(54) ОБДИР.ОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-шлифовальный станок | 1990 |
|
SU1743801A1 |
| Полуавтомат плоскошлифовальный | 1987 |
|
SU1563943A1 |
| Круглошлифовальный станок | 1981 |
|
SU1013217A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Обдирочно-шлифовальный станок | 1987 |
|
SU1553359A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1965 |
|
SU172649A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Защитно-вентиляционное устройство к токарному станку для плазменно-механической обработки | 1985 |
|
SU1268373A1 |
Изобретение относится к станкостроению, в частности .к обдирочношлифовальным станкам для обработки корпусных деталей. Известен обдирочно-шлифовальный станок для обработки корпусных- даталей, в котором ввод, продвижение и вывод деталей из зоны обработки производится с помощью приводной карет;ки. Для защиты оператора, от разбрызгивающейся шлифовальным кругом охлаждающей жидкости и от осколков шли фовгшьного круга в случае его разрыва в станке имеется неподвижное огра дение с подвижной защитной заслонкой, перекрывающей зону обработки пр обработке на станке l. Недостатком такого станка являетс то, что при .вводе и вьяводе каретки с деталью в зону обработки, необходимо предварительно раскрывать, а затем закрывать заслонку. При этом не обеспечивается безопасность работы оператора, так как во время ввода и вывода.