со ю
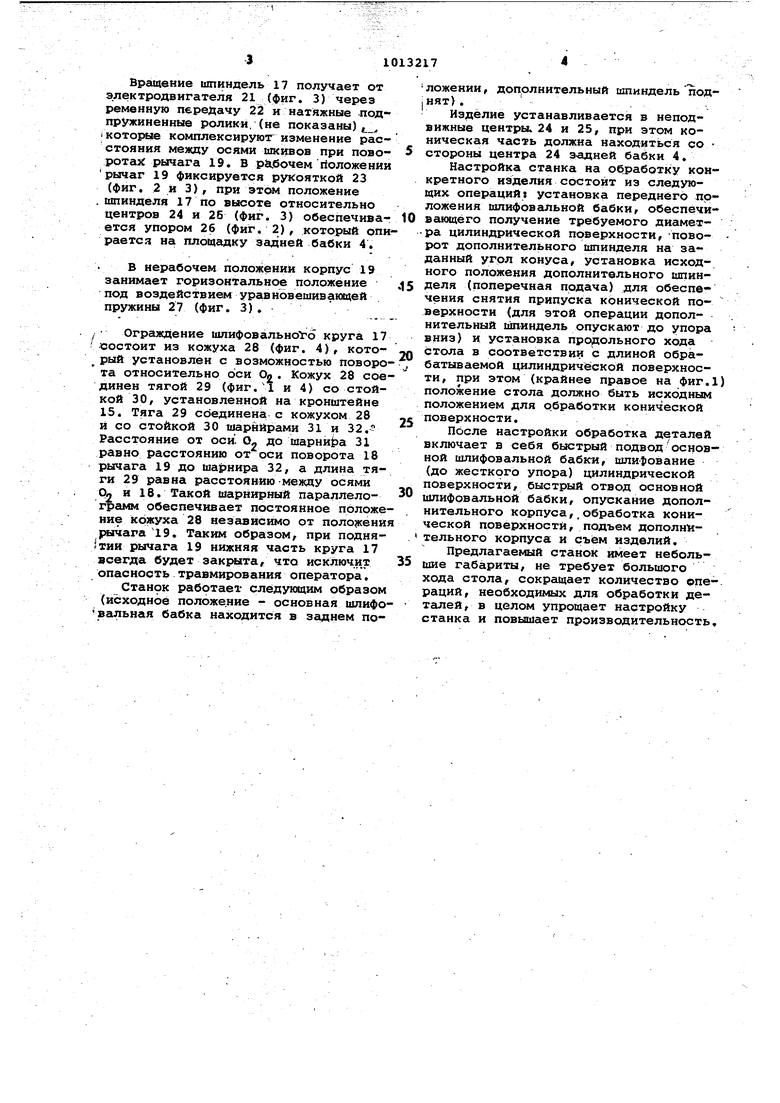
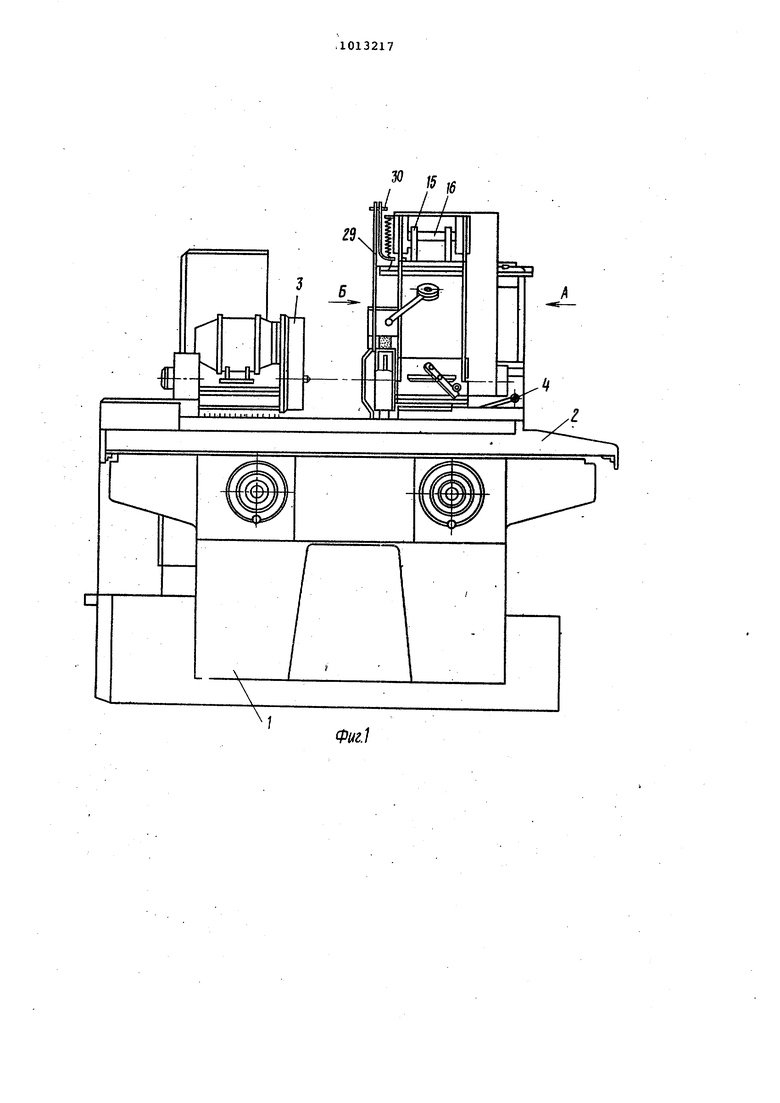
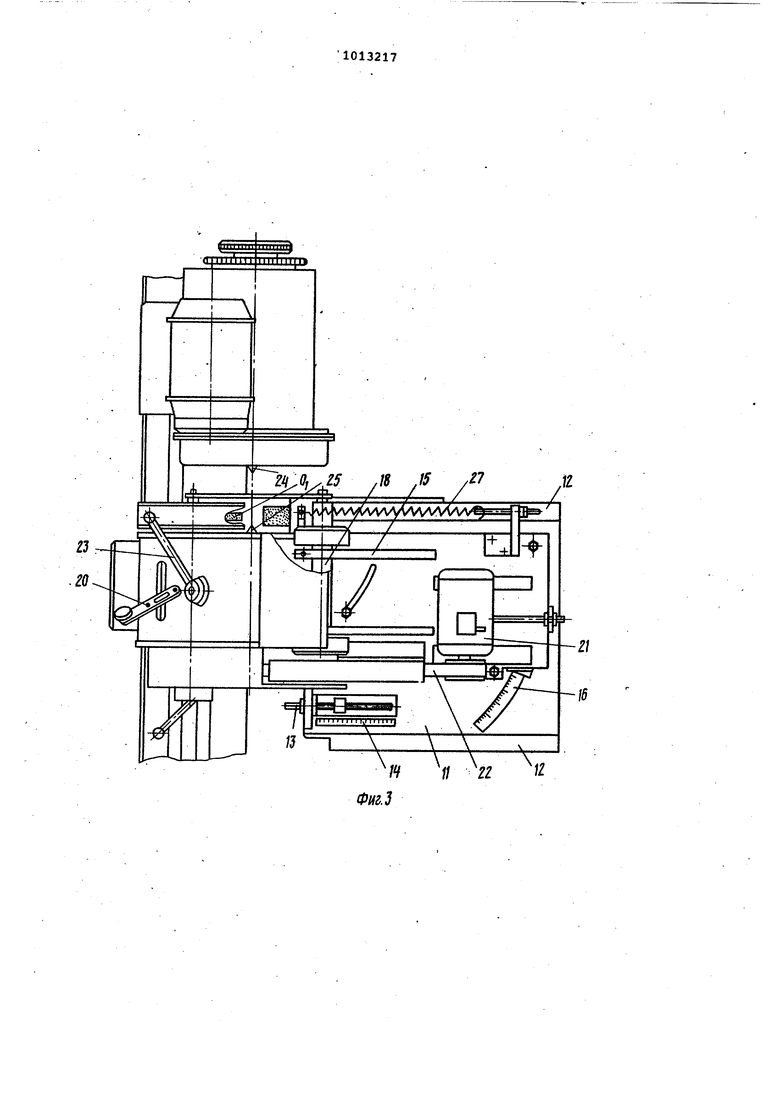
| Изобретение относится к станкостроению, в частности к станкам для шлифования цилиндрических и коничес, ких поверхностей, и может быть испол зовано для создания оборудования для обработки цилиндрической и заборной частей разверток с одной установки при продольной подаче. Известен круглошлифовальный станок для обработки цилиндрической и конической поверхностей, содержащий станину, подвижньай стол с передней и задней бабками и две шлифовальные бабки, установленные рядом. Дополнительная шлифовальная бабка может поворачиваться относительно вертикальной оси, что дает возможность устанавливать периферию круга параллельно образующей заборного конуса развертки. Кроме того, дополнительная шлифовальная бабка имеет поперечную подачу и перемещение вдоль образующей за борного конуса, развертки, что позво ляет шлифовать заборную часть продольнымходом круга вдоль образующей конуса. Все три движения дополнительно шлифовальной головки осуществляются вручную. Кроме того, предусмотрен быстрый отвод и подвод дополнительной шяифовальной бабки пиевмоцилиндром 1. Однако для данного станка характерны необходимость перегонки стола при обработке каждой детали и, как следствие, большие потери времени. Кроме того, требуется большой ход стола, так как дополнительный шлифовальный круг установлен на значитель ном расстоянии от основного. Известен также круглошлифовальный станок, содержащий кроме основной . шлифовальной бабки дополнительный; ишифовальный шпиндель, установленный на поворотном рычаге на корпусе основной шлифовальной бабки 2. В данном станке оба шлифовальных. круга находится в одной зоне и не требуются значительные осевые перемещения изделия. Однако основное наз начение дополнительного шпинделя шлифование отверстий - определило конструктивное выполнение ось допол нительного шпинделя параллельна оси шпинделя основной шлифовальной бабки и не имеет возможности какого-либо смещения. Цель изобретения об;работка цилиндрической и коничеак-ой поверхности за один установ. Поставленная цель достигается тем что круглошлифовальный станок, содер жащий станину, размещенные на ней подвижный стол-с передней и задней бабками и основную шлифовальную бабку, дополнительный