(54) СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОРУНДОВОЙ КЕРАМИКИ | 2008 |
|
RU2379257C1 |
| Способ изготовления керамических изделий | 1979 |
|
SU865859A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОРУНДОВОЙ БРОНЕКЕРАМИКИ | 2020 |
|
RU2739391C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОВОЙ КЕРАМИКИ | 2019 |
|
RU2728911C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНОЙ КЕРАМИКИ | 2016 |
|
RU2626866C1 |
| СПОСОБ ЛЕГИРОВАНИЯ АЛЮМООКСИДНОЙ КЕРАМИКИ | 2013 |
|
RU2525889C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЧЕННОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА ЛИТИЙАЛЮМОСИЛИКАТНОГО СОСТАВА | 1999 |
|
RU2170715C2 |
| Шихта на основе оксида алюминия и способ ее получения | 2021 |
|
RU2775746C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОПРОВОДНОЙ КЕРАМИКИ НА ОСНОВЕ НИТРИДА АЛЮМИНИЯ | 2014 |
|
RU2587669C2 |
| Способ изготовления керамического защитного элемента системы гамма-каротажа роторных управляемых систем (варианты) | 2022 |
|
RU2798534C1 |
Изобретение относится к керамическому производству, в частности к способам изготовления керамических изоляторов, используемых в электронной, радиотехнической и электротехнической промышленностях. Известен способ изготовления изо ляторов, включающий помол .порошков, их смешивание с термопластичной связкой, формование и обжиг. Способ используется не только для производства керамических изоляторов, но и для изготовления стеклянных и стеклокерамических изоляторов l Недостаток способа - низкая механическая прочность керамических изделий, высокий разброс их по геом рическим размерам. Наиболее близким техническим решением к предлагаемому является спо соб изготовления керамики, включающий введение алюминия в порошок оксида алюминия, формование и обжиг 2} . Цель изобретения - улучшение литейной способности шликера при формовании изделий методом горячего литья под давлением и повьлшение про ности керамики. Поставленная цель достигается тем, что н способе изготовления керамики, включающем введение алюминия в порошок оксида алюминия, формование и обжиг, алюминий вводят при смешивании оксида с термопластичной связкой в смесителях за счет натирания материала вращающихся тел. Причем натирание осуществляют ротором и/или статором, выполненным из алюминия. Приме р. Готовят партию керамических деталей из известной массы М-7. Во время изготовления шликера после помола прецизионного порошка оксида алюминия (A&jO) ДО получения удельной поверхности, равной 6000 происходит натирание алюминия одновременно со смешиванием с термопластичной связкой в гидроакустическом аппарате типа Гарт ротором или статором, которые изготовлены из дюралюминия. После натирания алюминия на частицы изоляционных порошков из шликера отливают детали, из которых затем выжигают связку в окислительной среде при 1200С с одновременным переходом в . а при
1700t20C в восстановительной среде производят обжиг деталей.
