Изобретение относится к оборудованию для прокатного производства и может быть использовано при изготовлении сортовых гнутых профилей, преимущественно швеллерного типа.
Такие профили (швеллерные, корытные, С-образные и др.) изготавливаются на сортовых профилегибочных станах, классификация которых, состав оборудования и основные технические характеристики приведены, например, в справочнике под ред. И.С.Тришевского «Производство и применение гнутых профилей проката», М., «Металлургия», 1975, с.131-140. Станы содержат последовательно установленные формующие клети, содержащие по два горизонтальных калиброванных валка, которые состоят из отдельных элементов: цилиндрических и конических, причем катающий диаметр верхнего валка всегда больше диаметра нижнего валка (из-за вреза калибра в этот валок).
Известен профилегибочный стан легкого типа с последовательно установленными черновыми формующими клетями дуо, содержащими каждая только одну станину, в которой установлены валки разных катающих диаметров, и с чистовыми дуо клетями, содержащими по две станины, причем полноприводными выполнены только первая и последняя клети стана (см. пат. РФ №2220017, кл. В21D 5/14, опубл. в БИ №36, 2003 г.).
Недостатком этого стана является относительно небольшая длительность рабочей кампании валков, обусловленная их износом в процессе профилирования.
Наиболее близким аналогом к заявляемому объекту является сортовой профилегибочный стан по патенту РФ №2113307, кл. В21D 5/08, опубл. в БИ №17, 1998 г.
Этот стан содержит последовательно установленные клети с верхними и нижними калиброванными валками разных диаметров с цилиндрическими и коническими элементами и характеризуется тем, что цилиндрические поверхности средних элементов гуммированы пластиком.
Недостатком известного стана также является относительно небольшая длительность рабочей кампании валков, обусловленная сравнительно быстрым износом их цилиндрических элементов, сопровождающимся уменьшением катающего диаметра валков (так называется диаметр этих элементов).
Технической задачей настоящего изобретения является продление рабочей кампании валков.
С этой целью у профилегибочного стана для формовки профилей швеллерного типа, содержащего последовательно установленные клети с верхними и нижними калиброванными валками, выполненными со средним элементом и краевыми коническими элементами, образующими калибр, имеющий горизонтальный участок, при этом верхний валок каждой клети выполнен с катающим диаметром D, превышающим катающий диаметр нижнего валка d этой клети, средний элемент каждого валка выполнен с параболической образующей, имеющей наибольшую величину выпуклости на середине длины среднего элемента, валки с первой по пятую клети выполнены с постоянной наибольшей величиной выпуклости параболической образующей, а указанная наибольшая величина выпуклости валков каждой последующей клети в 1,15...1,25 раза меньше, чем у валков предыдущей клети, при этом наибольшая величина выпуклости параболических образующих нижних валков δн составляет (0,006...0,012)·d с уменьшением ее в этих пределах при уменьшении ширины горизонтального участка калибра, а наибольшая величина выпуклости параболической образующей верхних валков δв составляет δв=δн·d/D.
Приведенные математические зависимости получены при обработке опытных данных и являются эмпирическими.
Сущность заявляемого технического решения заключается в компенсации износа среднего (цилиндрического) элемента валков для формовки профилей швеллерного типа путем выполнения его с выпуклой параболической образующей.
Так как износ валков зависит от давления металла на них (чем больше величина давления, тем больше радиальный износ цилиндрических элементов валков), а при формовке профилей швеллерного типа давление в I...V клетях стана примерно одинаково и последовательно снижается в последующих клетях (см., например, сборник «Совершенствование технологии в ОАО «ММК», Магнитогорск, Дом печати, 2002, с.201, рис.2). Кроме того, давление металла при профилировании швеллерных профилей прямо пропорционально ширине горизонтального элемента профиля (для швеллера - это стенка). Поэтому износ среднего цилиндрического элемента снижается при уменьшении указанной ширины, что позволяет уменьшить и величину выпуклости этих элементов.
