1
Изобретение относится к электрохимической обработке, в частности к электрохимическому маркированию деталей из токопроводящего материала.
Известен способ изготовления клейма для электрохимического маркирования, предусматривающий изготовление клейма,на рабочей поверхности которого выполнены знаки в виде углублений , причем токопроводящее основание клейма покрывают термостойкой диэлектрической пленкой, а затем на толщину ее выполняют знаки 1.
Однако этот способ не позволяет выполнять четкие знаки, так как клеймо не может работать в среде проточного электролита ввиду высокого со противления используемого токопроводящего материала.
Кроме того, ширина знака клейма при этом должна быть равна ширине наносимых знаков при поверхностном клеймении или в 2-3 раза меньше ширины наносимого знака на издели-я при клеймении в среде проточного электролита, что технически очень трудно сделать.
Цель изобретения - получение тонких линий изображения на детали.
Поставленная цель достигается тем, что углубления на рабочей поверхности электрода-инструмента заполнены изоляционным материалом, а толщина линий знаков в 2-3 раза превышает требуемую толщину линий изображения на детали.
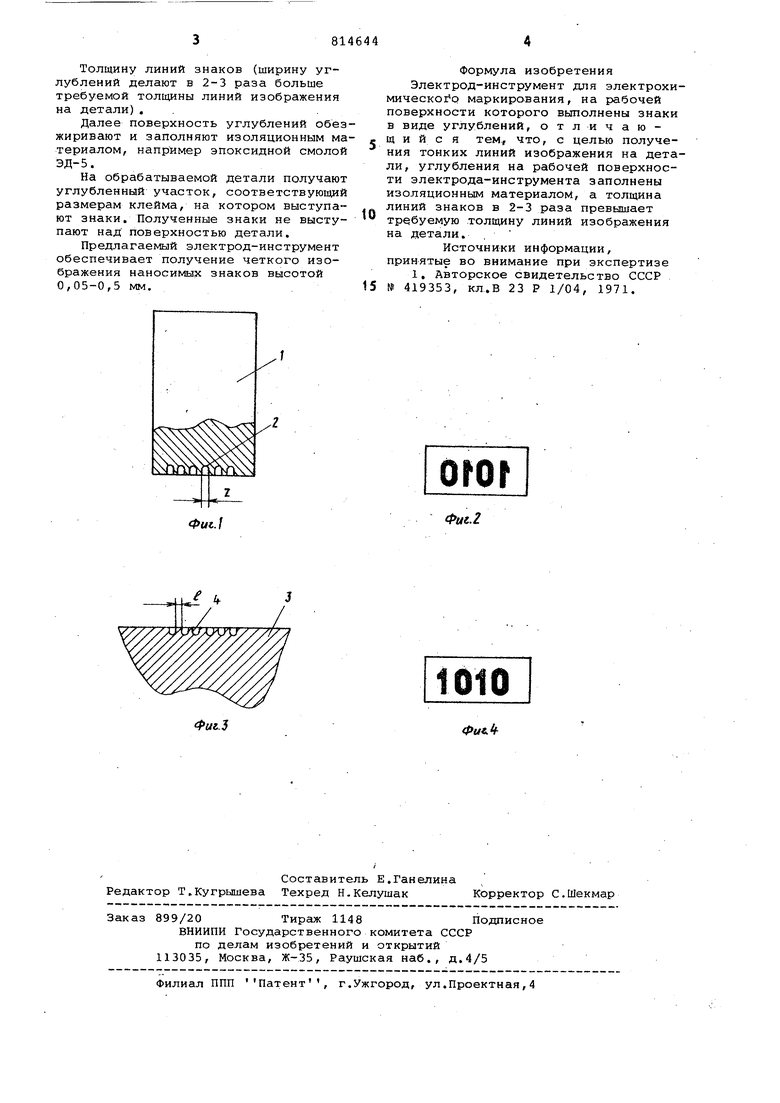
На фиг.1 представлен электрод-инструмент, общий вид; на фиг.2 - то же, вид с торца; на фиг.З - то же, вид сбоку на обработанную поверхность ; на фиг.4 - полученные знаки.
Электрод-инструмент состоит из
15 корпуса 1, и на его рабочей поверхности выполнены знаки в виде углублений 2, заполненные изолятором и имеющие толщину Z . На обрабатываемой детали 3 получаются знаки 4,
20 имеющие толщину линий изображения f. На рабочую поверхность электрода-инструмента, выполненного из токопроводящего материала гравированием, ударным клеймом или другими способами наносят углубления 2 в виде зеркального изображения знаков. Требований .к чистоте поверхности углублений нет. Для лучшей адгезии изолятора в углублениях можно дополнительно
30 производить засверливание.
