Изобретение относится к строительной индустрии, в частности к кассет- но-конвейерным линиям для изготовления железобетонных изделий.
Цель изобретения - повышение производительности, снижение трудоемкости и металлоемкости.
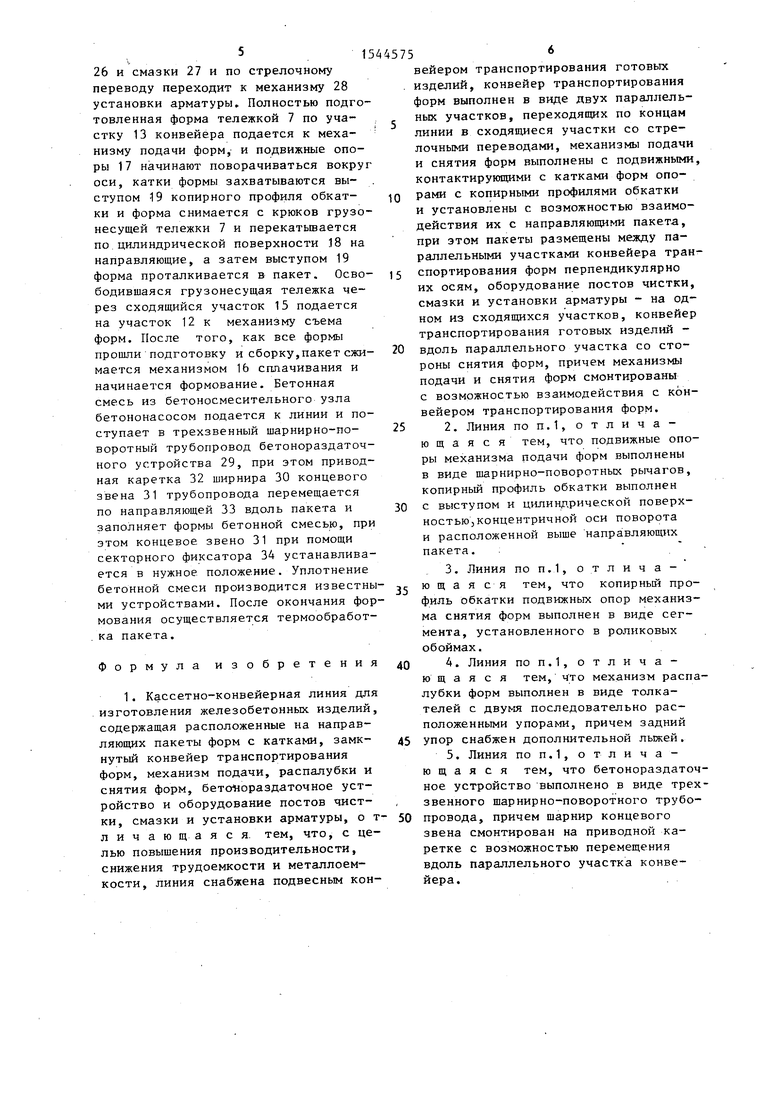
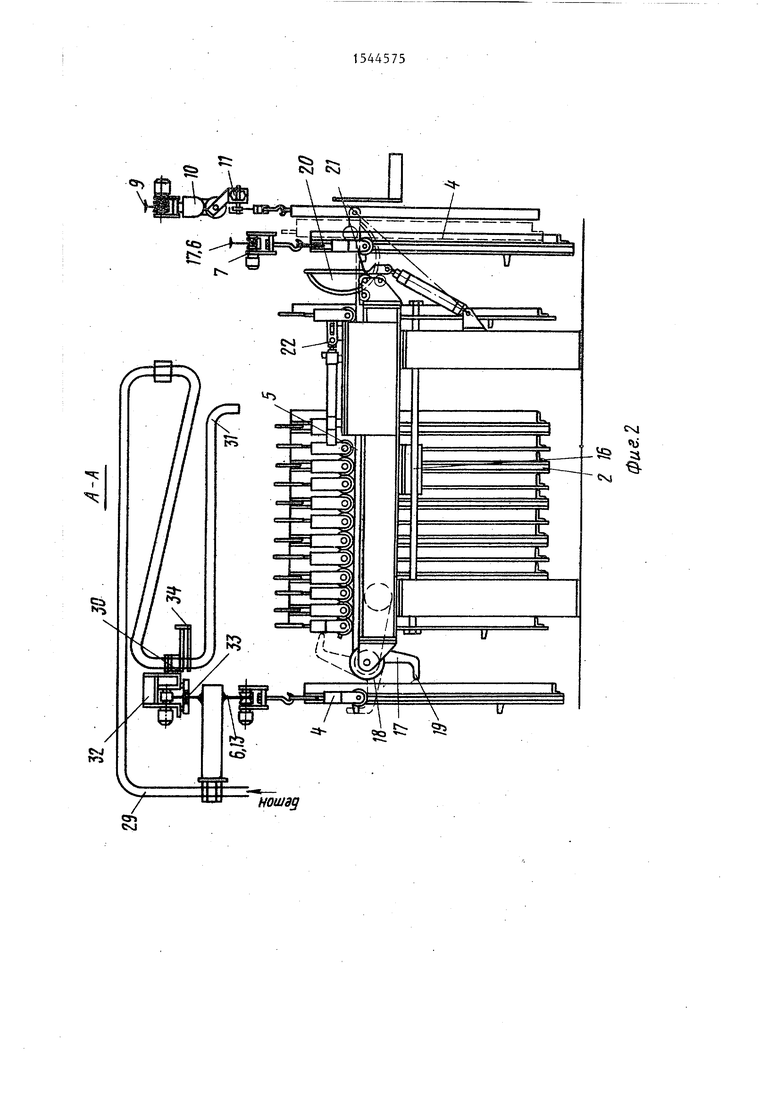
На фиг. 1 представлена кассетно-кон- вейерная линия, план; на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел I на фиг.1:, на фиг.4 - узел II на фиг.
Кассетно-конвейерная линия состоит из пакетов 1-3 форм-отсеков 4 с катками, установленных на направляющих 5, замкнутого конвейера 6 транспортирования форм, выполненного в виде монорельса и грузонесущих тележек 7, на которых подвешиваются формы-отсеки 4, конвейеры 8 отделки готовых изделий и подвесного конвейера 9 для транспортирования изделий с тельферной тележкой 10 и траверсой 11 для строповки изделий. Замкнутый конвейер выполнен с двумя встречно- параллельными участками 12 и 13 и двумя сходящимися участками по торцам линии, снабженными стрелочными переводами 14 и 15. Пакеты 1-3 форм
Q
5
0
5
одном из сходя1дихся участков 14 конвейера установлены механизмы чистки 26, смазки 27 и установки арматуры 28. Бетонораздаточное устройство 29 выполнено в виде трехэленного шарнир- но-поворогного трубопровода, причем шарнир 30 концевого звена 31 смонтирован на приводной каретке 32,установленной на дополнительной направляющей 33, расположенной вдоль одного из встречно-параллельных участков 12 конвейера и снабженной секторным фиксатором 34 концевого звена.
Линия работает следующим образом.
Пакеты 1-3 форм 4 последовательно проходят стадии формования, термообработки, распалубки и подготовки форм. При прохождении пакетом 1 стадии формования пакет 2 проходит стадию распалубки и подготовки форм, а пакет 3 - стадию термообработки.
