Изобретение относится к переработке iT.iciCTMjjcc и может быть использовано при изготовлении пластмассовых резьбовых изде„ 1-;й 13 машиностроении и химической проМЬ(;11Ле11110СТИ.
Цс-ль изобретения -- повышение качества изделий и уирощение конструкции формы.
Цель достигается за счет исключения гфиаода осевого перемещения свертываюи1,их знаков маправлекии, обратном перемещеiiHi(i их 11ри свертывании изделий путем прида.чия формуюилему концу свертывающих знаков ф-орм1, обеспечивающей свободное надсиио отлитыл изделий после их скручивания с резьбооформляющих элементов.
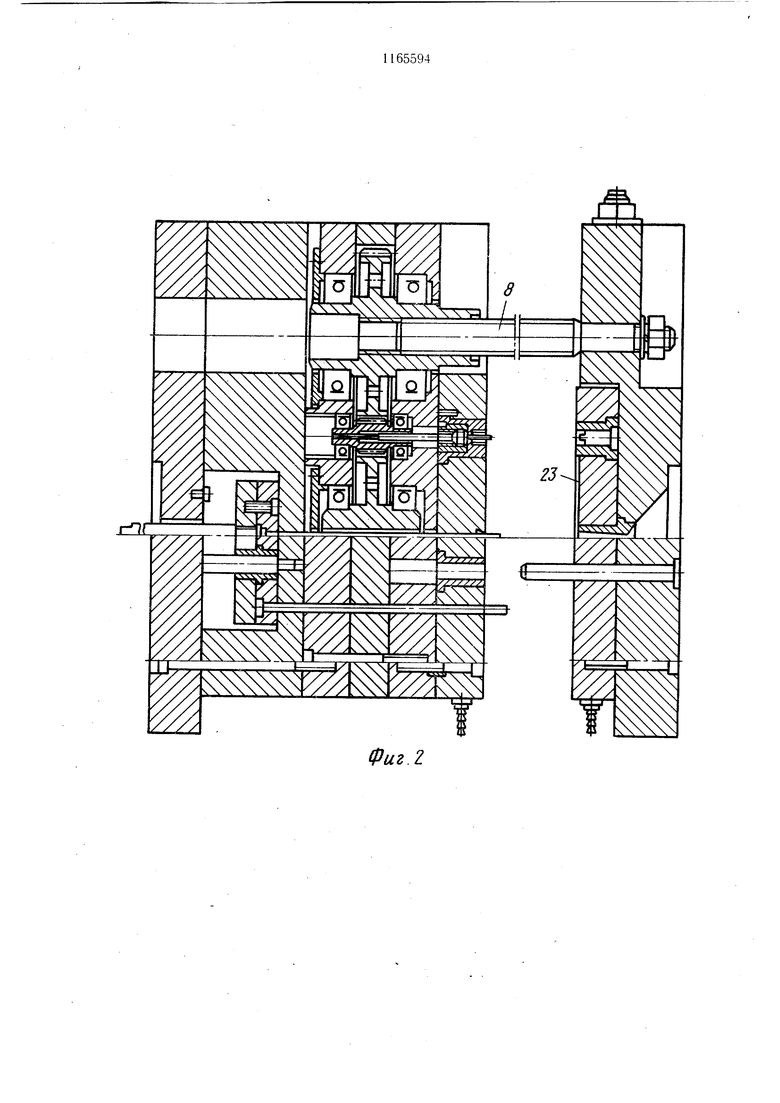
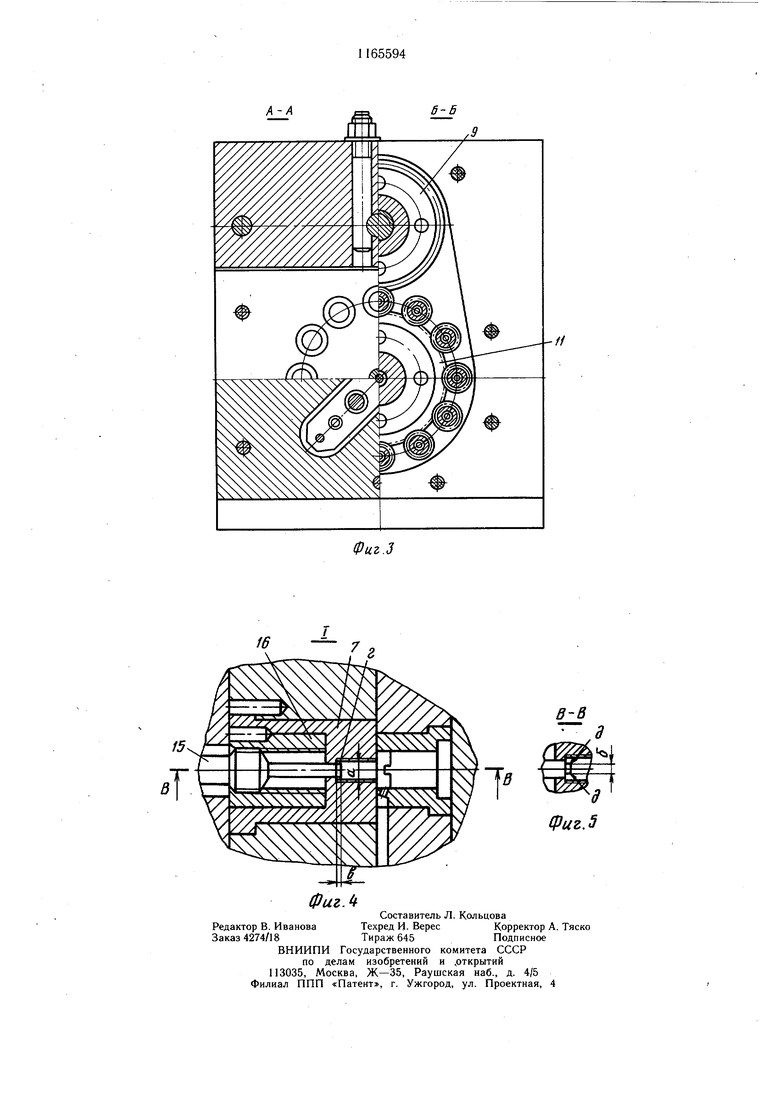
i-Ja фиг. I показана литьевая форма, продольный разрез; на фиг. 2 - форма ii (З-зведеином но;1о.жении; на фиг. 3 - ;); 3р1зы А-А и Б-Б на фиг. 1; на фиг. 4 - узе.1 1 i:a фиг. 1; на фиг. 5 --- разрез В-В ;ia фи1 4.
Jпитьевая фор.ма содержит плиты 1-6, CKpeirieiiHijie между собой и образующие подвижную иолуформу, в которой размешен привод вран1ения резьбооформляющих элече ;тон 7 i- свертывания изделий из их гнезд. Привод cocTOsrr из миогозаходиого ходового :;.иига 8 с больижм 1нагом, ведущей Hiecгерни-гайки 9, являющейся одновременно ре;ьповой втулкой, ведомых Н1естереи 10 У: цс ггральнО о зубчатого колеса 11. Здееь же , С 1етема выталкивания цеитралi.,iio:(5 .1ит|{ика, в которой закренлены толлатель 12. доеьматели 13, цеитрируюпи-ie . 14. В веду1 и1Х шестернях Юразмещечы (.:вр1ГГ:,.1вак)П1.не згшки 15, хвоетова.я часть KiiTofjbix имеет многогранное сечение. Это Л):-,во.:|нет свсртьии-жлиему знаку 15 вращаться при скручивании изде.;1ия. Осевое иеремеni.eiiMC свертывающе.му зиаку 15 ири этом 1к-(;е.таетс; К)средством взаимодействии его розьбово1о учаетка с до1 олиитель( резьбовым участком 16 резьбооформляющего элеvieina /, 1ричем таг резьбы резьбового участка сгзортывающего знака 15 равен тагу j) резьбоо()орм, элемента 7. На (Ьормуюшем коьчхе свертывающего зиака 15 выполнен выступ, имеющий П1ирину а, не выходя 1у о за пределы диаметра знака, высоту б и тиДпи1ну и, размеры которых составляют, например, 1,5-2 шага резьбы резьбооформляющего элемента 7, и уклоны г и д. достаточные д.тя евертывания изделий и сброса их иод действиерл собствеииого веса. i неподвижных илитах 17 и18, скрепленных между собой и образующих исггодвижиую
