Изобретение относится к переработ ке пластмасс в изделия и, в частности, к осн.астке для изготовления выс кокачественных оправ очков из полимерных материалов. Известна литьевая форма для отли вки изделий из полимерных материало содержащая полуформы, выполненные и упругого полимерного материала {.1 . В известной форме полуформы имеют различную толщину, что не может обеспечить равномерного охлаждения изделия. Цель изобретения - повышение экс плуатационных свойств формы за счет обеспечения равномерного охлаждения во всех точках отливаемого изделия. Поставленная цель достигается тем, что в литьевой форме для отлив ки изделий из полимерных материалов, преимущественно оправ очков, содержащая полуформы с формующей полостью, выполненные из упругого полимерного материала, каждая полуформа выполнена в виде пластины рав ной толщины с наружной поверхностью, соответствующей конфигурации . поверхности формующей полости, и из полиолефина или материала, содержащего полиолефин, В одной из полуформ в месте формующей полости выполнено гнездо с противоположным уклоном для установки закрепляющей вставки отливаемого изделия. Литьевая форма снабжена защелкивающим элементом, выполненным в виде выступа, расположенного на одной полуформе, и выемки, выполненной на сопряженной полуформе. Для отливки одновременно нескольких изделий, форма снабжена скрепляющей пластиной с литниковым каналом, сопрягаемой с поверхностью полуформы, противоположной поверхности формующей полости, причем литниковый канал с скрепляющей пластины расположен соосно литниковому каналу полуформы. На фиг.. показана литьевая форма, обций вид; на фиг. 2 - разрез А-А на фиг. 1 (в увеличенном масштабе); на фиг. 3 - узел I на фиг. 2 (в увеличенном масштабе); на фиг, 4 - вариант исполнения узла 1 на фиг. 2; на фиг. 5 - формы, скрепленные пластиной; .