Изобретение относится к технике магнитной записи.
Известен способ изготовления ферритовых головок, включающий финишну алмазно-абразивную обработку их раб чих поверхностей l .
Недостаток способа - значительны трудности выполнения полюсных наконечников малой толщины (менее 0,1 м из-за хрупкости феррита.
Наиболее близким по технической сущности и достигаемому результату предлагаемому является способ, согласно которому блоки из двух С-обра ных ферритовых заготовок, сопряженных через немагнитную прокладку рабочего зазора, подвергают алмазноабразивной обработке 2 .
Недостатком известного способа является невозможность выполнения п люсных наконечников толщиной менее 0,1 мм из-за хрупкости феррита. Цель изобретения - упрощение процесса изготовления при уменьшении толшины полюсных наконечников магнитных головок.
Поставленная цель достигается тем, что согласно способу изготовления сердечников магнитных головок путем соединения С-образных ферритовых заготовок через немагнитную прокладку рабочего зазора, алмазно-абразивной обработки рабочей поверхности и формирования сердечников разрезанием С-образных ферритовых заготовок по плоскостям, перпендикулярным рабочему зазору, после соединения С-образных ферритовых заготовок со стороны рабочей поверхности прорезают пазы,глубина которых больше глубины рабочего зазора и меньше его удвоенного значения, формируют немагнитные вставки заполнением пазов немагнитным связующим веществом, перед формированием сердечников производят предварительное разрезание С-образных ферритовых заготовок по плоскостям, перпендикулярным рабо чему зазору, через немагнитные вставки и после формирования сердечников уменьшают толщину полюсных
наконечников обработкой сердечников со сторон, противоположных немагнитным вставкам.
На фиг.1-3 показана последователность технологических операций предлагаемого способа.
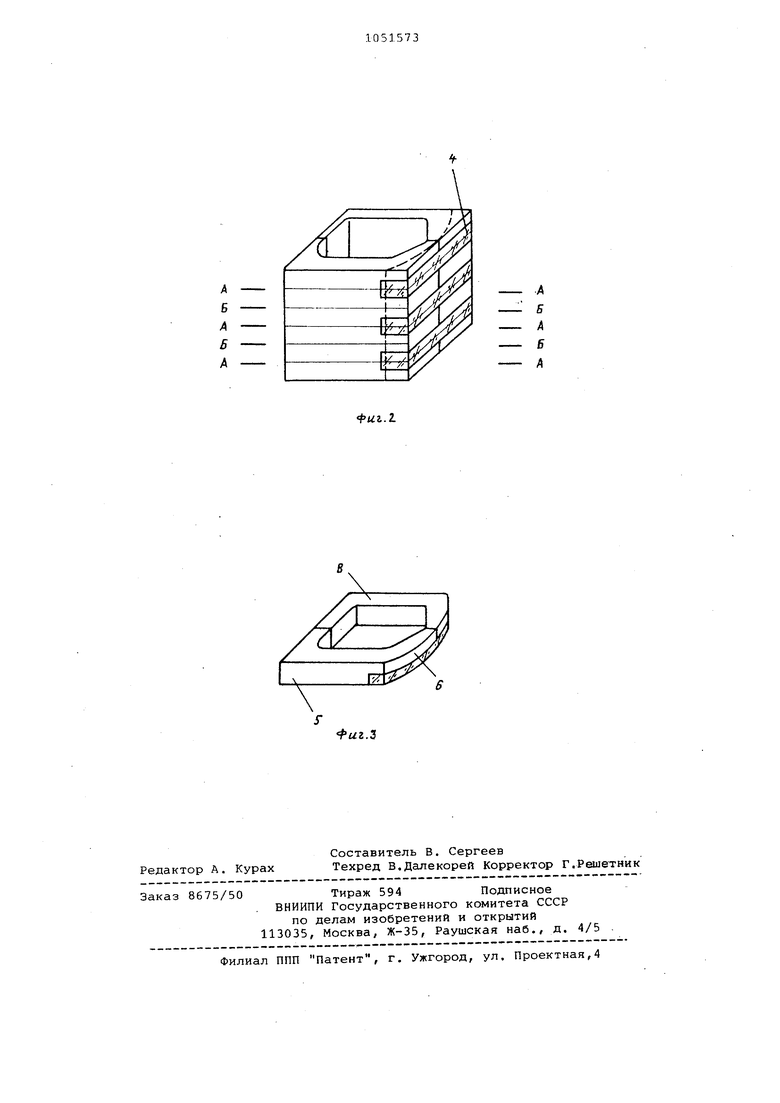
В ферритовом блоке магнитных головок 1 (фиг.1) перпендикулярно рабочему зазору 2 прорезают с заданным шагом пазы 3 на глубину. Затем заполняют пазы 3 немагнитным связующим материалом 4, обрабатывают рабочую поверхность блока, формируя необходимый профиль, и разрезают блок на отдельные сердечники 5 по плоскостям А-А и Б-Б (фиг. 2 и 3), Полученные сердечники 5 обрабатывают по плоскости В со стороны, противоположной слою немагнитного связующего материаЛа, до получения заданной ширины полюсного наконечника 6.