полуформу, размещены направляющие колонки 19, литниковая втулка 20, знаки 21, .матрицы 22, оформляющие элементы изделия со стороны, противоположной резьбе, литпиковые каналы 23. В плите 6 выполнена
задержка 24 литника, а форма снабжена упором 25.
Литьевая форма работает следующим образом.
После подачи расплава полимера в матрицы и в гнезда резьбооформляющих элементов /.через литниковую втулку 20, литниковые каналы 23 и технологичеекой выдержки производится размыкание формы. При этом обрывается точечный туннельный литник, а центральный литник извлекается
из .втулки 20 задержкой 24, выполненной с обратным уклоном поверхностей на плите 6. Ведущая шестерня-гайка 9 получает вращеиие от продольного перемещения вдоль неподвижного ходового винта 8. Через одну
Q из ведо.мых щестерен 10 врап.1.ение передается центральному зубчатому колесу 11, а от него - остальным щестерням 10. Ведомые игестерни 10 через свои центральные отверстия многогранного сечения передают вращение свертывающим знакам 15,. раеположен5 ным своими хвоетовиками, тоже многогранного сечения, в этих отверстиях. Вращаясь, свертывающий знак 15 взаимодействует своим резьбовым участком с резьбовым участком 16 резьбооформляющего элемента 7 и перемещается вдоль оси. Это перемещение
0 за один оборот равно перемещению отливаемого изделия за один оборот, так как шаг резьбы изделия и дополнительного резьбового участка 16 равны между собой. Таким образом, совершив определенное число оборотов, центральный свертывающий знак 15
полностью вывертывает изделие из резьбоофор.мляющего элемента 7, после чего оно иод собственным весом сбрасывается со знака. В конце размыкания упор 25, взаимодействуя с неподвижным упором литьевой
0 мащины, перемещает толкатель 12. Застывшая литниковая система сталкивается в разъем. В исходное положение толкатель 12 возвращается досылателем 13.