Распалубка, подготовка форм и сборка пакета производятся следующим образом. Освобождаются механизмы 16 сплачивания, подвижные опоры с копирными профилями обкатки в виде сегмента 20 прокатываются в роликовых обоймах 21 и занимают горизон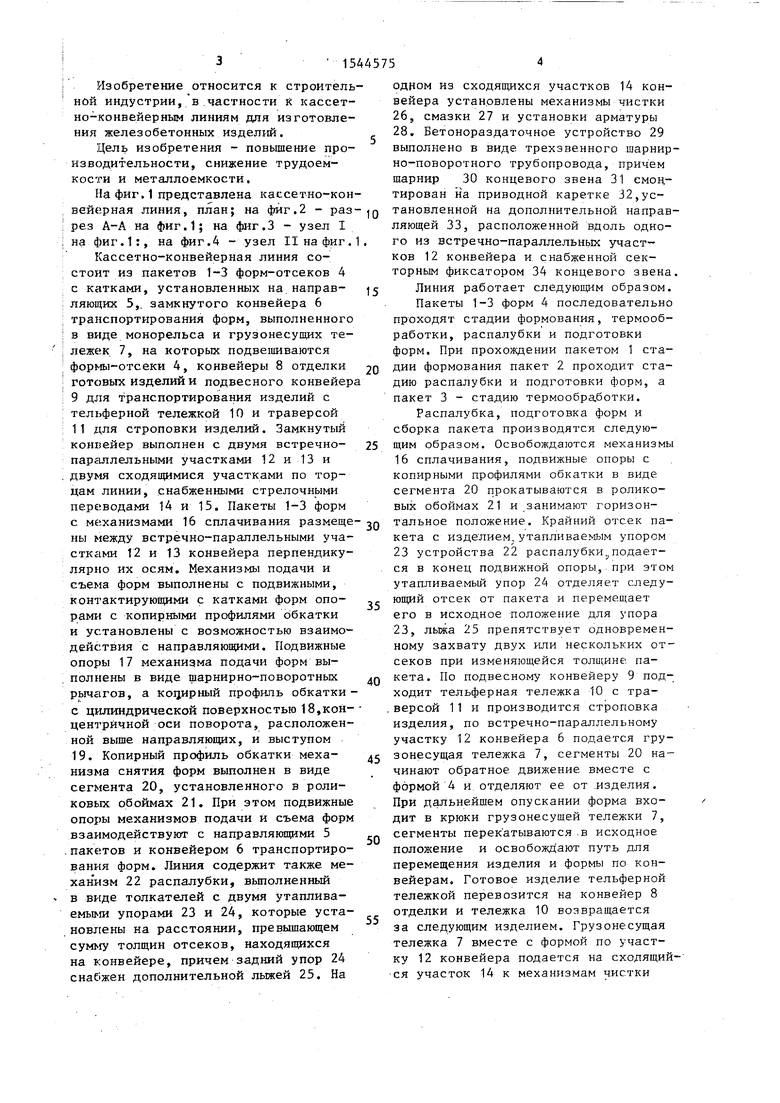
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная линия для изготовления строительных изделий | 1990 |
|
SU1785906A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Кассетно-конвейерная линия для изготовления железобетонных изделий | 1987 |
|
SU1530462A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетная линия | 1986 |
|
SU1530465A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Установка для изготовления строительных изделий | 1989 |
|
SU1701540A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2076041C1 |
| Вертикально-замкнутый тележечный конвейер | 1981 |
|
SU982992A1 |
| Роторно-конвейерная линия для вертикально формуемых изделий | 1987 |
|
SU1694383A1 |
Изобретение относится к строительной индустрии, в частности к кассетно-конвейерным линиям для изготовления железобетонных изделий. Изобретение позволяет повысить производительность, снизить трудоемкость и металлоемкость благодаря тому, что линия снабжена подвесным конвейером 9 транспортирования готовых изделий 8, конвейер 6 транспортирования форм 4 выполнен в виде двух параллельных участков 12,13, переходящих по концам линии в сходящиеся участки со стрелочными переводами 14,15, механизмы подачи и снятия форм выполнены с подвижными, контактирующими катками форм 4 опорами 17,20 с обкатными профилями обкатки и установлены с возможностью взаимодействия их с направляющими 5 пакета, при этом пакеты 1,2,3 размещены между параллельными участками 12,13, переходящих по концам линии в сходящиеся участки со стрелочными переводами 14,15, механизмы подачи и снятия форм выполнены с подвижными, контактирующими катками форм 4 опорами 17,20 с обкатными профилями обкатки и установлены с возмож
иванов валерий иванович
гирлин геннадий иванович+1266747моULD FoR макING аRтIсLеS FRом соNсRете мIхеS11 300600 тула, пр-т ленина 10811 300045 тула, кауля 6-5
11 300028 тула, 6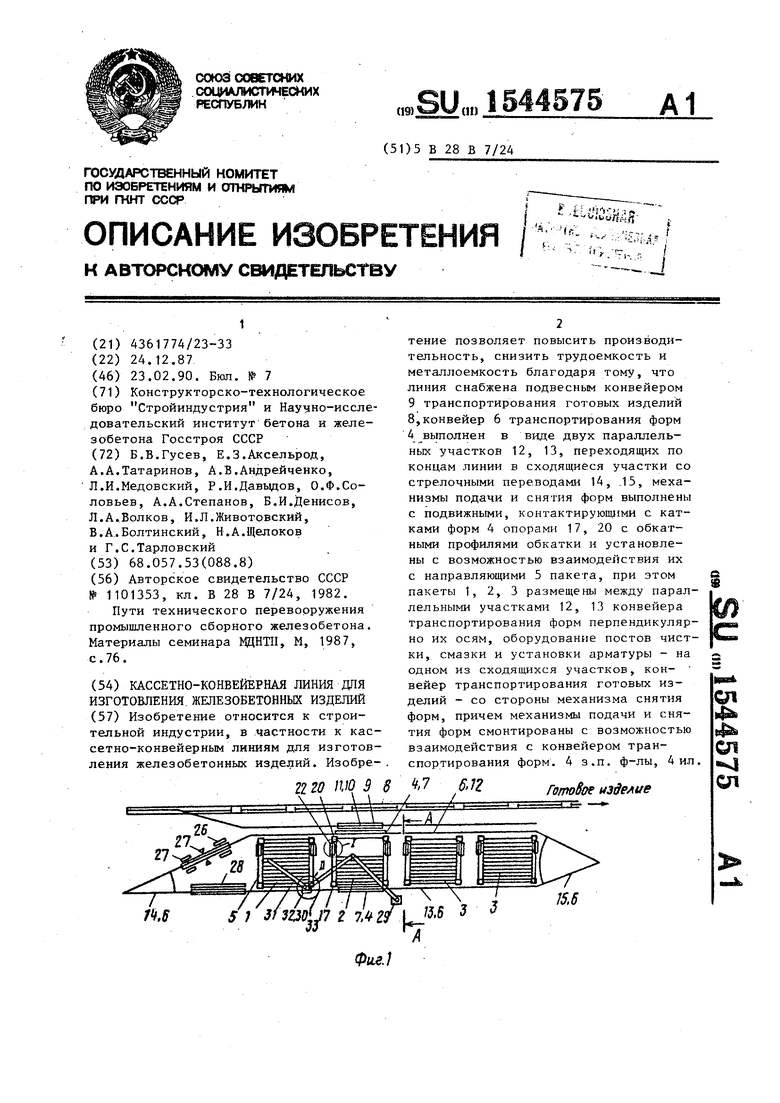