При обработке ферритовых пластин методом шлифования с последующей механической доводкой на образец действуют силы, разрушающие феррит на глубину до 50 мм. В результате механической обработки практически невозможно получить ферритовые пластины толщиной менее 0,1 мм,так как давящие усилия абразивного инструмента раскалывают феррит еще до снятия его с оправки.
Согласно предлагаемому способу, общая толщина обрабатываемого материала магнитной головки в области полюсных наконечников соответствует толщине магнитопровода, т.е., составляет величину 0,5-1 мм. Обрабатывая магнитную головку по плоскости, противоположной слою немагнитного связующего материала, удается механической обработки выполнить полюсные наконечники толщиной 0,05 мм и менее.
Использование магнитных головок со сверхточными полюсными наконечниками значительно повышает поперечную плотность записи, что приводит к увеличению объема информации на единицу длины магнитного носителя.
Л
6
А Б А
А Б А Б f(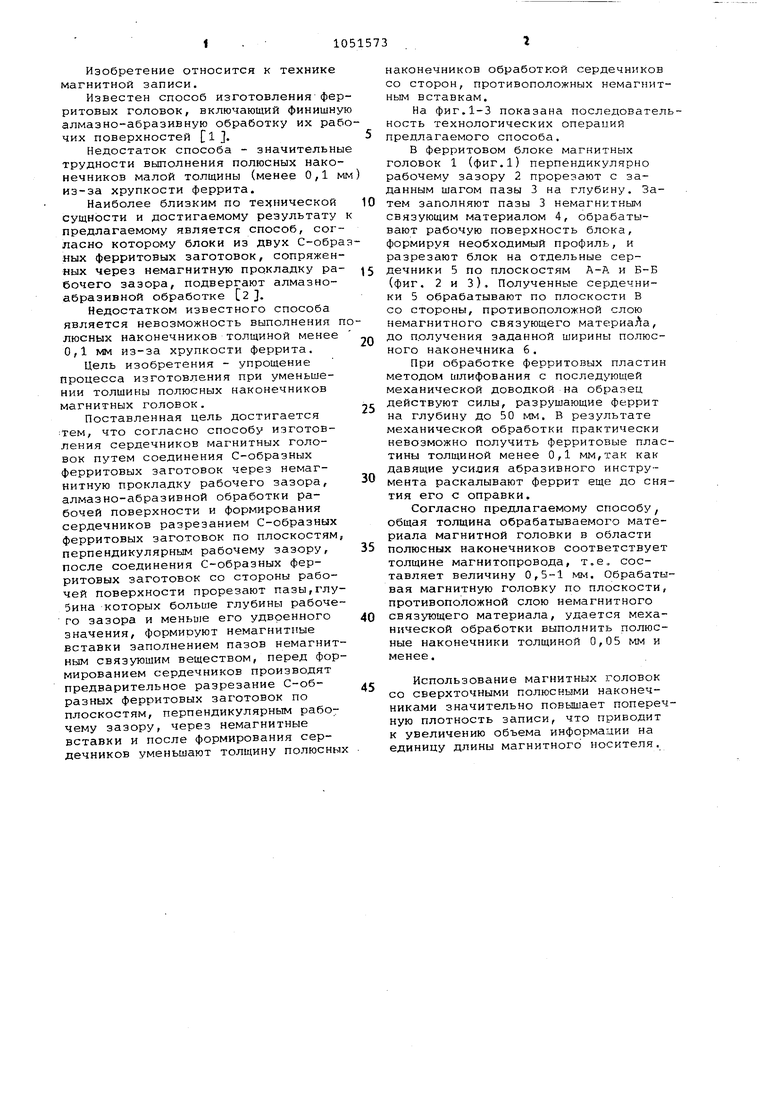
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ РАБОЧЕГО ЗАЗОРА МАГНИТНОЙ ГОЛОВКИ | 1991 |
|
RU2034341C1 |
| Способ изготовления сердечниковблОКА МАгНиТНыХ гОлОВОК | 1979 |
|
SU842945A1 |
| Способ изготовления полюсных наконечников магнитных головок | 1980 |
|
SU949690A1 |
| Способ изготовления магнитной головки | 1989 |
|
SU1700589A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714671A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714672A1 |
| Способ изготовления блока полюсных наконечников магнитных головок | 1981 |
|
SU1024975A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| Способ изготовления блока ферритовых магнитных головок | 1977 |
|
SU613381A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК путем соединения С-обраэных ферритовых заготовок через немагнитную прокладку рабочего зазора, алмазно-абразивной обработки рабочей поверхности и формирования сердечников разрезанием С-образных ферритовых заготовок по плоскостям, перпендикулярным рабочему зазору, отличающийся тем, что, с целью упрощения процесса изготовления при уменьшении толщины полюсных наконечников магнитных головок, после соединения С-образных ферритовых заготовок со стороны рабочей поверхности прорезают пазы,глубина которых больше глубины рабочего зазора и меньше его удвоенного значения, формируют немагнитные вставки заполнением пазов немагнитным связующим веществом, перед формированием сердечников производят предварительное разрезание С-образных ферритовых заготовок по плоскостям, перпендикулярным рабочему зазору, через немагнитные вставки и после формирования j сердечников уменьшают толщину полюсных наконечников обработкой сердечников со сторон, противоположных немагнитным вставкам. сд оэ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Магнитная головка | 1973 |
|
SU446979A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
