(54) ЛИТЬЕВАЯ ФОРМА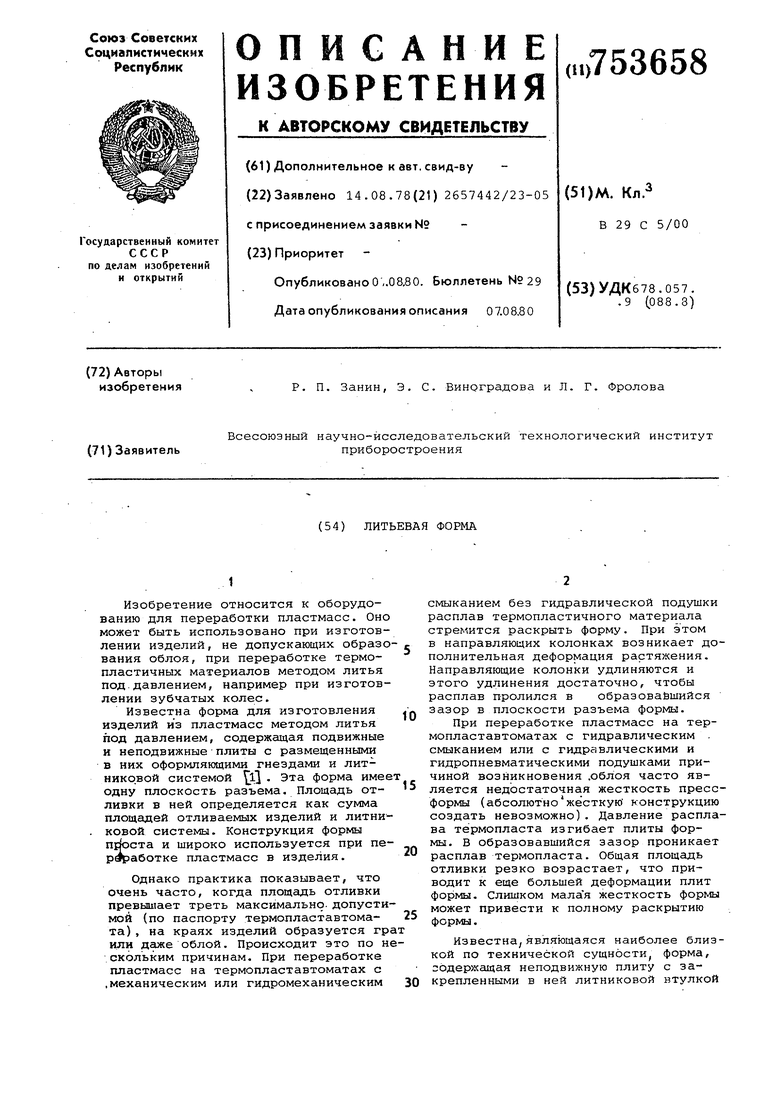
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU921866A1 |
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU952631A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ | 1989 |
|
RU2050279C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107621C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ТЕРМОПЛАСТОВ | 1991 |
|
RU2015903C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU703340A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для полимерныхиздЕлий C ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1978 |
|
SU835771A1 |
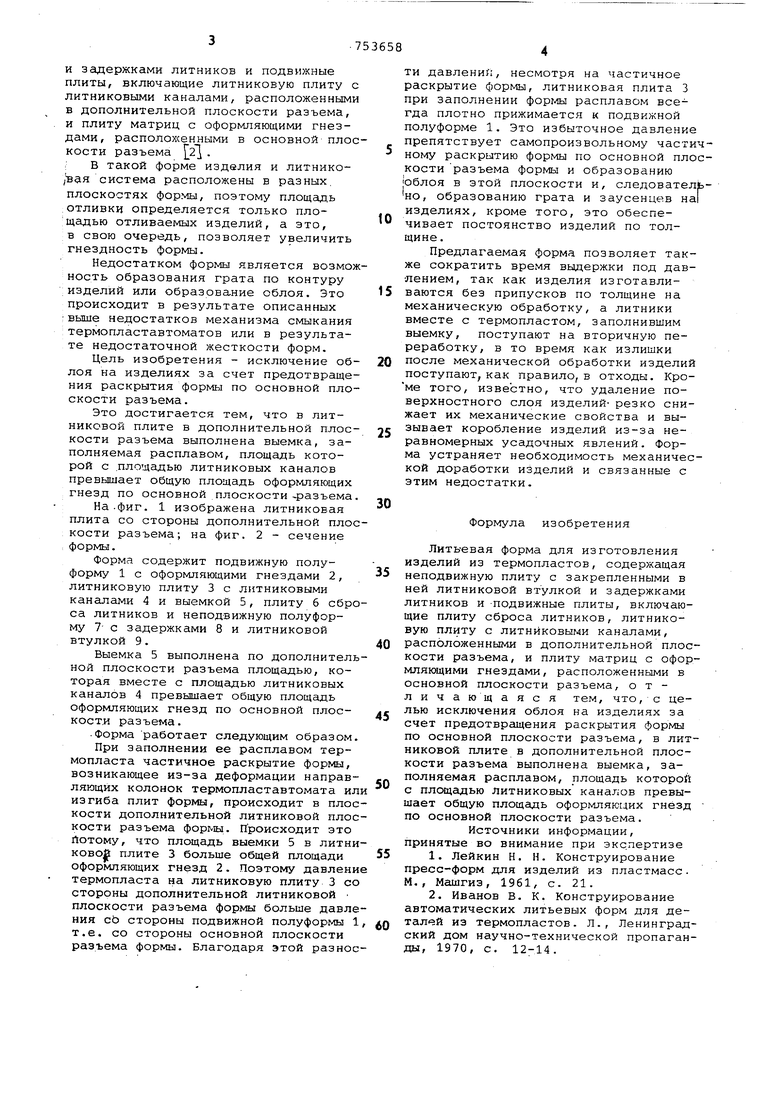
Изобретение относится к оборудованию для переработки пластмасс. Оно может быть использовано при изготовлении изделий, не допускающих образо вания облоя, при переработке термопластичных материалов методом литья под.давлением, например при изготовлении зубчатых колес. Известна форма для изготовления изделий из пластмасс методом литья под давлением, содержащая подвижные и неподвижные плиты с размещенными в них оформляющими гнездами и литниковой системой i. Эта форма име одну плоскость разъема. Площадь от ливки в ней определяется как сумма площадей отливаемых изделий и литни ковой системы. Конструкция формы ndocTa и широко используется при пе реработке пластмасс в изделия. Однако практика показывает, что очень часто, когда площадь отливки превышает треть максимально, допусти мой (по паспорту термолластавтомата), на краях изделий образуется гр или даже облой. Происходит это по н скольким причинам. При переработке пластмасс на термопластавтоматах с .механическим или гидромеханическим п.смыканием без гидравлической подушки расплав термопластичного материала стремится раскрыть форму. При этом в направляющих колонках возникает дополнительная деформация растяжения. Направляющие колонки удлиняются и этого удлинения достаточно, чтобы расплав пролился в образовавшийся зазор в плоскости разъема формы. При переработке пластмасс на термопластавтоматах с гидравлическим . смыканием или с гидравлическими и гидропневматическими подушками причиной возникновения .