шлифовальный шпин дель, установленный в поворотном относительно горизонтальной оси рычаге, и защитные кожухи, снабжен подвижной кареткой, установленной на основной шлифовальной бабке, и поворотным относительно вертикальной оси кронштейном, связанным с кареткой, на которой смонтирована горизонтальная ось поворота рычага, а дополнительный шпиндель выполнен подвижным в осевом направлении относительно поворотного рычага. Кроме того, защитный кожух шлифовального круга дополнительного шпинеля выполнен поворотным и шарнирно связан с поворотным кронштейном введенной в станок тяги. На фиг. 1 показан станок со стороны обслуживания, общий вид; на фиг.2вид А на фиг. 1; на фиг. 3 - станок, вид сверху; на фиг. 4 - вид Б на фиг. 1. Станок содержит станину 1, подвижный стол 2 с установленными на нем бабкой 3 изделия и задней бабкой 4 (фиг. 1 и 2). На станине установлена основная шлифовальная бабка5 (фиг.2) со шлифовальннлм кругом.6.для шлифов1КИ цилиндрической поверхности изде-. лия. На ней закреплена плита 7 .посредством стоек 8-10. На плите 7 расположена каретьГа 11 (фиг. 3), которая может перемещаться по направляющим 12 с помощью винта 13. Для регистрации перемещения имеется шкала 14. На каретке 11 установлен поворот.ный кронштейн 15 (фиг, 1-4), который может поворачиваться относительно вертикальной оси. Для регистрации поворота служит шкала 16 (фиг, 3). Вертикальная ось поворота кронштейна 15 проходит через точку С (фиг. 3), являющуюся точкой пересечения плоскости внешнего торца шлифовального круга 17 (фиг. 2 и 4) для обработки конической поверхности и образующей этого круга, лежащей в плосжости осей обоих кругов между ними, Эго обеспечивает постоянное исходное положение круга при поворотах его на угол, соответствующий углу обрабатываемой конической поверхности, и не требует дoпoлнитeльн Jx перемещений круга в горизонтальной плоскости, I На кронштейне 15 на горизонтальной оси 18 смонтирован поворотный рычаг 19 (фиг. 2 И 4), в котором установлен дополнительный, шлифовальный ишиндель с кругом 17 на направляквдих (не показаны), к с помощью рукоятки 20 (фиг. 2 и 3) круг имеет возможность перемещения вдоль своей оси для обеспечения продольного хода его зздоль &бразующей обрабатываемой конической поверхности. Вращение шпиндель 17 получает от электродвигателя 21 (фиг. 3) через ременную передачу 22 и натяжные подпружиненные ролики, (не показаны) t, которое комплексируют изменение расстояния между осями шкивов при поворотах рычага 19. В ра.6очем положении рычаг 19 фиксируется рукояткой 23 (фиг. 2 и 3), при этом положение .