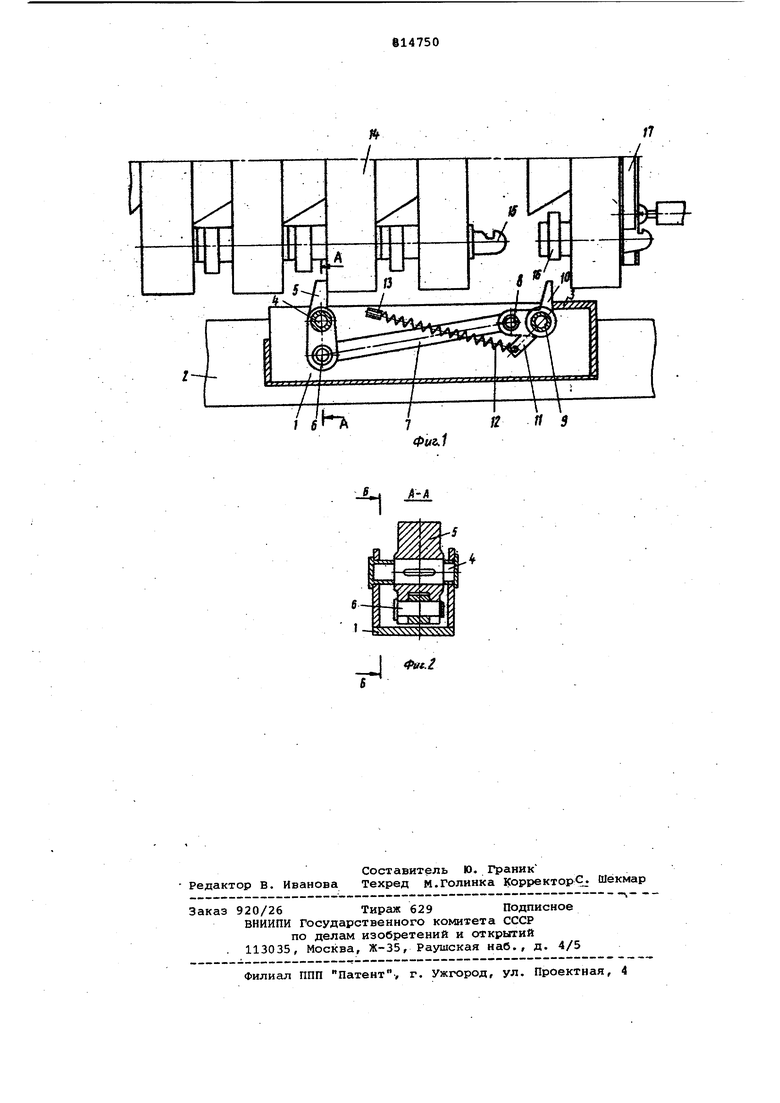
Изобретение относится к прои водству изделий сборного бетона и железобетона. Известна установка для изготовле ния изделий в кассетных фсэрмах, содержащая станину с опертыми на ролики разделительными щитами, тележ ки, механизмы перемещения и распалубки щитов, устройство подачи пара, прижиьдаую раму 1 . Наиболее близкой к предлагаемой является установка для изготовления железобетонных изделий в кассетных формах, содержащая рс1му с направляющими для перемещения прогреваемых щитов, опертых на катки, механизма перемещения и распалубки, чистки и смазки щитов, кантователи ( и устройство, для укладки арматурных каркасов 2 . Недостатком известных установок является высокая трудоемкость сбор щитов в пакет. Цель изобретения - сокращение т доемкости сборки щитов. Указанная цель достигается тем, что в установке для изготовления изделий в кассетных формах, содерж щей раму с направляющими, опертый на них посредством катков пакет те ловых щитов с замками,механизм сплачивания выполнен в виде смонтированных на раме и расположенных по торцам щитов шарнирных трехзвенников, каждый из которых состоит из соеди ненных центральной тягой подпружиненного переднего и заднего по ходу движения поворотных клиновидных упоров. На фиг.1 схематично изображен общий вид установки для изготовления изделий в кассетной форме; на фиг. 2 - разрез А-А на фиг.1. Установка для изготовления изделий в кассетных формах содержит 1««ханизм упорных клиньев, включающий корпус 1, неподвижно закрепленный на раме 2 и выполненный с упором 3. В корпусе 1 с помощью шарнира 4 закреплено прямое звено трехзвенника имеющее на одном конце упорный клин 5. Другой конец прямого звена с помощью шарнира б соединен со вторым звеном - центральной тягой 7, в.торой конец которой с помсядью шарнира 8 соединен с концом прямоугольного звена, закрепленного на корпусе с помощью шарнира 9. Второй конец прямоугольного звена выполнен в виде рычага 10. На пряMoyrojibHOM эвене с внешней стороны угла в зоне шарнирного соединения 8 на приливе 11 закреплен конец растянутой пружины 12, другим концом прикрепленной к верху корпуса с помощью кронштейна 13. На чертеж,ах также показаны тепловые 1циты 14, замковый штырь 15, рамка 16 замка щита и плита 17 подающего привода.
