1
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для листового материала с гофрами.
Известны дисковые ножницы лдя резки листов, содержащие подвижную в горизонтальном направлении каретку и расположенную в ней режущую головку с приводными дисковыми ножами 1 .
v Недостатком известных ножниц является то, что они не обеспечивают резку листов с гофрами, а также изделий из листового материала имеющих гофры или складки.
Цель изобретения - обеспечение рглки листов с гофрами.
Поставленная цель достигается тем, что в дисковых ножницах для резки листов, содержащих подвижную в горизонтальном направлении каретку, и, расположенную в ней режущую головку с приводными дисковыми ножами, каретка снабжена вертикальными направляющими, режущая головка установлена в указанных направляющих и снабжена узлом уравновещ}тания, выполненным в виде груза, соединенного с
ней гибким элементом через смонтированный на крретке ролик.
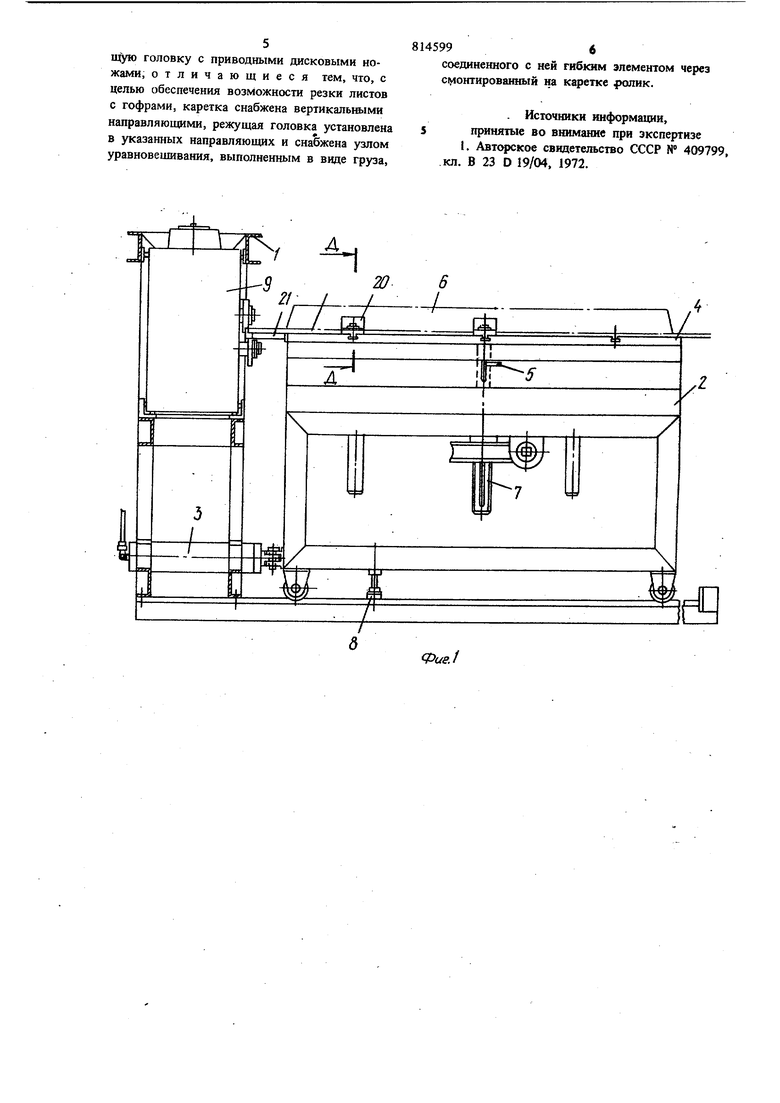
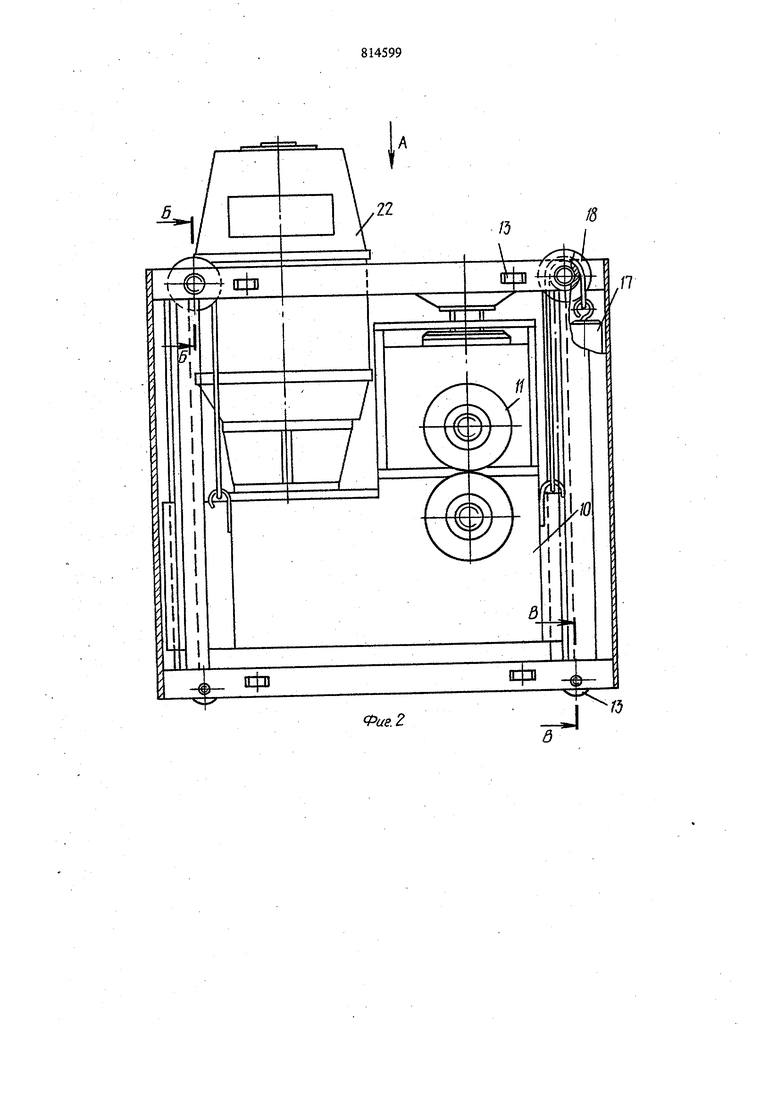
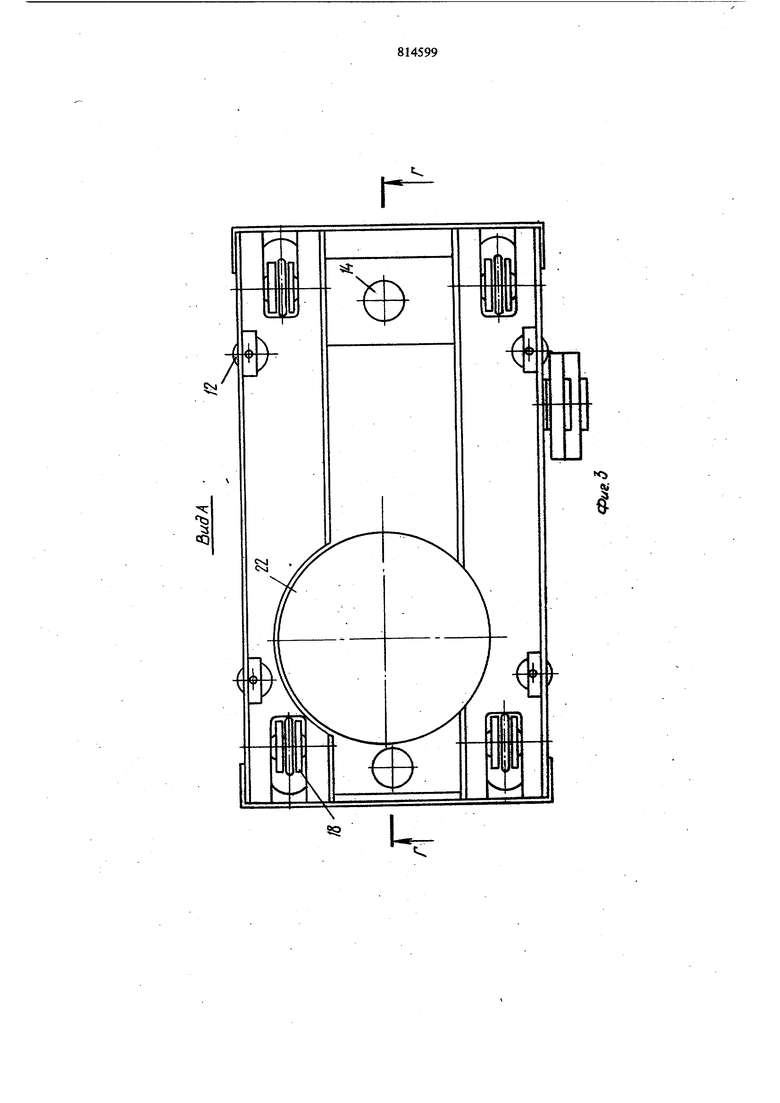
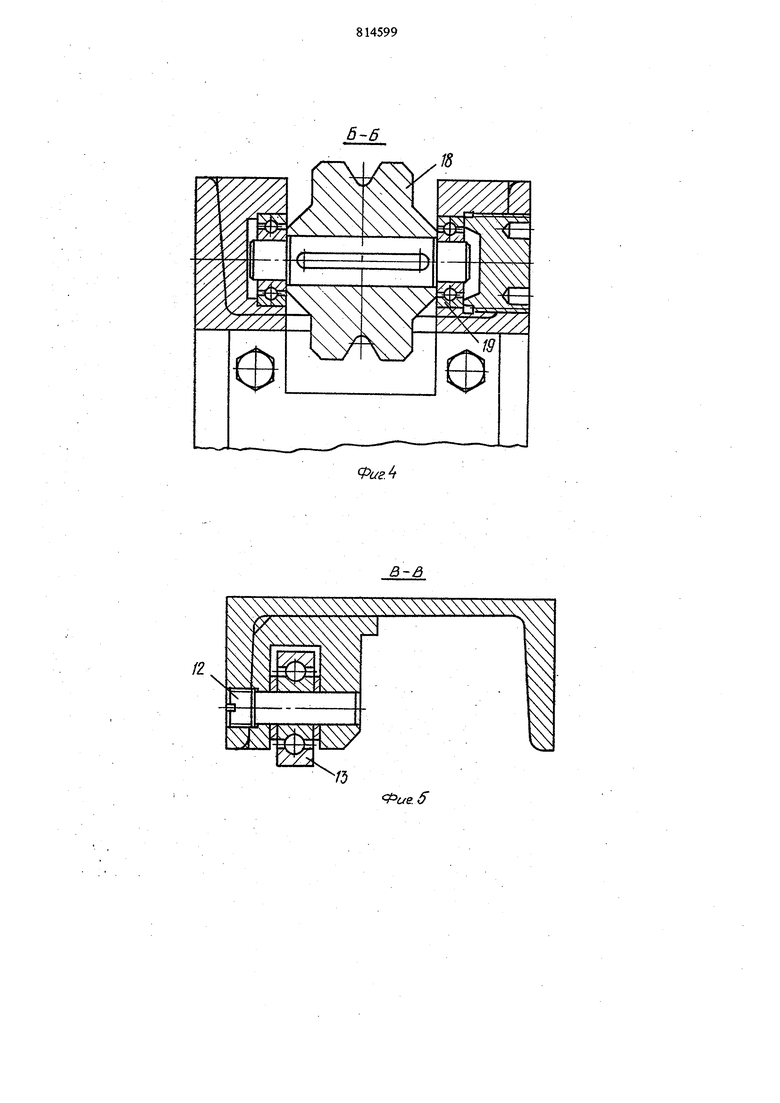
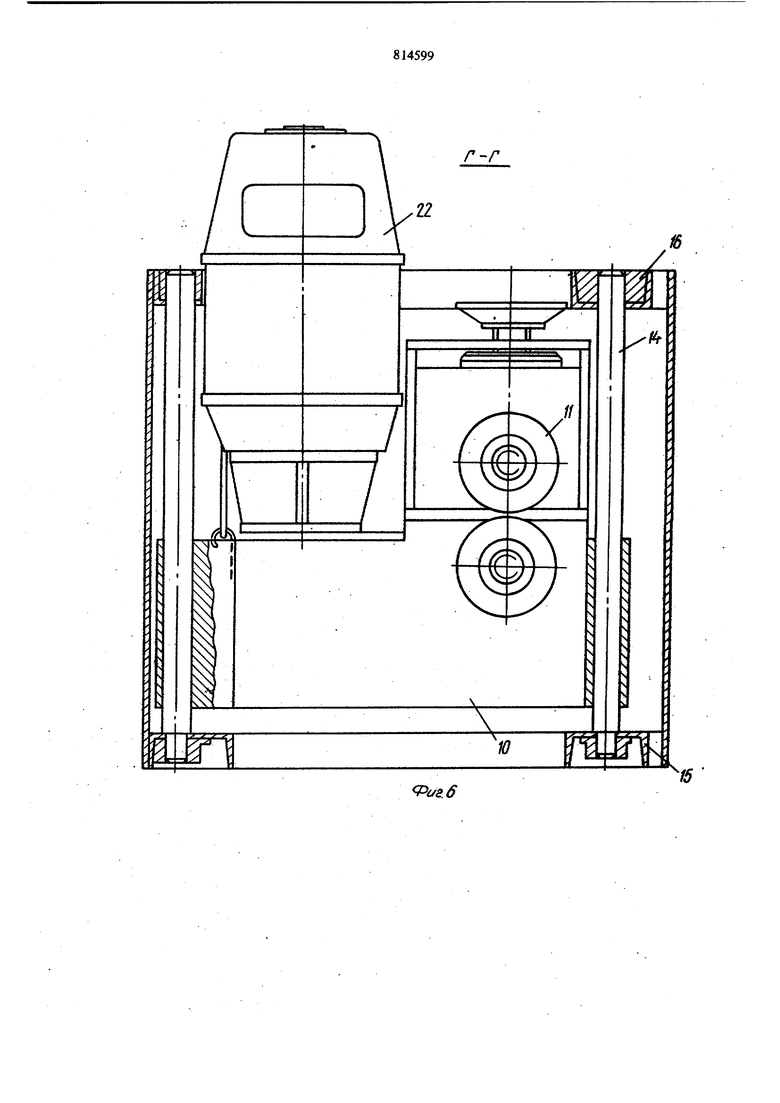
На фиг. 1 изображены дисковые ножницы, вид сбоку; на фиг. 2 - каретка дисковых ножгшц, вид спереди; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг.. 2; на фиг. 5 - сечение В-В на фиг. 2; на фиг. 6 - сечение Г-Г на фиг. 3; на фиг. 7 сечение Д-Д на фиг I.
Дисковые ножницы содержат неподвижнуюсварную стойку 1, стол 2, установленный на рельсах и соединенный со штоком цилиндра 3, жестко закрепленного в стойке 1. Верхняя подъемная часть стола 2 состоит из поворотной плиты 4 и опоры, установленной на колонках, пропущенных через нижнюю часть стола. Плита 4 установлена на опоре с помощью подшипников качения и зафиксирована посредством щтырей 5, с ручкой. Установка пл}ггы 4 на подшипниках качения позволяет осутдествлять поворот плиты 4 вручную вместе с заготовкой, например контейнером 6.