с механизмами 16 сплачивания размеще- -JQ тальное положение. Крайний оттек паны между встречно-параллельными участками 12 и 13 конвейера перпендикулярно их осям. Механизмы подачи и съема форм выполнены с подвижными, контактирующими с катками форм опорами с копирными профилями обкатки и установлены с возможностью взаимодействия с направляющими. Подвижные опоры 17 механизма подачи форм выполнены в виде шарнирно-поворотных рычагов, а коп,ирный профиль обкатки - с цилиндрической поверхностью .концентричной оси поворота, расположенной выше направляющих, и выступом 19. Копирный профиль обкатки механизма снятия форм выполнен в виде сегмента 20, установленного в роликовых обоймах 21. При этом подвижные опоры механизмов подачи и съема форм взаимодействуют с направляющими 5 пакетов и конвейером 6 транспортирования форм. Линия содержит также механизм 22 распалубки, выполненный в виде толкателей с двумя утапливаемыми упорами 23 и 24, которые установлены на расстоянии, превышающем сумму толщин отсеков, находящихся на конвейере, причем задний упор 24 снабжен дополнительной лыжей 25. На
5
0
5
0
5
кета с изделием.утапливаемым упором 23 устройства 22 распалубки,подается в конец подвижной опоры, при этом утапливаемый упор 24 отделяет следующий отсек от пакета и перемещает его в исходное положение для упора 23, лыжа 25 препятствует одновременному захвату двух или нескольких отсеков при изменяющейся толщине пакета. По подвесному конвейеру 9 подходит тельферная тележка 10 с траверсой 11 и производится строповка изделия, по встречно-параллельному участку 12 конвейера 6 подается гру- зонесущая тележка 7, сегменты 20 начинают обратное движение вместе с формой 4 и отделяют ее от изделия. При дальнейшем опускании форма входит в крюки грузонесушей тележки 7, сегменты перекатываются в исходное положение и освобождают путь для перемещения изделия и формы по конвейерам. Готовое изделие тельферной тележкой перевозится на конвейер 8 отделки и тележка 10 возвращается за следующим изделием. Грузонесушая тележка 7 вместе с формой по участку 12 конвейера подается на сходящийся участок 14 к механизмам чистки
ь15
