с заливочной воронкой литейной формы включается электромагнит 39. Через цилиндрический стержень 40 крестовины 36 электромагнит сжимает пружину
38. Пальцы 37 входят в отверстия, часто расположенные по диаметру звездочки 32, и она затормаживается. Вследствие того, что скорости и направление движения литейного конвей5 ера и рабочей ветви цепного тягового органа 4 од ;йнаковы, каретки 1 с разливочным ковшом 2 и литейный конвейер движутся синхронно. По окончании заливки формы электррмагнит
0 39 выключается. Под действием пружины 38 пальцы 37 вьЖодят . из отверс. тий звездочки 32, и каретка 1 с разливочнЕлм ковшом 2 может передвигаться свободно к следующей форме. .
5 Таким образом, предлагаемое устройотво позволяет производить синхронную заливку металла в формы од. новременно из нескольких разливочных ковшей как на прямолинейных, так
0 и на криволинейных участках заливки форм, т.е. позволяет в действующих . литейных цехах удлинить рабочую зону заливки металла в формы, и тем самым повысить производительность
5 заливки форм на литейных конвейерах. Кроме того, данное устройство обеспечивает синхронную заливку в любой точке форм, как на прямолинейных, так и на криволинейных участ0 ках заливки форм без. переналадки оборудования участков заливки форм при изменении скорости литейного конвейера/(например при необходимости повышения его производительнос ти) и при переходе на другие формы или изделия со сменой координат расположения заливочных воронок в Формах.
Изобретение позволяет полностью
0 исключить ручной труд при транспортировании заливочных ковшей на участках заливки форм, обеспечить более точную заливку расплавленного .металла из ковша в воронку формы
5 за счет синхронизации движения форм, установленных на литейном конвейере, с движением каретки с заливочным ковшом и, тем самым, сократить лиг; тейНЕлй брак, расширить рабочую зону
0 заливки форм за счет использования криволинейных участков, литейного конвейера, исключить переналадку оборудования участка залИвки форм при переходе на другие литейные формы
5 (литые изделия) или при изменении
скорости движения литейного конвёйе- ра, например, при необходимости повышения его производительности, повысить рост объема производства литых изделий в 1,5 раза и, соотрят-;
0
ственно, производительность труда на участке заливки форм.
В
17
IDUS.1
//
Ai4.
Фиг.1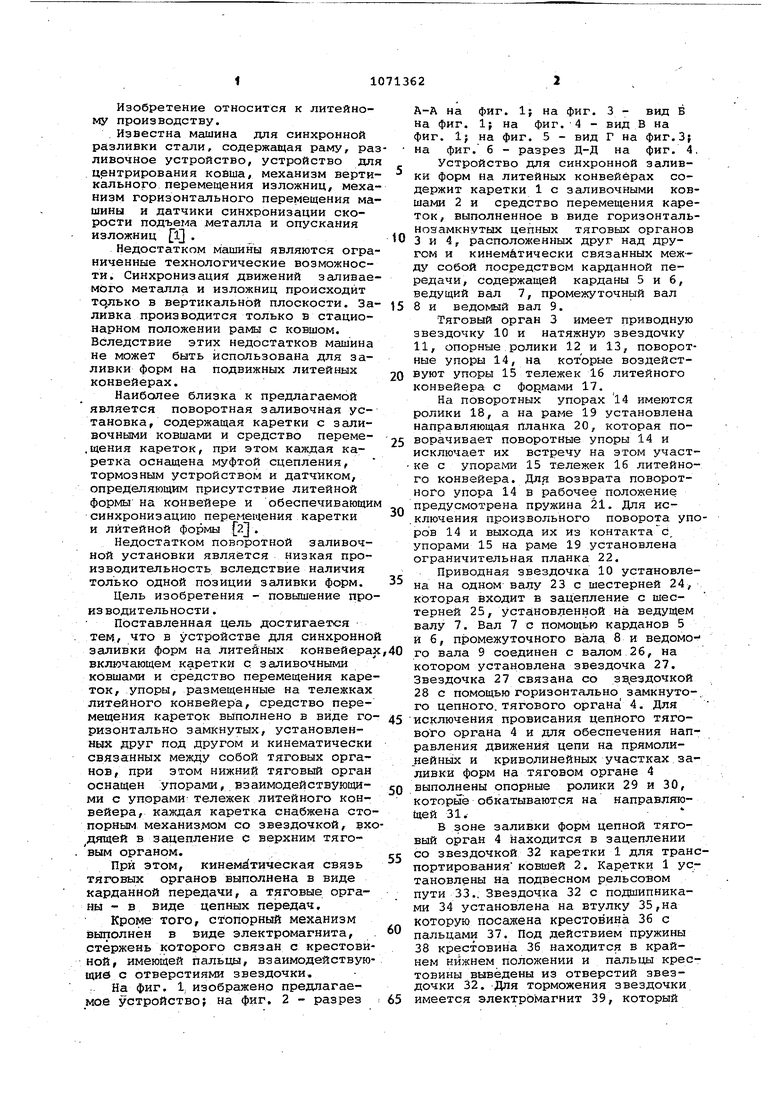
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический заливочный конвейер | 1940 |
|
SU76574A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ЛИТЕЙНЫЕ ФОРМЫ | 1989 |
|
RU2033895C1 |
| Горизонтально-замкнутый конвейер | 1977 |
|
SU685576A1 |
| Автоматическая линия для разгрузки бетонных элементов на поддонах из сушильных вагонеток | 1982 |
|
SU1115906A1 |
| Установка для заливки форм на конвейере | 1990 |
|
SU1785801A1 |
| ГОРИЗОНТАЛЬНО-ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1994 |
|
RU2090480C1 |
| Устройство для перемещения изделий через ванны | 1982 |
|
SU1006347A1 |
| Устройство для заливки литейных форм установленных на тележках пульсирующего конвейера | 1983 |
|
SU1131595A1 |
| Устройство для погрузки и разгрузки тары | 1982 |
|
SU1036633A1 |
| ГОРИЗОНТАЛЬНО ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2013330C1 |
1. УСТРОЙСТВО ДЛЯ СИНХРОИНОЙ ЗАЛИВКИ ФОРМ НА ЛИТЕЙНЫХ КОН ВЕЙЕРАХ, включакидее /каретки с заливочными ковшами и средство перемещения кареток, упоры, размещенн1ые на тележках литейного конвейера, отличающееся тем-, что, с целью повБЦйения производительности, средство перемещения Кареток . выполнено в виде горизонтально замкнутых, установленных друг над да угом и кинематически связанных межцу собой тяговых органов, при этом нижний тяговый орган осна:щен упорами, взаимодействующими с упорами тележек литейного конвейера, а каждая каретка снабжена стопорным механизмом со звездочкой, входящей в зацепление с тяговым органом. 2.Устройство по п. 1, о т лйчающееся тем, что кинематическая связь тяговых органов выполнена в виде карданной передачи. 3.Устройство по п. 1, отличающееся тем, что тяговые органы выполнены в виде цепных передач. i 4.Устройство по п. 1, о т личающееся тем, что сто(Л порный механизм выполнен в виде электромагнита, стержень которого связан с крестовиной имеющей пальцы, взаимодействующие с отверстиями звездочки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для синхроннотрубной разливки стали | 1968 |
|
SU271734A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США 4168739, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| . | |||
