Изобретение относится к промышленности строительных материалов, в частности к изготовлению гнутых стекол, и может быть использовано в стекольной промышленности при получении гнутых крупногабаритных стеклоизделий сложной кривизны, включая параболическую, используемых, например, в качестве отражателей аэродромных прожекторов.
Известно устройство регулирования процесса моллирования стеклозаготовок на форме, содержащее вакуумную систему с блоком управления, контактную пару, укрепленную на форме и соединенную с блоком сигнализации по авторскому свидетельству СССР №511300, кл. С03В 23/06, 1976.
Недостатком известного устройства является то, что оно не позволяет управлять началом процесса моллирования и устранять дефекты, вызванные неоднородностью состава стеклозаготовок, что объясняется перегревом или недогревом их в процессе моллирования.
Наиболее близким к предлагаемому по технической сущности является устройство регулирования процесса моллирования стеклозаготовок на форме, содержащее вакуумную систему с блоком управления, контактную пару, укрепленную на форме и соединенную с блоком сигнализации, измеритель электропроводности стекла с электродами, укрепленными на верхней кромке формы, причем измеритель электропроводности стекла и блок сигнализации соединены с соответствующими входами блока управления вакуумной системой по авторскому свидетельству СССР №969686, кл. С03В 23/06, 1982.
Недостатком известного устройства является то, что начало моллирования под действием вакуума осуществляется в момент достижения стеклозаготовкой температуры размягчения стекла. Воздействие на стеклозаготовку большого изгибающего усилия при создании вакуума в форме приводит к ее недопустимому перекосу относительно формующей поверхности формы. Кроме этого, при перемещении стеклозаготовки по твердой формующей поверхности формы, при наличии большого изгибающего усилия на поверхность стеклозаготовки, в ее краевой области появляется так называемая «осыпь» кромки в виде частиц стекла. Указанные частицы стекла, попадая в пространство между стеклозаготовкой и формующей поверхностью формы, приводят к оптическим искажениям на поверхности стеклозаготовки. Вышеперечисленные недостатки известного устройства все более проявляются по мере увеличения геометрических размеров стеклозаготовок, так как величина изгибающих усилий на их поверхность от воздействия вакуума пропорциональна площади стеклозаготовок.
Задача изобретения - повышение качества крупногабаритных стеклозаготовок со сложной кривизной поверхности по оптическим и геометрическим показателям.
Для достижения задачи изобретения предложено устройство регулирования процесса моллирования стеклозаготовок на форме, содержащее вакуумную систему с блоком управления, электроды, укрепленные на форме, блок сигнализации, соединенный с входом блока управления вакуумной системой, отличающееся тем, что электроды укреплены на формующей поверхности формы на расстоянии, соответствующем 2/3 расстояния между верхней кромкой формы и верхней кромкой смоллированной стеклозаготовки, и соединены с блоком сигнализации.
Предложенное устройство позволяет моллировать стеклозаготовки до кривизны близкой к заданной под действием собственного веса без приложения каких-либо дополнительных усилий. В момент достижения стеклозаготовки расстояния, соответствующего 2/3 расстояния между верхней кромкой формы и верхней кромкой смоллированной стеклозаготовки, происходит замыкание электрической цепи между электродами, укрепленными на формующей поверхности формы ввиду того, что стекло электропроводно при его температуре размягчения. Блок сигнализации подает сигнал на блок управления вакуумной системой, который выдает команду на включение вакуумной системы, стеклозаготовка моллируется до заданной кривизны поверхности под действием вакуума. При этом стеклозаготовка не может иметь перекоса относительно формующей поверхности формы, так как она имеет кривизну поверхности, близкую к заданной. В случае появления «осыпи» в краевой кромке стеклозаготовки появившиеся частицы стекла не могут проникнуть внутрь пространства между стеклозаготовкой и формующей поверхностью формы, так как краевая область стеклозаготовки плотно прилегает к формующей поверхности формы. Укрепление электродов на расстоянии, соответствующем 2/3 расстояния между верхней кромкой формы и верхней кромкой смоллированной стеклозаготовки, обеспечивает получение стеклозаготовок без их перекоса относительно формующей поверхности формы с высокими оптическими показателями. Укрепление электродов на расстоянии менее 2/3 расстояния между верхней кромкой формы и верхней кромкой смоллированной стеклозаготовки приводит к перекосу стеклозаготовок при воздействии вакуума. Укрепление электродов на расстоянии более 2/3 расстояния между верхней кромкой формы и верхней кромкой смоллированной стеклозаготовки нецелесообразно, так как при этом увеличивается по времени процесс моллирования стеклозаготовок под действием собственного веса без какого-либо положительного эффекта.