каретки из зоны обработки невозможно предотвратить попадание в оператора охлаждакхцей жидкости или осколков шлифовального круга при его разрыве. Кроме того, при закрытии и раскрытии заслонки.необходим выстой каретки, что снижает производительность станка. Цель изобретения - обеспечение безопасности обслуживания и повышения производительности станка. Поставленная цель достигается тем, что обдирочно-шлифовальный станок для обработки корпусных деталей, содержит установленные на станине шлифовальные бабки с расположенными друг против друга шлифовсшьными кругами, образующими зону обработки, приводную каретку для ввода, продвижения и вывода деталей из зоны обработки и неподвижное, ограждение шлифовальных кругов с подвижной защитной заслонкой, защитная заслонка выполнена в виде поворотного полого цилиндрического кожуха-, цилиндрические поверхности которого расположены против зоны обработки, а ось поворота кожуха параллельно.образующим его цилиндрических, поверхностей, кожух снабжен вырезом для прохода каретки и вилкой, а каретка - роликом, взаимодействутацим .с пазом вилки, и копиром,, причем на ограждении установлен подпружиненный рычаг с ролиfeoM, взаимодействуквдим с копиром кагоетки, и пальцем для фиксации кожуха.
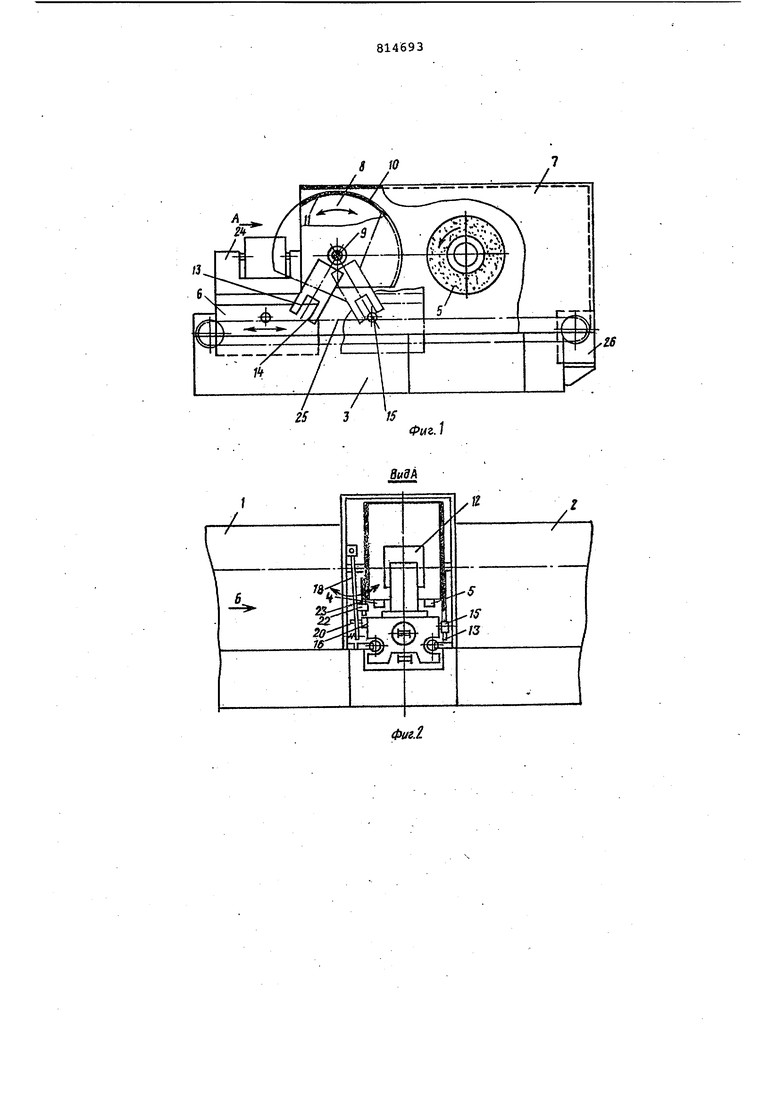
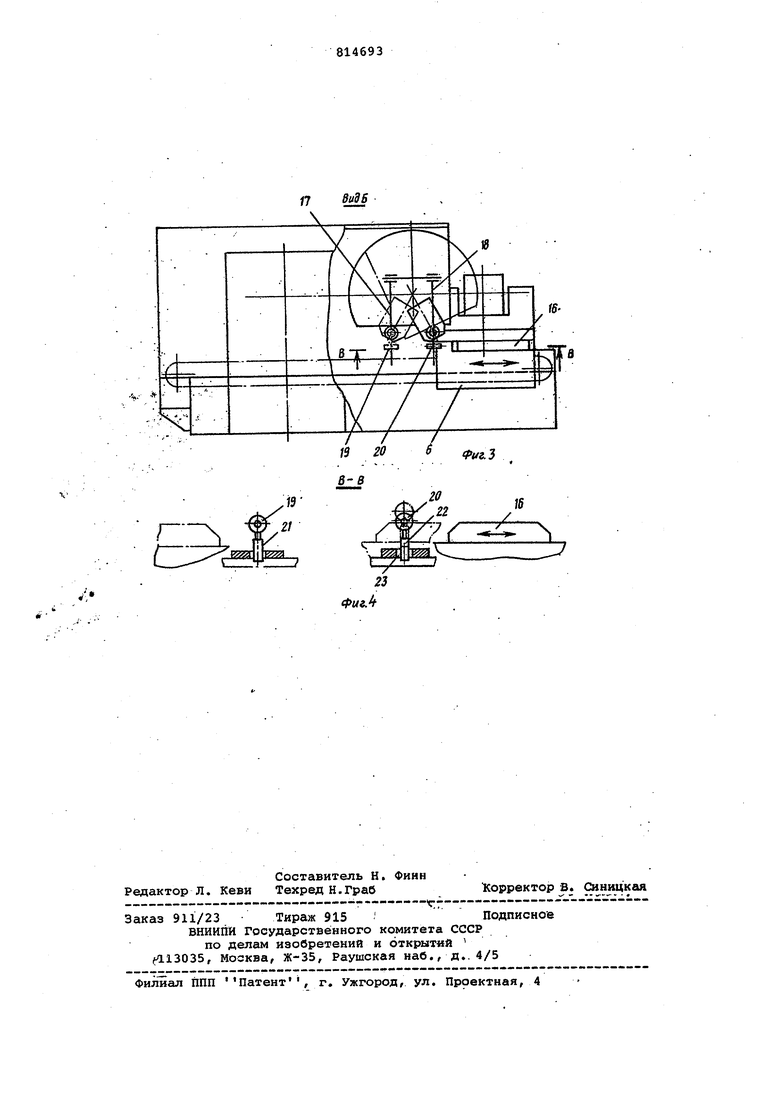
На фиг. 1 показан предлагаемый обг дирочно-пшифовальный станок, общий вид; на фиг. 2 - вид А на фиг. 1J на фиг. 3 - вид Б на фиг. 2/ на фиг,4 сечение В-В на фиг. 3 (два положения каретки).