шпинделя 17 по высоте относительно центров 24 и 26 (фиг. 3} обеспечивается упором 26 (фиг. 2), который опи рается на площадку задней бабки 4. В нерабочем положений корпус 19 занимает горизонтальное положение под воздействием уравновешивакхдей пружины 27 (фиг. 3). / Огргикдение шлифовального круга 17 г состоит из кожуха 28 (фиг. 4), кото рый установлен с возможностью поворо та относительно оси О2. Кожух 28 сое динен тягой 29 (фиг.1 и 4) со стойкой 30, установленной на кронштейне 15. Тяга 29 сЬединена с кожухом 28 и со стойкой 30 шар1й йрами 31 и 32. Расстояние от оси. Q до шарниЬа 31 равно расстоянию от оси поворота 18 рычага 19 до шарнира 32, а длина тяги 29 равна расстоянию между осями О- и 18. Такой шарнирный параллелограмм обеспечивает постоянное положе ние кожуха 28 независимо от положени рычага 19. Таким образом, при подня1тии рычага 19 нижняя часть круга 17 всегда будет закрмата, что исключит опасность травмирования оператора. Станок работает следующим образом (исходное положение - основная шлифо вгшьная бабка находится в заднем положении, дополнительный шпиндельподИзделие устанавливается в неподвижные центры. 24 и 25, при этом коническая часть должна находиться со стороны центра 24 з-адней бабки 4. Настройка станка на обработку конкретного изделия состоит из следующих операций; установка переднего положения шлифовёшьной бабки, обеспечивающего получение требуемого диаметра цилиндрической поверхности, -пово- рот дополнительного шпинделя на заданный угол конуса, установка исходного положения дополнительного шпинделя (поперечная подача) для обеспечения снятия припуска конической поверхности для этой операции дополнительный шпиндель опускают до упора вниз) и установка продольного хода стола в соответствии с длиной обрабатываемой цилиндрической поверхности, при этом (крайнее правое на Фиг.1) положение стола должно быть исходным положением для о.бработки конической поверхности. После настройки обработка деталей включает в себя быстрый основной шлифовальной бабки, шлифование (до жесткого упора) цилиндрической поверхности, быстрый отвод основной шлифовальной бабки, опускание дополнительного корпуса,.