Подъем и оп скание плнты 4 вместе с опорой относительно нижней части стола осущеетвляется приводом 7 с червятеой передачей. Ддя предотвращеш1я отхода стола 3 по рельсам в момент обрезки кромок контейнеров 6 предусмотрен башмак 8 с винтом.
В горизонтальных направляющих стойках установлена каретка 9, несущая режущую головку 10 с приводными дисковыми ножами 11. В каретке 9 в двух взаимно перпендикулярных плоскостях на осях 12 установлены под- . шишшки 13, с помощью которых она смонтирована в направляющих стойках 1. Режущая головка 10 установлена подвижно в каретке 9, в вертикальных направляющих 14, нижние концы которых запрессованы в основание 15 сварной рамы, а верхние свободно размещены в съемной крыщке 16. Режущая головка 10 уравновешена грузами 17, подвешенными на тросах, перекинутых через ролики 18, установленные на подшипниках 19 в каретке 9, и соединешп 1х другими концами с крюками режущей головки 10. Вес четырех грузов 17 равен весу режущей головки 10 с дисковыми ножами 11 с учетом сил трения, затрачиваемых на перемещение режущей головки 10 по вертикальным направляющим 14. Таким образом, режущая головка легко перемещается по направляющим вверх и вниз вместе с режущими дисками.
Для крепления контейнеров 6 небольших габаритов на столе 2 предусмотрены прижимные планки 20, закрепленные на столе 2 болтами, размещенными в Т-образных пазах плиты стола. Установка контейнеров 6 на столе 2 с определенным припуском на обрезку осуществляется с помощью быстросъемных упоров 21, снимаемых перед обрезкой, так как они при работе находятся в плоскости резания. Привод режущих дисков 11 осуществляется от электродвигателя 22 постоянного тока, закрепленного на режущей головке 10.
Перед работой стол 2 отведен от стойки 1 с кареткой 9. Прижимные планки 20 раздвинуты или сняты (при больших габаритах контейнеров) .
