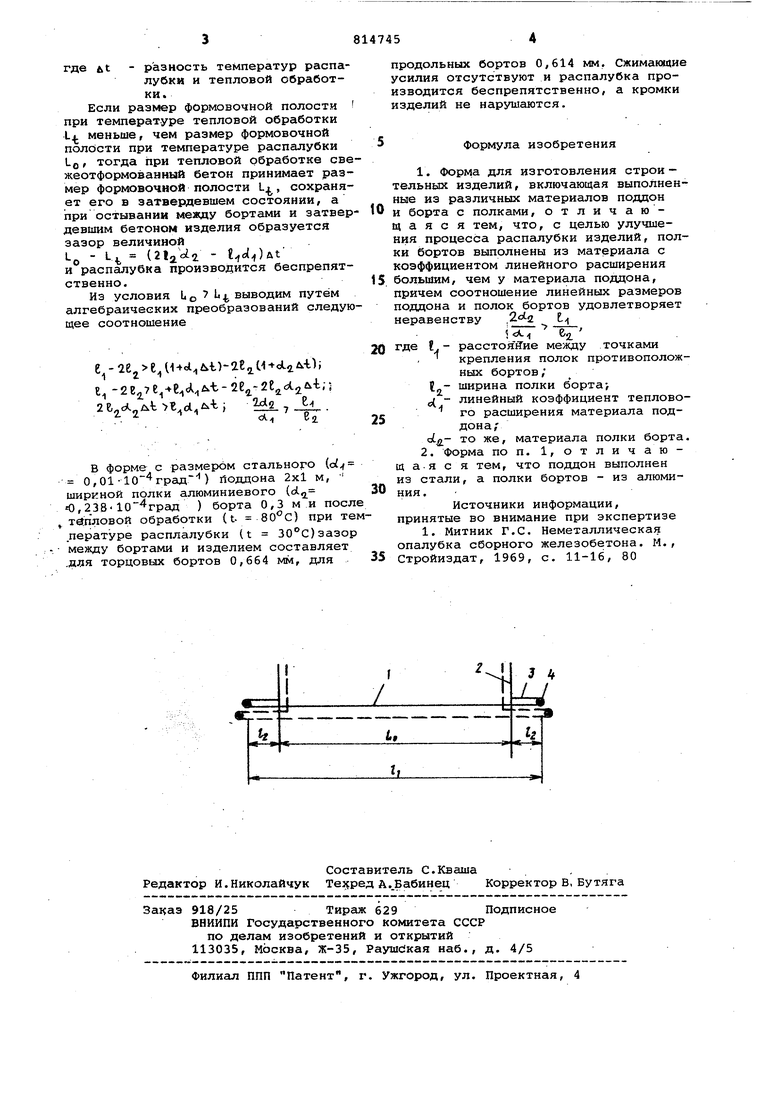
Изобретение относится к изготовле нию железобетонных и подобных издели подвергаег ых в процессе твердения тепловой обработке.. Известна форма, включающая выполненные из различных материалов поддо продольные и торцовые борта в виде профиля с полкой, прикрепленной к поддону по ее наружной грани l. Однако при тепловой обработке изделий в такой форме в результате тем пературного расширения бортов и поддона увеличивается размер формовочно полости, заполненной бетонной смесью При остывании размер формовочной полости фиксируется затвердевшим бетоном изделия, в результате чего воз никают сжимающие усилия, которые при жимают борта к изделию, затрудняют распалубку и снижают качество работ, так как при отрыве бортов повреждают ся кромки изделий. Цель изобретения - улучшение процесса распалубки изделий. Указанная цель достигается- тем, что в форме, включающей выполненные из -различных материалов поддон, продольные и торцовые борта с полками, полки бортов выполнены из материала, имеклдего линейный коэффициент теплового расширения больший, чем материал поддона, а соотношение линейных размеров поддона и полок бортов удовлетворяет неравенству -1 г 1 расстояние между точка ш крепления полок противоположных бортов , Jj- ширина полки борта, oL. - линейный коэффициент теплового расширения материала поддона; то же, материала полки борта. Поддон выполнен из стали, а полки бортов- из алюминия. На чертеже изображена предлагаемая форма, схематический разрез. Сплошной линией обозначены размеры формы при температуре распалубки, пунктиром при температуре тепловой обработки. Форма имеет поддон 1, борта 2 с олками 3, прикрепленными к поддону в точках 4. Размер формовочной полости при температ.уре распалубки . -о Ьг аРазмер формовочной полости, при температурю тепловой обработки L. t(i ) - +ot,). где At - разность температур распа лубки и тепловой обработки. Если размер формовочной полости при температуре тепловой обработки LA меньше, чем размер формовочной полости при температуре распалубки LO, тогда при тепловой обработке св жеотформованный бетон принимает раз мер формовочной полости L, сохраня ет его в затвердевшем состоянии, а при остывании между бортами и затвер девшим бетоном изделия образуется зазор величиной o -л ( - ,d)ut и распалубка производится беспрепят ственно. Из условия LO t выводим путём алгебраических преобразований следу щее соотношение ,.t)-2e, Е,-2Е,7e,e,J,t-26,. 2Е,,,а ,-t} в форме с размером стального (ci 0,01-10 4град-) йоддона 2x1 м, шириной полки алюминиевого (о1.,2 Ю,23810 град ) борта 0,3 ми пос , тепловой обработки (t- ) при т .пературе расплалубки (t 30°С)зазо между бортами и изделием составляет .для торцовых бортов 0,664 мм, для продольных бортов 0,614 мм. Сжимающие усилия отсутствуют и распалубка производится беспрепятственно, а кромки изделий не нарушаются. Формула изобретения 1. Форма для изготовления строи - тельных изделий, включающая выполненные из различных материалов поддон и борта с полками, отличающаяся тем, что, с целью улучшения процесса распалубки изделий, полки бортов выполнены из материала с коэффициентом линейного расширения большим, чем у материала поддона, причем соотношение линейных размеров поддона и полок бортов удовлетворяет .2ot2 неравенству i х е-г где . - paccTOHiftie между точками , крепления полок противоположных бортов; t - ширина полки борта-, о( - линейный коэффициент теплово го расширения материала поддона;of.- то же, материала полки борта. 2. Форма по п. 1, отличающ а.я с я тем, что поддон выполнен из стали, а полки бортов - из алюминия. Источники информации, принятые во внимание при экспертизе 1. Митник Г.С. Неметаллическая опалубка сборного железобетона. М., Стройиздат, 1969, с. 11-16, 80
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления строительных изделий | 1981 |
|
SU961965A2 |
| Форма для изготовления изделий из бетонных смесей | 1991 |
|
SU1794027A3 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Установка для формирования объемных элементов | 1980 |
|
SU874362A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1135658A1 |
| Способ изготовления строительных, преимущественно ячеистобетонных, изделий и установка для его осуществления | 1990 |
|
SU1753938A3 |
| ТЕРМОБЛОК, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2157875C2 |
| Бортоснастка для изготовления изделий из бетонной смеси | 1989 |
|
SU1662861A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2101170C1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1140960A1 |