облоя часто является недостаточная жесткость прессформы (абсолютножесткую конструкцию создать невозможно). Давление расплава термопласта изгибает плиты формы. В образовавшийся зазор проникает расплав термопласта. Общая площадь отливки резко возрастает, что приводит к еще большей деформации плит формы. Слишком малая жесткость формы может привести к полному раскрытию формы. Известна являющаяся наиболее близкой по технической сущности, форма, :;Ьдержащая неподвижную плиту с закрепленными в ней литниковой втулкой И задержками литников и подвижные плиты, включающие литниковую плиту с литниковыми каналами, расположенными в дополнительной плоскости разъема, и плиту матриц с оформляющими гнездами, расположенными в основной пло кости разъема 2 . .; В такой форме изделия и литнико(Вая система расположены в разных, плоскостях формы, поэтому площад,ь отливки определяется только площадью отливаемых изделий, а это, в свою очередь, позволяет увеличить гнездность формы. Недостатком формы является возмо ность образования грата по контуру изделий или образование облоя. Это происходит в результате описанных :выше недостатков механизма смыкания термопластавтоматов или в результате недостаточной жесткости форм. Цель изобретения - исключение об лоя на изделиях за счет предотвраще ния раскрытия формы по основной пло скости разъема. Это достигается тем, что в литниковой плите в дополнительной плос кости разъема выполнена выемка, заполняемая расплавом, площадь которой с площадью литниковых каналов превышает общую площадь оформляющих гнезд по основной плоскости-разъема На .фиг. 1 изображена литниковая плита со стороны дополнительной пло кости разъема; на фиг. 2 - сечение формы. Форма содержит подвижную полуформу 1 с оформляющими гнездами 2, литниковую плиту 3 с литниковыми каналами 4 и выемкой 5, плиту 6 сбр са литников и неподвижную полуформу с задержками 8 и литниковой втулкой 9. Выемка 5 выполнена по дополнител ной плоскости разъема площадью, которая вместе с площадью литниковых каналов 4 превышает общую площадь оформляющих гнезд по основной плоскости разъема. .форма работает следующим образом При заполнении ее расплавом термопласта частичное раскрытие формы возникающее из-за деформации направ ляющих колонок термопластавтомата и изгиба плит формы, происходит в пло кости дополнительной литниковой пло кости разъема . Происходит это rtoTOMy, что площадь выемки 5 в лит ковой плите 3 больше общей площади оформляющих гнезд 2. Поэтому давлен термопласта на литниковую плиту 3 стороны дополнительной литниковой плоскости разъема формы больше дав ния сЬ стороны подвижной полуформы т.