Контейнер 6 укладывается на столе 2 так, что обрезаемая кромка упирается в торец быстросъемных упоров 21 и крепится прижимными планками 20 (при небольших габаритах). При больших габаритах контейнер б на столе 2 не крепится и при обрезке лежит неподвижно за счет своего веса, Быстросъемные упоры 21 обеспечивают постошйую величину отрезаемой кромки контейнеров 6, т.е. теоретический размер между торцами упоров 21 и плоскостью резания приводных режуищх дисков 11 равен величине обрезаемой кромки, например 5 мм. Затем упоры снимаются. Включением цилиндра 3 обеспечивается перемещение стола 2 К стойке 1. Башмак 8 опуска145994
ется на рельс винтом. Кромка контейнера 6 выставляется по высоте приводом 7 подъема и опускания плиты 4 таким образом, чтобы она располагалась в плоскости резания дисков 5 11. После этого включается электродвигатель постоянного тока 22 привода дисковых ножей, установленный на корпусе режущей головки 10. Использование двигателя 22 постоянного тока для привода дисковых ножей 11 позволяJQ. ет регулировать скорость вращения дисковых ножей 11 реостатом, что необходимо для плав ного, без рывков, захватывания кромок дисковыми ножами в начале резания. Затем каретку
9вручную по направляющим стойки 1 подво,5 Дят к обрезаемой кромке контейнера 6, дисковые ножи 11 захватывают кромку, при этом реостатом на пульте управления устанавливается минимальная скорость вращения.
После захвата кромки дисковыми ножами 11 требуемая скорость вращения дисковых ножей 11 устанавливается в зависимости от толщины отрезаемой кромки так, чтобы обрезка осуществлялась плавно, без рывков. Обрезка кромок осуществляется при неподвижном положении контейнера 6, установленного на столе 2, принудительным перемещением вручную каретки 9, несущей режущую головку
10с приводными дисковыми ножами 11. Неровности поверхности в виде складок и гофр компенсируются при прямолинейном движении
каретки 9 самопроизвольным подъемом и
опусканием уравновешенной режущей головки 10 с дисковыми ножами 11 по направляющим 14 на нужную величину.
После обрезки одной из кромок контейне35 ра 6 башмак 7 поднимается, стол отводится цилиндром 3 от стойки 1. Если вторая кромка предварительно выставлена по упорам 21, то штырь 5 вынимается из отверстия в плите 4, плита 4 вместе с контейнером 6 вручную
40 поворачивается на подшипниках на нужный угол и вновь фиксируется щтырем 5.
После этого стол 2 подводится цилиндром 3 к стойке Г, и процесс обрезки осуществляется в той же последовательности. Если кром45 ка контейнера не выставлена npjw первой установке по упорам 21, то ее нужно выставить, подвести стол 2 к стойке 1, зажать башмак 7 и произвести обрезку.
Расстояние между дисковыми ножами 11
5Q регулируют после каждой переточю ножей и при различных толиошах кромок.
Дисковые ножницы предлагаемой конструкции обеспечтаают резку листов с гофрами.
Формула из обретения
Дисковые «ожшщы для резки листов, со.держаише подвиж1гую в горизонтальном иагфавлешш каретку и расположенную в ией режущую головку с приводными дисковыми ножами; отличающиеся тем, что, с целью обеспечения возможности резки листов с гофрами, каретка снабжена вертикальными направляющими, режущая головка установлена в указанных направляющих и снабжена узлом уравновещивання, выполненным в виде груза.
соединенного с ней гибким элементом через смонтироваш1ый на каретке ролик.
. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 409799, кл. В 23 D 19/04, 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| Вибрационные ножницы | 1988 |
|
SU1690972A1 |
| Станок для форматной обрезки изделий | 1976 |
|
SU586986A1 |
| КОМБИНИРОВАННЫЕ ДИСКОВЫЕ КРОМКОКРОШИТЕЛЬНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286865C2 |
| Устройство для обрезки кромок | 1981 |
|
SU975258A1 |
| Устройство для переплетных работ | 1989 |
|
SU1719245A1 |
| Станок для обрезки кромок изделий | 1973 |
|
SU443553A1 |
| Устройство для резки листового материала | 1990 |
|
SU1722714A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| НОЖНИЦЫ ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ ТОЛСТЫХ ЛИСТОВ С ЭКСЦЕНТРИКОВЫМ ПРИВОДОМ | 2003 |
|
RU2338633C2 |
| Установка для вырезки сферических элементов для резервуаров из формованных заготовок | 1977 |
|
SU749589A1 |

Фае. 2
/2
аг.6
0
ZZ
О
фаз. 7