на фиг. 6 изделие, получаемое в форме; на фиг. 7 - полумуфты, вид сверху. Литьевая форма содержит полуформы 1 и 2, изготовленные в виде пластин равной толщины каждая в- любом
сеченик и с наружной поверхностью, соответствующей конфигурации поверхности .формующей полости. Полуформы изготовляют из полиолефина или материала, содержащего полиолефин-, а также из полиэтилена большой или малой плотности, или полипропилена, иногда сополимера полиолефина.
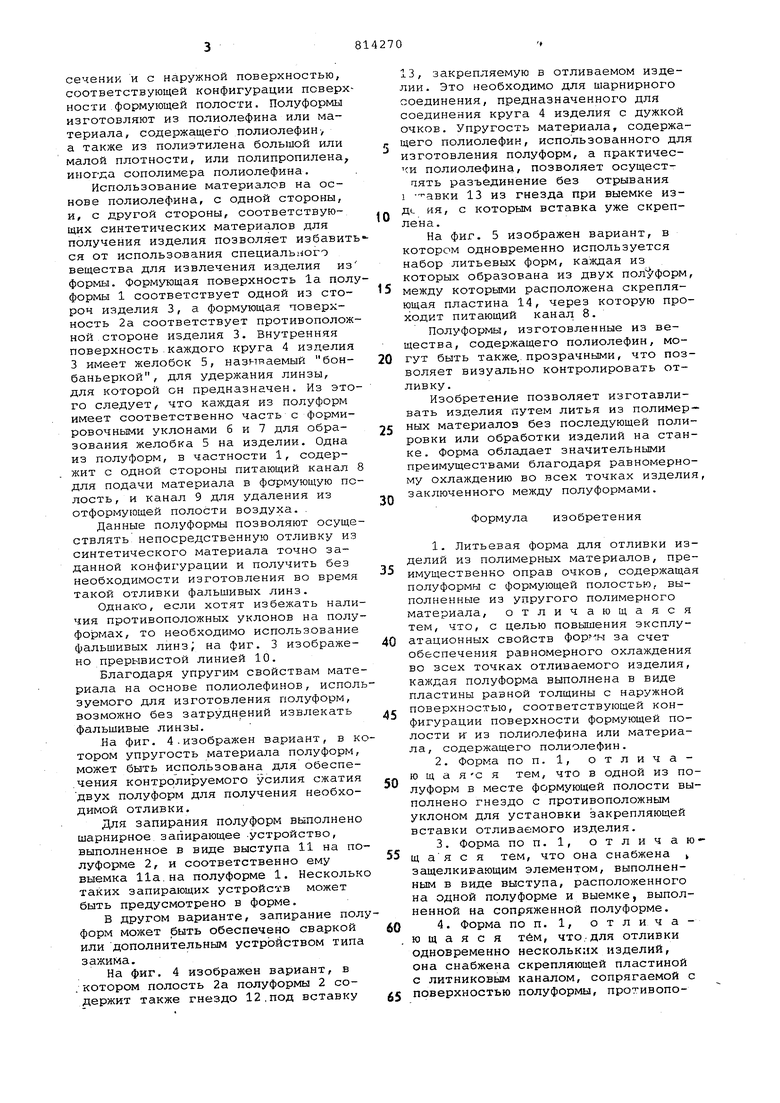
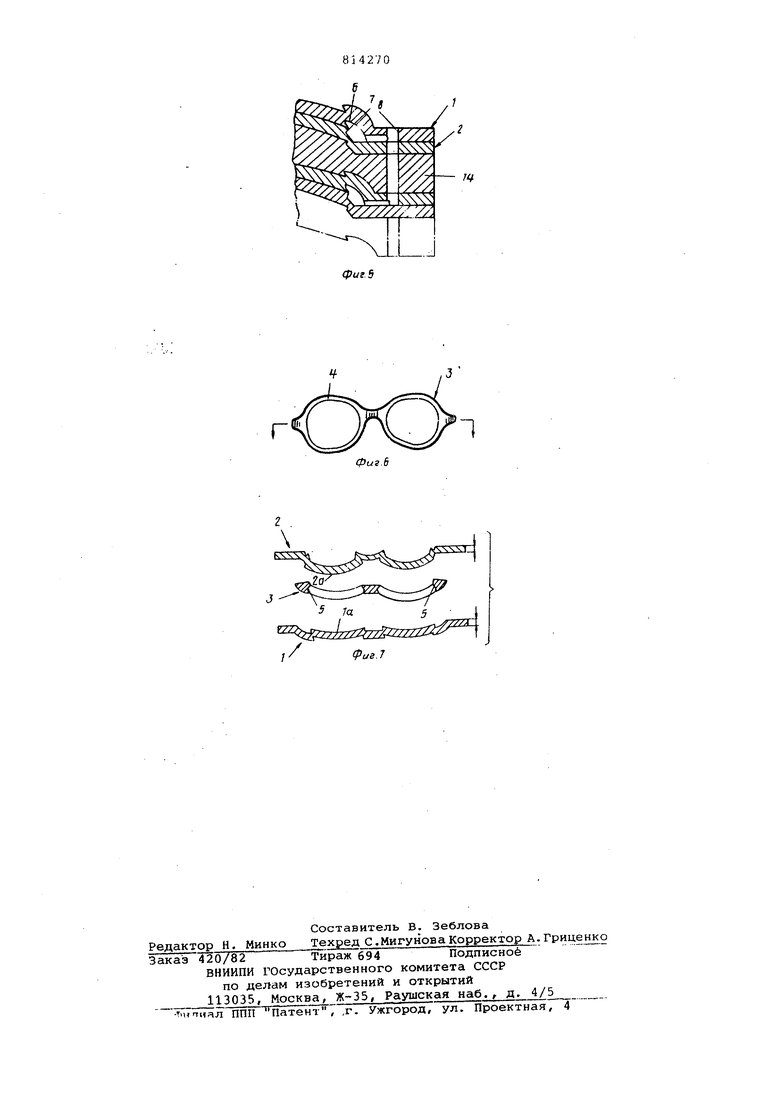
Использование материалов на основе полиолефина, с одной стороны, и, с другой стороны, соответствующих синтетических материалов для получения изделия позволяет избавиться от использования специального вещества для извлечения изделия из формы. Формующая поверхность 1а полуформы 1 соответствует одной из сторон изделия 3, а формующая поверхность 2а соответствует противоположной стороне изделия 3. Внутренняя поверхность.каждого круга 4 изделия 3 имеет желобок 5, называемый бонбаньеркой, для удержания линзы, для которой он предназначен. Из этого следует, что каждая из полуформ имеет соответственно часть с формировочными уклонами б и 7 для образования желобка 5 на изделии. Одна из полуформ, в частности 1, содержит с одной стороны питающий канал 8 для подачи материала в формующую полость, и канал 9 для удаления из отформушщей полости воздуха. ,
Данные полуформы позволяют осуществлять непосредственную отливку из синтетического материала точно заданной конфигурации и получить без необходимости изготовления во время такой отливки фальшивых линз.