е. со стороны основной плоскости разъема формы. Благодаря этой разн и давлений, несмотря на частичное аскрытие формы, литниковая плита 3 ри заполнении формы расплавом вседа плотно прижимается к подвижной олуформе 1. Это избыточное давление репятствует самопроизвольному частичному раскрытию формы по основной плоскости разъема формы и образованию блоя в этой плоскости и, следовательно, образованию грата и заусенцев на изделиях, кроме того, это обеспечивает постоянство изделий по толщине. Предлагаемая форма позволяет также сократить время выдержки под давлением, так как изделия изготавливаются без припусков по толщине на механическую обработку, а литники вместе с термопластом, заполнившим выемку, поступают на вторичную переработку, в то время как излишки после механической обработки изделий поступают, как правило,в отходы. Кроме того, известно, что удаление поверхностного слоя изделий- резко снижает их механические свойства и вызывает коробление изделий из-за неравномерных усадочных явлений. Форма устраняет необходимость механической доработки изделий и связанные с этим недостатки. Формула изобретения Лить-евая форма для изготовления изделий из термопластов, содержащая неподвижную плиту с закрепленными в ней литниковой втулкой и задержками литников и -подвижные плиты, включающие плиту сброса литников, литниковую плиту с литниковыми каналами, расположенными в дополнительной плоскости разъема, и плиту матриц с оформляющими гнездами, расположенными в основной плоскости разъема, отличающаяся тем, что, с целью исключения облоя на изделиях за счет предотвращения раскрытия формы по основной плоскости разъема, в литниковой плите в дополнительной плоскости разъема выполнена выемка, заполняемая расплавом, площадь которой с площадью Литниковых каналов превышает общую площадь оформляющих гнёзд по основной плоскости разъема. Источники информации, принятые во внимание при экспертизе 1.Лейкин Н. Н. Конструирование пресс-форм для изделий из пластмасс. М., Машгиз, 1961, с. 21. 2.Иванов В. К. Конструирование автоматических литьевых форм для деталей из термопластов. Л., Ленинградский дом научно-технической пропаганды, 1970, с. 12-14.
«г. /
Риг. г