26 и смазки 27 и по стрелочному переводу переходит к механизму 28 установки арматуры. Полностью подготовленная форма тележкой 7 по участку 13 конвейера подается к механизму подачи форм, и подвижные опоры 17 начинают поворачиваться вокруг оси, катки формы захватываются выступом 19 копирного профиля обкатки и форма снимается с крюков грузо- несущей тележки 7 и перекатывается по цилиндрической поверхности 18 на направляющие, а затем выступом 19 форма проталкивается в пакет. Освободившаяся грузонесущая тележка через сходящийся участок 15 подается на участок 12 к механизму съема форм. После того, как все формы прошли подготовку и сборку,пакет сжимается механизмом 16 сплачивания и начинается формование. Бетонная смесь из бетоносмесительного узла бетононасосом подается к линии и поступает в трехзвенный шарнирно-по- воротный трубопровод бетонораздаточ- ного устройства 29, при этом приводная каретка 32 ширнира 30 концевого звена 31 трубопровода перемещается по направляющей 33 вдоль пакета и заполняет формы бетонной смесью, при -этом концевое звено 31 при помощи секторного фиксатора 34 устанавливается в нужное положение. Уплотнение бетонной смеси производится известными устройствами. После окончания формования осуществляется термообработка пакета.
Формула изобретения
вейером транспортирования готовых изделий, конвейер транспортирования форм выполнен в виде двух параллельных участков, переходящих по концам линии в сходящиеся участки со стрелочными переводами, механизмы подачи и снятия форм выполнены с подвижными, контактирующими с катками форм опорами с копирными профилями обкатки и установлены с возможностью взаимодействия их с направляющими пакета, при этом пакеты размещены между параллельными участками конвейера транспортирования форм перпендикулярно их осям, оборудование постов чистки, смазки и установки арматуры - на одном из сходящихся участков, конвейер транспортирования готовых изделий вдоль параллельного участка со стороны снятия форм, причем механизмы подачи и снятия форм смонтированы с возможностью взаимодействия с конвейером транспортирования форм.
с выступом и цилиндрической поверх- ностьЮ)Концентричной оси поворота и расположенной выше направляющих пакета.
упор снабжен дополнительной лыжей.
r -d- ir
/-K
tt
-o-c
x
п
1544575 /
22
/
фиг.З
SO
Я
ФигЛ
| Кассетная линия для изготовления сборных железобетонных изделий | 1982 |
|
SU1101353A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Пути технического перевооружения промышленного сборного железобетона | |||
| Материалы семинара МДНТП, М, 1987, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