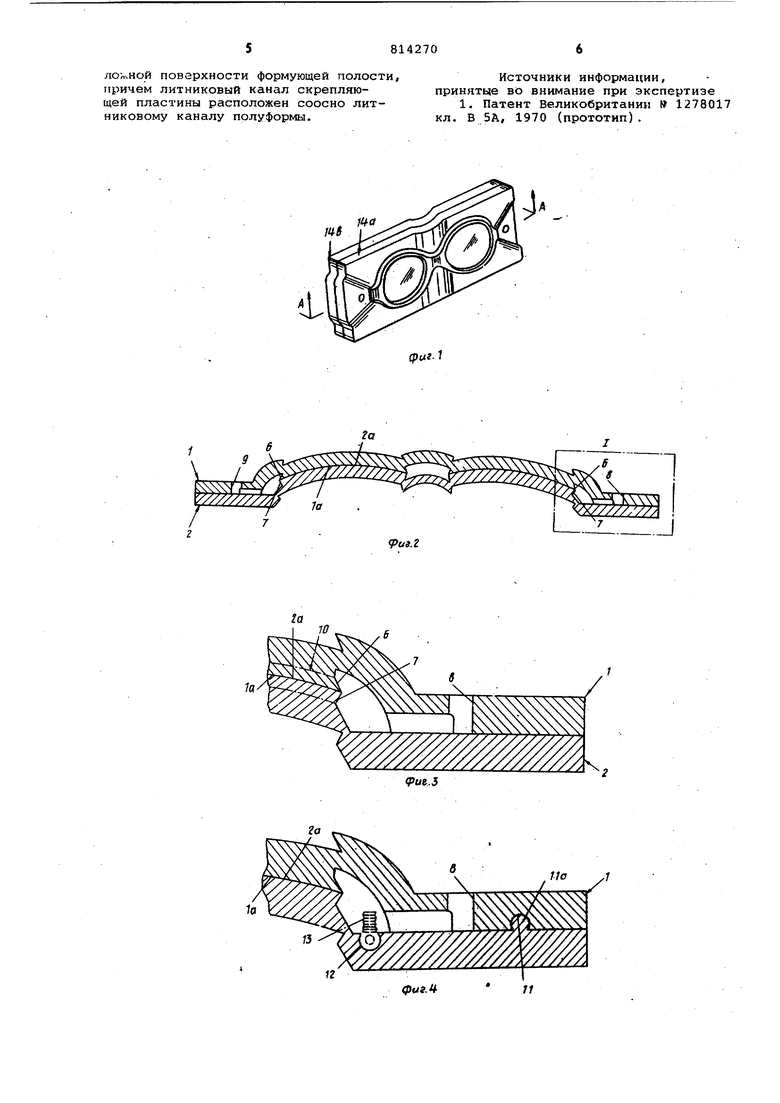
Однако, если хотят избежать наличия противоположных уклонов на полуформах, то необходимо использование фальшивых линз на фиг. 3 изображено прерывистой линией 10.
Благодаря упругим свойствам материала на основе полиолефинов, используемого для изготовления полуформ, возможно без затруднений извлекать фальшивые линзы.
.На фиг. 4. изображен вариант, в котором упругость материала полуформ, может быть использована для обеспе чения контролируемого усилия сжатия двух полуформ для получения необходимой отливки.
Для запирания полуформ выполнено шарнирное, запирающее -устройство, выполненное в виде выступа 11 на полуформе 2, и соответственно ему выемка На. на полуформе 1. Несколько таких запирающих устройств может быть предусмотрено в форме.
В другом варианте, запирание полуформ может быть обеспечено сваркой или дополнительным устройством типа зажима.
На фиг. 4 изображен вариант, в . котором полость 2а полуформы 2 содержит также гнездо 12,под вставку
13, закрепляемую в отливаемом изделии . Это необходимо для шарнирного соединения, предназначенного для соединения круга 4 изделия с дужкой очков. Упругость материала, содержащего полиолефин, использованного дл изготовления полуформ, а практически полиолефина, позволяет осущестаять разъединение без отрывания 1 авки 13 из гнезда при выемке издс ия, с которым вставка уже скреплена.
На фиг. 5 изображен вариант, в котором одновременно используется набор литьевых форм, каждая из которых образована из двух между которыми расположена скрепляющая пластина 14, через которую проходит питающий канал 8.
Полуформы, изготовленные из вещества, содержащего полиолефин, могут быть также,, прозрачными, что позволяет визуально контролировать отливку.
Изобретение позволяет изготавливать изделия путем литья из полимерных материалов без последующей полировки или обработки изделий на станке. Форма обладает значительными преимуществами благодаря равномерному охлаждению во всех точках издели заключенного между полуформами.
