(54) КАЛИБР ПРЕДЧИСТОВрЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО
СТАНА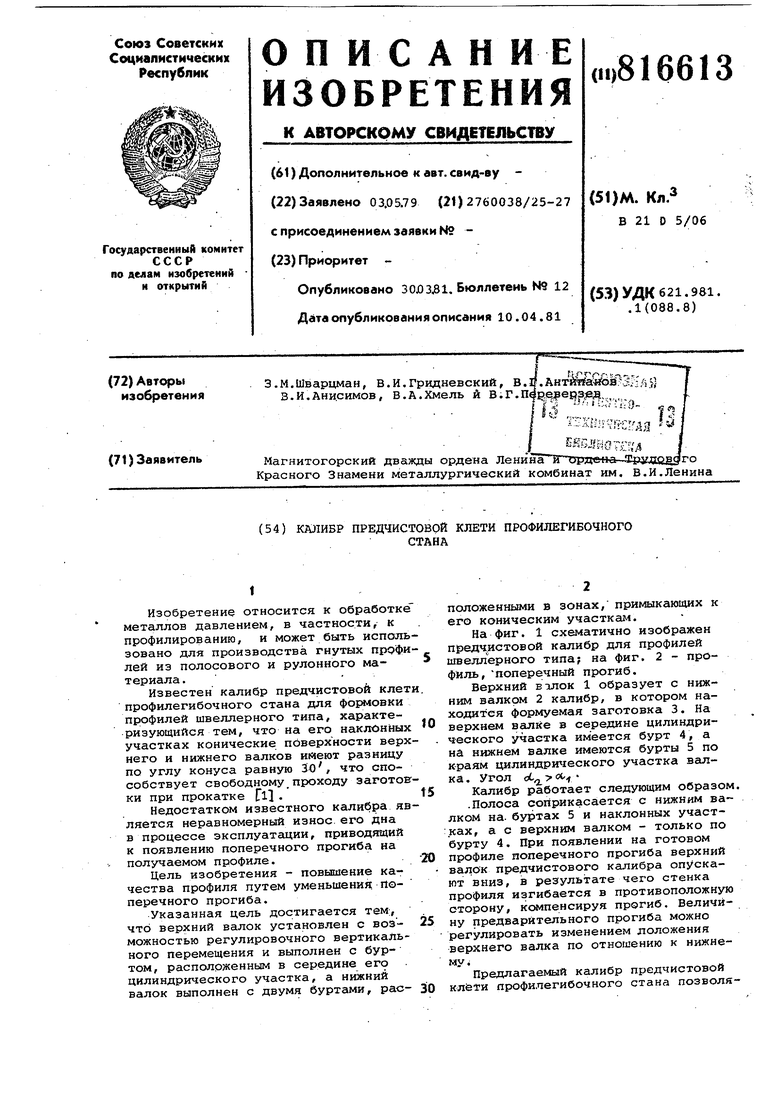
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формовки профилей швеллерного типа | 1982 |
|
SU1069901A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ШВЕЛЛЕРНОГО ТИПА | 2005 |
|
RU2302917C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| ВАЛКИ РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ КАРНИЗА | 2006 |
|
RU2317870C1 |
| Инструмент профилегибочного стана | 1987 |
|
SU1530284A1 |
| Профилегибочный стан | 1989 |
|
SU1669612A1 |
| Система калибров для производства гнутых коробчатых профилей | 1991 |
|
SU1790461A3 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
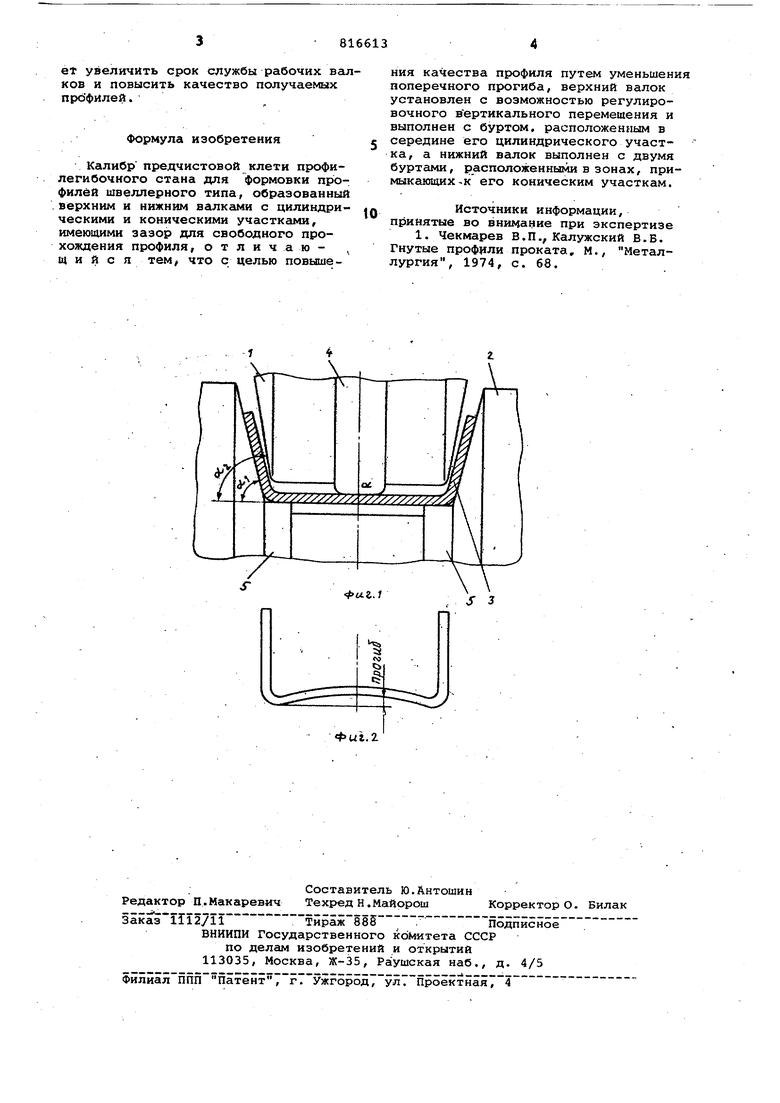
Изобретение относится к обработке металлов давлением, в частности, к профилированию, и может быть исполь зовано для производства гнутых профи лей из полосового и рулонного материала. Известен калибр предчистовой клет профилегибочного стана для формовки профилей швеллерного типа, характериэующийся тем, что на его наклонных участках конические поверхности верх него и нижнего валков ииеют разницу по углу конуса равную 30, что способствует свободному.проходу заготов ки при прокатке Г Недостатком известного калибра яв ляется неравномерный износ, его дна в процессе эксплуатации, приводящий к появлению поперечного прогиба на получаемом профиле. Цель изобретения - повышение качества профиля путем уменьшения, поперечного прогиба. Указанная цель достигается тем, что верхний валок установлен с возможностью регулировочного вертикального перемещения и выполнен с буртом, расположенным в середине его цилиндрического участка, а нижний валок выполнен с двумя буртами, расположенными в зонах, примыкающих к его коническим участкам. На фиг. 1 схематично изображен предч.