Установка работает следукнцим образом.
В процессе подачи нового щита 14, плита 17 подающего привода перемещае новый щит 14 в сторону пакета. При этом упорный клин 5 стоит в положени упора, ось тяги 7 расположена выше шарнира 9 и поскольку рычаг 10 оперт в упор 3, то клин 5 находится в замкнутом положении. Щит 14 пакета находится в контакте с клином 5, замковы штырь 15 и замыкакяцая рамка 16 свобо ны. При дальнейшем продвижении, перемещающийся щит 14 надавливает.на рычаг 10, поворачивает его, растягивая еще больше пружину 12 и, выводя из положения замка тягу 7, через нее начинает пооврачивать упорный клин 5, освобождая путь щиту 14, находившемуся с ним в зацеплении. При дальнейшем продвижении щита, под давлением плиты 17 щит .14 пакета надвигается на УП015НЫЙ клин 5, поворачивает его еще дальше,поворачивая одновременно и рычаг 10. В это время начинает перемещаться весь пакет, при этом рамка 16 большей частью входит в выемку штыря 15 и обеспечивает соединенйе щитов.
После прохода щита 14 над упорным клином 5, прямоу гольное з вено под воздействием пружины 12 поворачивается на шарнире 9 в обратную сторону. При этом рычаг 10 упирается в упор 3, шарнир 8 тяги 7 переходит в верхнее положение и упорный клин 5 вновь переходит в положение замкнуто. При дальнейшем продвижении щит 14 доходит до упорного клина 5 и останавливается, а поджатие нового щита 14 плитой 17 производится на максимальное усилие, при котором оставшаяся недожатая рамка 16 входит в илемку штыря 15 и обеспечивает соединение щитов. После этого плита 17 привода подачи отходит обратно, происходит захват нового щита и цикл повторяется.
Формула изобретения
Установка для изготовления изделий в кассетных формах,содержащая раму с: направляиадими, опертый на них посредством катков пакет тепловых щитов с замками, механизм сплачивания и перемещения щитов,о тличающая с я тем, что, с целью сокращения трудоемкости сборки щитов, механизм сплачивания выполнен в виде смонтированных на раме и расположенных по торцам щитов шарнирных трехзвенников, каждаай из которых состоит из соединенных центральной тягой подпру-, жиненного переднего и заднего по ходу движения поворотных клиновидных упоров. .
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 272867, кл. В 28 В 7/24, 1968.
2.Авторское свидетельство СССР P 284666, кл. В 28 В 7/24, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка | 1988 |
|
SU1585168A1 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетная установка для изготовления строительных изделий | 1982 |
|
SU1113257A1 |
| Кассетная установка для изготовления изделий из бетонных смесей | 1977 |
|
SU743878A1 |
| Кассетная установка | 1978 |
|
SU727448A1 |
| Кассетная установка | 1980 |
|
SU967844A1 |
| Кассетная установка для изготовления изделий из бетонных смесей | 1977 |
|
SU715333A1 |
| Кассетно-конвейерная линия для изготовления железобетонных изделий | 1987 |
|
SU1544575A1 |
| Установка для изготовления железобетонных изделий в кассетных формах | 1979 |
|
SU863363A1 |
- ±±
т
J
т