Формула изобретения
1.Литьевая форма для отливки изделий из полимерных материалов, преимущественно оправ очков, содержаща полуформы с формующей полостью, выполненные из УПРУГОГО полимерного материала, отличающаяся тем, что, с целью повышения эксплуатационных свойств за счет обеспечения равномерного охлаждения во зсех точках отливаемого изделия, каждая полуформа выполнена в виде пластины равной толщины с наружной поверхностью, соответствующей конфигурации поверхности формующей полости и из полиолефина или материала, содержащего полиолефин.
2.Форма по п. 1, отличающая С я тем, что в одной из полуформ в месте формующей полости выполнено гнездо с противоположным уклоном для установки закрепляющей вставки отливаемого изделия.
3.Форма по п. 1, отличающ ая с я тем, что она снабжена защелкивающим элементом, выполненным в виде выступа, расположенного на одной полуформе и выемке, выполненной на сопряженной полуформе.
4.Форма по п. 1, отличающаяся тем, что..для отливки одновременно нескольких изделий, она снабжена скрепляющей пластиной с литниковым каналом, сопрягаемой с поверхностью полуформы, противополотной поверхности формующей полости, причем литниковый канал скрепляющей пластины расположен соосно литниковому каналу полуформы.
Источники информации, принятые во внимание при экспертизе
1. Патент Великобритании 1278017 кл. В 5А, 1970 (прототип).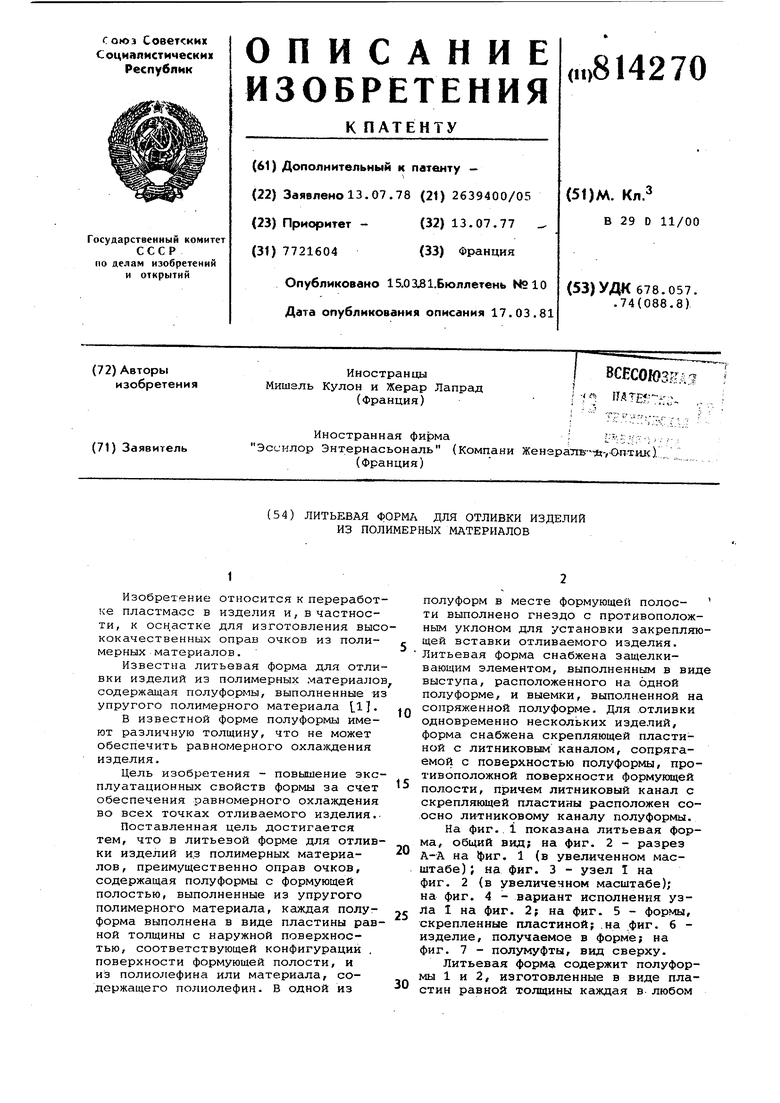
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления форм для литья передних частей оправ очков | 1977 |
|
SU674657A3 |
| Литьевая форма для изготовления полимерных изделий с длинномерной арматурой | 1983 |
|
SU1110649A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Литьевая форма | 1978 |
|
SU753658A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕДНИХ ЧАСТЕЙ ОПРАВ МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2035310C1 |
| СПОСОБ ИНДИВИДУАЛЬНОГО ИЗГОТОВЛЕНИЯ ОЧКОВ | 1992 |
|
RU2077070C1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
1аЛ
12
Рие.5
Па Л
фигЛ