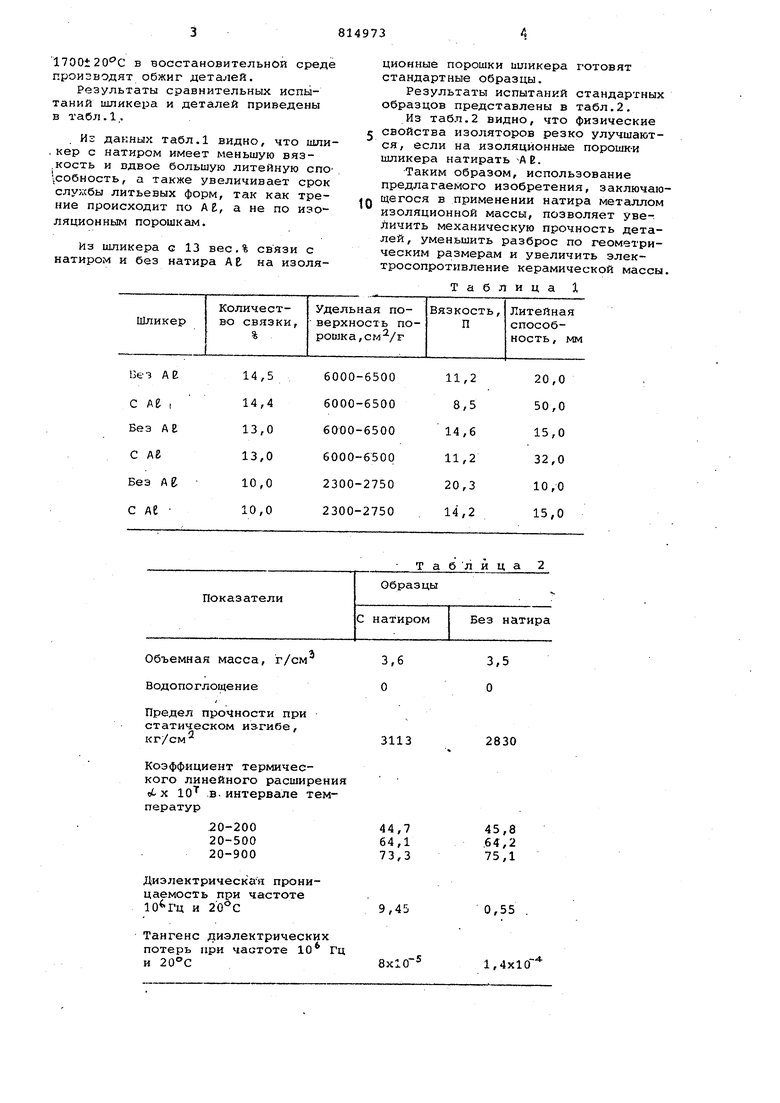
Результаты сравнительных испьатаний шликера и деталей приведены в табл. 1..
Иг данных табл.1 видно, что шли.кер с натиром имеет меньшую вяз. кость и вдвое большую литейную спо собность, а также увеличивает срок слухсбы литьевых форм, так как трение происходит по АЕ, а не по изоляционным порошкам.
Из шликера с 13 вес, % свйзи с натиром и без натира At на изоляПредел прочности при
статическом изгибе,
кг/см
Коэффициент термического линейного расширени «i. X 10 .в. интервале температур
.20-200
20-500
20-900
Диэлектрически проницаемость при частоте и
Тангенс ;а иэлектрических потерь при частоте 10 Гц и
ционные порошки 11шикера готовят стандартные образцы.
Результаты испытаний стандартных образцов представлены в табл.2.
Из табл.2 видно, что физические г свойства изоляторов резко улучшаются, если на изоляционные порошк-и шликера натирать АК.
Таким образом, использование предлагаемого изобретения, заключаюQ щегося в применении натира металлом изоляционной массы, позволяет увеличить механическую прочность деталей, уменьшить разброс по геометрическим размерам и увеличить электросопротивление керамической массы.
Таблица 1
2830
45,8 64,2 75,1
0,55 .
г- 8х10
1,4x10
5 81497.16
Формула изобретения2. Способ по п.1, о т ч а юСпособ изготовления керамики,щ и и с я тем, что натирание осущевкл(оча1ощий введение алюминия в по-стпляют ротором и/или статором,
рошок оксида алюминия, формование ивыполненными из алюминия, обжиг, отличающийся
тем, что, с целью улучшения литейнойе Источники информации,
способности шликера при формованиипринятые во внимание при экспертизе изделий методом горячего литья под
давлением и прочности керамики,а.по-1. Батыгин В.Н. и др. Вакуумноплотминий вводят при смешивании оксиданая керамика и ее спаи с металлами.
с термопластичной связкой в смеси-.„. М. , Энергий, 1973.
телях за счет натирания материала 2. Авторское свидетельство СССР
вращающих тел.№ :.50612, кл. С 04 В 35/.70, 1969.