обработка конической поверхности, подъем дополнмтельного корпуса и съём изделий. Предлагаемый станок имеет небольшие габариты, не требует большого хода стола, сокращает количество операций, необходимых для обработки деталей, в целом упрощает настройку станка и повышает производительность.
Фиг.1
fl||jjTT
11111 и 111 и
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Круглошлифовальный станок Галахова | 1977 |
|
SU891351A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ПРИ ИЗГОТОВЛЕНИИ ИНСТРУМЕНТОВ ИЗ ТВЕРДОГО СПЛАВА И КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИСХОДНЫХ ЗАГОТОВОК ПРИ ИЗГОТОВЛЕНИИ ИНСТРУМЕНТОВ ИЗ ТВЕРДОГО СПЛАВА | 2004 |
|
RU2312002C2 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ШЛИФОВАНИЯ ЗАГОТОВКИ В ПОДРЕЗКУ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1999 |
|
RU2238182C2 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| УЧЕБНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2023 |
|
RU2816474C1 |

1. КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК, содержащий станину, размещенные на ней подвижный стол с передней и задней бабками и основную шлифовальную бабку, дополнительный шлифовальный шпиндель, установленный в поворотнрм относительно горизонтальной оси рЕлчаге, и защитные кожухи, отличающийся тем,, что, с-целью обработки цилиндрической и конической поверхностей за один установ, он снабжен подвижной кареткой, установленной на основной шлифовальной бабкэ, и поворотным относительно вертикальной оси кронштейном, связанньол с кареткой, на. которой смонтирована горизонтальная ось поворота рвгчага/ а дополнительный шпиндель выполнен подвижным в осевом направлении относительно поворотного рычага. 2. Станок по п. 1, отличающий с я тем, что защитный кожух шлифовального круга дополнительн9го шпинделя выполнен поворотным и g нирно связан с поворотным кронштейсл ном посредством введенной, в станок тяги. I
,№ /5 /7 W / / N
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Круглошлифовальный станок Галахова | 1977 |
|
SU891351A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Универсальный круглошлифовальный станок мод | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| инструмент | |||