Следует отметить, что расстояние между верхней кромкой формы и верхней кромкой смоллированной стеклозаготовки определяется расчетным путем при заданных диаметре моллируемых стеклозаготовок и кривой, образующей формующую поверхность формы.
На чертеже изображено предлагаемое устройство.
Устройство содержит форму 1, выполненную из формового чугуна с параболической кривизной формующей поверхности 2, соответствующей заданной форме гнутой стеклозаготовки, установленную на поде 3 печи 4. В центральной части формы 1 и пода 3 имеется отверстие 5 для создания вакуума в форме 1 по трубопроводу 6 от вакуумной системы 7. Через отверстие 8 в форме 1 установлены электроды 9 и 10, которые расположены на формующей поверхности 2 на расстоянии, соответствующем 2/3 расстояния между верхней кромкой формы 1 и верхней кромкой смоллированной стеклозаготовки в диаметрально противоположных сторонах формующей поверхности 2. Электроды 9 и 10 соединены в электрическую цепь проводами 11 через блок 12 сигнализации и блок 13 управления вакуумной системы, который соединен с вакуумной системой 7. Для изоляции формы 1 электродов 9 и 10, а также проводов 11 в ней имеются жаропрочные изолирующие трубки 14, выполненные, например, из кварцевой керамики. На схеме показана также стеклозаготовка 15 в начальном положении I, в положении II, когда она замыкает электрическую цепь между электродами 9 и 10 в конечном смоллированном положении III.
Устройство работает следующим образом.
Плоскую круглую стеклозаготовку 15 с заданными геометрическими размерами помещают в форму 1, изготовленную из формового чугуна, с заданной параболической формующей поверхностью 2 (положение стеклозаготовки I), нагревают печь 4 до температуры размягчения стекла и моллируют стеклозаготовку 15 под действием собственного веса. В момент, когда стеклозаготовка 15 займет положение II, она своими краевыми областями контактирует с электродами 9 и 10, укрепленными на формующей поверхности 2 и изолированными от формы 1 трубками 14, выполненными из кварцевой керамики, и тем самым замыкает электрическую цепь по проводам 11. Блок 12 выдает сигнал в блок 13 управления вакуумной системы, который подает команду на включение вакуумной системы 7. Вакуумная система 7 через отверстие 5 в форме 1 и поду 3 по трубопроводу 6 вакуумируют пространство между формующей поверхностью 2 и стеклозаготовкой 5. После этого стеклозаготовка 15 занимает окончательное положение III. Потом производится отжиг смоллированной стеклозаготовки 15 и цикл моллирования повторяется в описанной последовательности.
Таким образом, предлагаемое устройство регулирует процесс моллирования крупногабаритных стеклозаготовок, обеспечивая определение момента начала моллирования стеклозаготовок под действием вакуума, и тем самым позволяет получать стеклозаготовки с высокими оптическими и геометрическими показателями.
С помощью предложенного устройства была получена партия гнутых стеклозаготовок для получения отражателей аэродромных прожекторов. Использовались стеклозаготовки из плоского стекла промышленного состава (ГОСТ 111-2001), толщиной 6 мм, диаметром 1180 мм (площадь поверхности 1,09 м2). Моллирование производилось на форме, изготовленной из формового чугуна с параболической кривизной формующей поверхности, соответствующей образующей, заданной по формуле
Y2=4F(X+6), где F=242 мм
Исходя из указанных данных, расчетным путем было определено расстояние между верхней кромкой формы и верхней кромкой смоллированной стеклозаготовки, которая составила 123,8 мм. Таким образом, электроды были укреплены на формующей поверхности формы на расстоянии 82,5 мм от края верхней кромки формы, то есть на расстоянии 2/3 расстояния между верхней кромкой формы и верхней кромкой смоллированной стеклозаготовки. Электроды были укреплены на диаметрально противоположных сторонах формующей поверхности формы.
Для сравнения была получена такая же партия гнутых стеклозаготовок с помощью известного устройства. Сравнительные данные полученных результатов приведены в таблице.