истовой калибр для профилей швеллерного типа; на фиг. 2 - профиль, поперечный прогиб. Верхний волок 1 образует с нижним валком 2 калибр, в котором находится формуемая заготовка 3. На верхнем валке в середине цилиндрического участка имеется бурт 4, а на нижнем валке имеются бурты 5 по краям цилиндри геского участка валка. Угол . Калибр работает следующим образом. .Полоса соприкасается с нижним валком на. буртах 5 и наклонных участках, а с верхним валком - только по бурту 4. При появлении на готовом профиле поперечного прогиба верхний валок предчистового калибра опускают вниз, в результате чего стенка профиля изгибается в противоположную сторону, ксмпенсируя прогиб. Величину предварительного прогиба можно регулировать изменением лоложения верхнего валка по отношению к нижнемуПредлагаемый калибр предчистовой клёТИ профилегибочного стана позволяет увеличить срок службы рабочих валков и повысить качество получаемых профйлей.
Формула изобретения
Калибр предчистовой клети профилегибочного стана для формовки профилей швеллерного типа, образованный .верхним и нижним валками с цилиндрическими и коническими участками, имеющими зазор для свободного прохождения профиля отличающ и и с я тем/ что с целью повышения качества профиля путем уменьшени поперечного прогиба, верхний валок установлен с возможностью регулировочного вертикального перемещения и выполнен с буртом, расположенным в середине его цилиндрического участка, а нижний валок выполнен с двумя буртами, расположеннЕлми в зонах, примыкающих к его коническим участкам.
Источники информации, принятые во внимание при экспертизе
Фиг.2.