Обдирочно-шлифовальный станок содержит две шлифовальные бабки 1 и 2, Установленные на станине 3, Шлифовальные круги 4 и 5 на шлифовальных бабках 1 и 2 расположены против друга и образуют зону обработки. Для ввода, продвижения и вывода деталей из зоны обработки в станке имеется . каретка б. Станок также имеет неподвиное огргикдение 7 шлифовгшьных кругов с подвижной защитной заслонкой, выполненной в виде поворотного.полого цилиндрического кожуха 8. Наружные и внутренние цилиндрические поверхности кожуха 8 расположены против зоны обработки, а ось поворота 9 кожуха параллельна образующим его цилиндрических поверхностей 10 и 11. Кожух 8 снабжен вырезом 12 для прохода каретки 6 с вилкой 13, с пазом 14, а каретка б - роликом 15, взаимодействующим с пазом 14 вилки 13, и копиром 16. На ограждении 7 установлены подпружиненные рычаги 17 и 18- с роликами 19 и 20, взаимодействующими с копиром 16 каретки, и пальцами 21 и 22 для фиксации кожуха по отверстию 23 в последнем. Каретка б имеет зажимное приспособление 24 для деталей и привод 25 ее поступательного перемещения с цепной передачей 26.Станок работает следующим образом.
После з-агрузки детали в зажимное приспособление каретка 6 перемещается (перемещение вправо на фиг. 1) в зону обработки. Копир 16 на каретке 6 взаимодействует с роликом 19 (положение каретки справа на фиг. 4) и отклоняет тем самым подпружиненные рычаги Д7 и 18. При отклонении рычага 17 палец 21 выходит из отверстия 23 кожуха 8. В это1 момент ррлик 15 каретки входит в паз 14 вилки 13 на. кожухе 8. При дальнейшем движении каретка 6 входит в вырез 12 поворотного полого цилиндрического кожуха 8 и за счет взаимодействия ее ролика 15 с вилкой 13 кожуха 8 осуществляет поворот последнего вокруг .оси 11. Происходит закрытие-зоны обработки внутрфнней цилиндрической поверхностью 1 кожуха 8. РОЛИК 20 рычйга 18 при
подходе каретки б к зоне обработки входит и выходит из контакта с копиром 16 каретки, происходит возврат рчагов 17 и 18 в исходное положение, а палец 22 входит в отверстие 23 кожуха 8, фиксируя.тем самым его положение.
При выходе каретки б с деталью из зоны обработки взаимодействие элементов станка осуществляется в обратном порядке, т. е. происходит взаимодействие ролика 20 рычага 18 с копиром 16 и расфиксация кожуха 8 при выходе пальца 22 нз отверстия 23. Ролик 15 каретки входит в паз 14 вилки 13 и поворачивает кожух 8 вокруг оси 11. Ко)хух 8 закрывает зону охлаждения своей наружной цилиндри.ческой поверхностью 9. При дальнейшем движении каретки б ролик 19 рычага 17 входит и выходит из контакта 1с копиром 16 каретки, а палец 21 входит в отверстие 23 кожуха, фиксируя
последний.
При этом закрытие зоны шлифования осуществляется надежно при одновременном движении каретки и без ее останова.
Формула изобретения
ОбдирЬчно-шлифовальный станок для обработки корпусных деталей, содержащий установленные на станине шлифовальные бабки Срасположенными друг против друга шлифовальными кругами, образующими зону обработки, прводную каретку для ввода, продвижения и вывода деталей из зоны обработки и неподвижное ограждение шлифовалных кругов с подвижной защитной заслонкой, отли.чающийся тем, что, с целью обеспечения безопасности обслуживания станка, защитная заслонка выполнена в виде полого поворотного цилиндрического кожуха, снаблсенного вилкой, установленной с возможностью взаимодействия с роликом приводной каретки станка, а неподвижное ограждение снабжено подпружиненными рычагами с роликами, установленными с возможностью взаимодействия с копиром каретки.
Источники информации, принятые во внимание при экспертизе
/
Фиг.1
И
2
/
...
16
ftfi3
Фиг.