Толщину линий знаков (ширину углублений делают в 2-3 раза больше требуемой толщины линий изображения на детали).
Далее поверхность углублений обезжиривают и заполняют изоляционным материалом, например эпоксидной смолой ЭД-5.
На обрабатываемой детали получают углубленный участок, соответствующий размерам клейма, на котором выступают знаки. Полученные знаки не выступают над поверхностью детали.
Предлагаемый электрод-инструмент обеспечивает получение четкого изображения наносимых знаков высотой 0,05-0,5 мм.
Формула изобретения Электрод-инструмент для электрохимическоГо маркирования, на рабочей поверхности которого вьшолнены знаки в виде углублений, отличающий с я тeм, что, с целью получения тонких линий изображения на детали, углубления на рабочей поверхности электрода-инструмента заполнены изоляционным материалом, а толщина линий знаков в 2-3 раза превышает требуемую толщину линий изображения на детали. .
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 419353, кл.В 23 Р 1/04, 1971.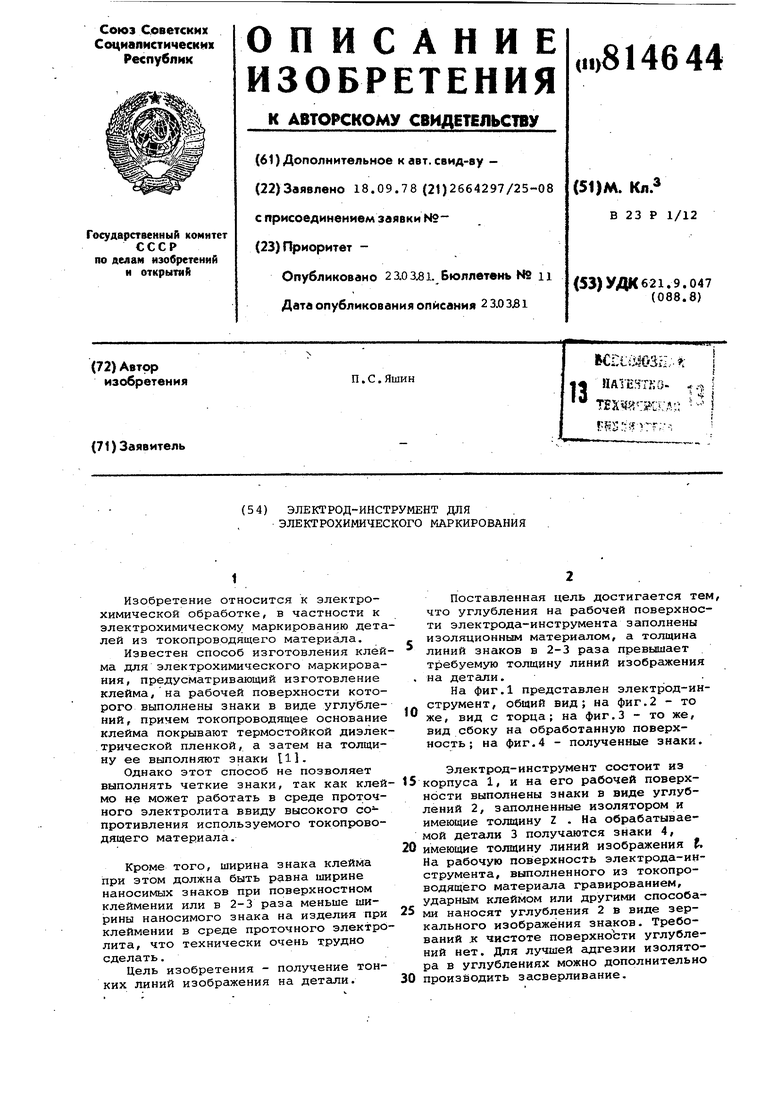
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1974 |
|
SU624758A1 |
| Способ электрохимического бестрафаретного маркирования | 1980 |
|
SU891302A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Электролит для электрохимического маркирования | 1985 |
|
SU1340948A1 |
| Электрод-инструмент для электрохимического маркирования | 1972 |
|
SU554989A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО КЛЕЙМЕНИЯ | 1972 |
|
SU347149A1 |
| Устройство для электрохимического клеймения деталей цилиндрической формы | 1978 |
|
SU709304A1 |
| Способ электрохимической размернойОбРАбОТКи | 1979 |
|
SU852482A1 |
| Способ электрохимического маркирования | 1982 |
|
SU1126400A1 |
| Электролит для электрохимического маркирования титановых сплавов | 1990 |
|
SU1779494A1 |
Фиг./
orof
Фи.2
1010