При использовании предлагаемой литьевой формы достигается повыщение качества резьбы отливаемой детали, так как резьба отливается в неразъемном резьбовом гнезде (исключена возможность появления облоя). Литьевая форма такой конструкции найдет применение для отливки детали «винт.
Фиг.г
А-А
6-6
Фиг.З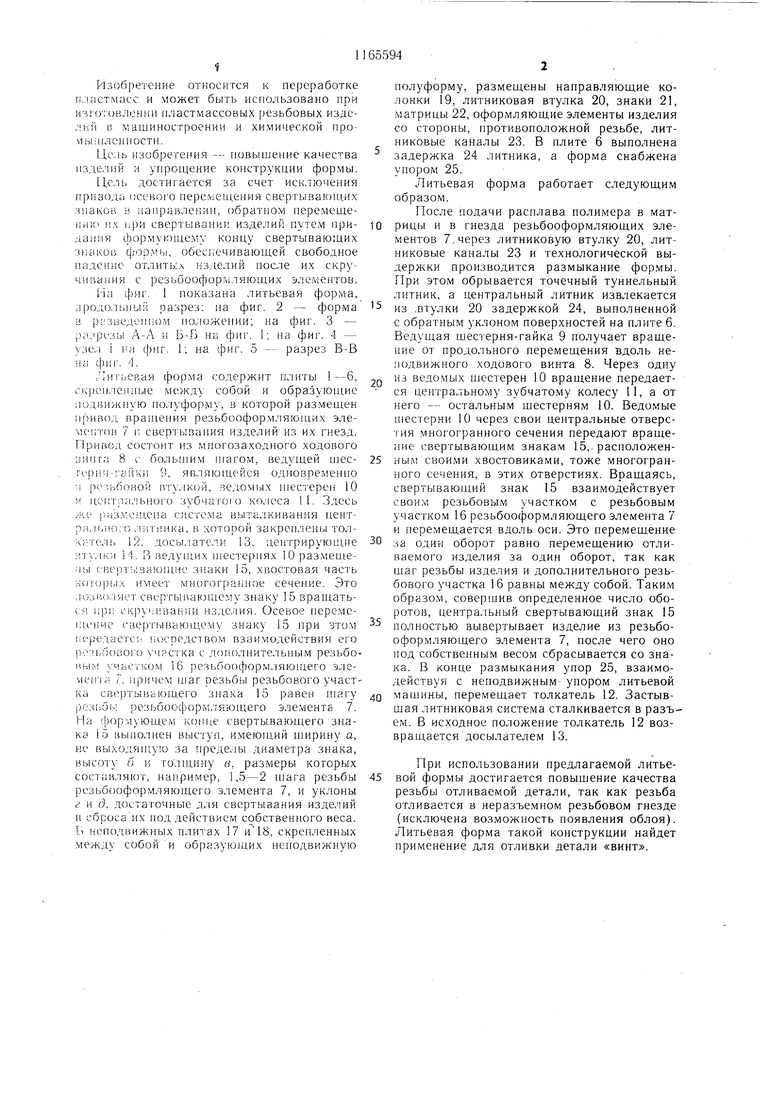
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления полимерных изделий с внешней резьбой | 1984 |
|
SU1219394A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| ЛИТЬЕВАЯ ФОРМА | 1970 |
|
SU262373A1 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ТЕРМОПЛАСТОВ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 1964 |
|
SU216235A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU414124A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗББОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС, содержащая подвижную и неподвижную полуформы, резьбооформляю й,::. ::«ж bljgjiiiv giua щие элементы с резьбовыми участками, закрепленные в подвижной полуформе, свертывающие знаки, формующий конец каждого из которых выполнен в виде выступа и размещен в резьбооформляющем элементе, привод вращения знаков, отличающаяся тем, что, с целью повыщения качества изделий и упрощения конструкции формы, резьбооформляющие элементы выполнены с дополнительными резьбовыми участками, находящимися в зацеплении с резьбовыми участками, которые выполнены на свертывающих знаках и имеют щаг резьбы, равный щагу резьбы резьбооформляющих элементов, а размеры выступа выбраны меньщими диаметра формующего конца свертывающего знака.
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Солесос | 1922 |
|
SU29A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 2007 |
|
RU2336212C1 |
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