Из приведенных ниже данных видно, что предлагаемое устройство позволяет регулировать процесс моллирования стеклозаготовок путем точного определения момента начала моллирования под действием вакуума и тем самым повысить качество крупногабаритных стеклозаготовок со сложной кривизной поверхности по оптическим и геометрическим показателям за счет исключения их перекосов относительно формующей поверхности формы по сравнению с известным устройством.
Источники информации
1. Авторское свидетельство СССР №511300, кл. С03В 23/06, 1976.
2. Авторское свидетельство СССР №969686, кл. С03В 23/06, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования процессом моллирования стеклозаготовок на форме | 1981 |
|
SU969686A1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2012 |
|
RU2498948C1 |
| Установка моллирования стеклянных полусфер | 2016 |
|
RU2636607C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2014 |
|
RU2554969C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2556647C1 |
| ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2534863C2 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558839C1 |
| Установка моллирования стеклянных полусфер | 2018 |
|
RU2703053C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2015 |
|
RU2598656C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГНУТОГО ЭЛЕКТРООБОГРЕВНОГО СЛОИСТОГО СТЕКЛОИЗДЕЛИЯ | 2012 |
|
RU2515659C2 |
Изобретение относится к промышленности строительных материалов, в частности к изготовлению гнутых стекол. Технический результат изобретения заключается в повышении качества крупногабаритных стеклозаготовок со сложной кривизной поверхности по оптическим и геометрическим показателям. Устройство регулирования процесса моллирования стеклозаготовок на форме содержит электроды, укрепленные на форме и соединенные с блоком сигнализации. Блок сигнализации соединен с входом блока управления вакуумной системой для создания вакуума между стеклом и формой. Электроды укреплены на формующей поверхности формы на расстоянии, соответствующем 2/3 расстояния между верхней кромкой формы и верхней кромкой смоллированной стеклозаготовки. 1 табл., 1 ил.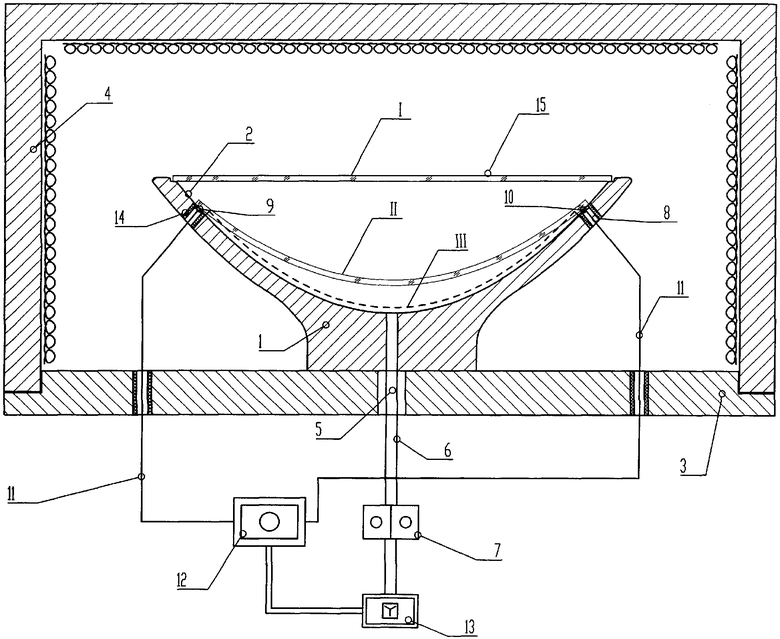
Устройство регулирования процесса моллирования стеклозаготовок на форме, содержащее вакуумную систему с блоком управления, электроды, укрепленные на форме, блок сигнализации, соединенный с входом блока управления вакуумной системой, отличающееся тем, что электроды укреплены на формующей поверхности формы на расстоянии, соответствующем 2/3 расстояния между верхней кромкой формы и верхней кромкой смоллированной стеклозаготовки, и соединены с блоком сигнализации.
| Устройство регулирования процессом моллирования стеклозаготовок на форме | 1981 |
|
SU969686A1 |
| Устройство регулирования моллирования стеклоизделий | 1980 |
|
SU948904A1 |
| Устройство для моллирования листового стекла | 1976 |
|
SU656987A1 |
| JP 3109505 A, 09.05.1991. | |||