Величина же δв<δн потому, что валок с меньшим катающим диаметром (нижний) совершает в единицу времени большее число оборотов, т.е. отдельные участки его круговой поверхности чаще контактируют с формуемым профилем, а это ускоряет износ бочки валка.
На чертеже показан калибр предлагаемого стана для формовки швеллера.
Калибр образован верхним валком 1 с катающим диаметром D и нижним валком 2 с диаметром d, каждый из которых образован средним цилиндрическим элементом 3 и краевыми коническими элементами 4. Образующие цилиндрических элементов - параболические, с максимальными величинами выпуклостей δв и δн на середине длины этих элементов (по линии у-у).
Опытную проверку заявляемого устройства осуществляли на профилегибочном сортовом стане 2-8×100-600 ОАО «Магнитогорский металлургический комбинат».
С этой целью при формовке профилей швеллерного типа различного сортамента в 9 клетях варьировали величины выпуклостей параболических и круговых образующих цилиндрических элементов верхних и нижних валков всех клетей стана. Наилучшие результаты (максимальная длительность рабочей кампании валков) получены при реализации предлагаемого устройства. Отклонения от рекомендуемых параметров валков ухудшали достигнутые показатели длительности работы валков (возрастал их износ).
Так при δmax=cont для всех клетей стана приходилось осуществлять замену валков I...V клетей из-за их износа при хорошем состоянии валков остальных клетей, а затем при дальнейшей работе заменять валки VI и последующих клетей при хорошем состоянии элементов валков I...V клетей. При δв=δн замена нижних валков осуществлялась значительно раньше, чем верхних, что увеличивало количество перевалок на стане с ростом простоев и снижением производства.
Износ валков ускорялся при уменьшении выпуклости в VI-IX клетях более, чем в 1,25 раза и при δн<0,006 d, а при уменьшении менее, чем в 1,15 раза и δн>0,012 d часть профилей отсортировывался из-за прогиба горизонтальной стенки. К аналогичным результатам приводило и наличие большой выпуклости средних элементов валков (δmax≥0,01 d) при формовке профилей с горизонтальной стенкой относительно небольшой длины. Геометрия профилей также ухудшилась при рекомендуемых параметрах валков, но с цилиндрическими элементами, имевшими круговую образующую.
Контрольные опыты с использованием известного объекта, выбранного в качестве ближайшего аналога, снизили длительность рабочей кампании валков (по сравнению с максимально достигнутой) на 30...45%, что привело к соответствующему росту производственных затрат и к снижению производительности стана.
Таким образом, опыты подтвердили приемлемость заявляемого технического решения для достижения поставленной цели и его преимущество перед известным объектом.
По данным Центральной лаборатории контроля ОАО «ММК» использование предлагаемого стана при производстве гнутых профилей швеллерного типа повысит длительность рабочей кампании валков в среднем на 35% с соответствующим снижением производственных затрат и себестоимости проката.
Пример конкретного выполнения
Сортовой профилегибочный стан формует швеллер в 9 клетях, содержит верхние валки с D=625 мм и нижние с d=240 мм.
Величина выпуклости δmax нижних валков равна 0,009d, т.е. δmax=0,009·240≈2,2 мм в I...V клетях, а на верхних валках δmax=2,2·240/625≈0,84 мм.
В последующих клетях:
VI - δв=0,84:1,2-0,78 мм; δн=2,2:1,2=1,83 мм;
VII - δв=0,78:1,2=0,58 мм; δн=1,83:1,2=1,53 мм;
VIII - δв-0,5 8:1,2=0,48 мм; δн=1,53:1,2=1,28 мм;
IX - δв=0,48:1,2=0,4 мм; δн=1,28:1,2=1,07 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2039621C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИТЕЛЬНОСТИ РАБОЧЕЙ КАМПАНИИ ПРОФИЛЕГИБОЧНЫХ ВАЛКОВ | 2004 |
|
RU2270070C1 |
| Способ формовки профилей швеллерного типа | 1982 |
|
SU1069901A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ШВЕЛЛЕРНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040993C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388565C1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2256523C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388564C1 |
| Инструмент профилегибочного стана | 1987 |
|
SU1530284A1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано для формовки профилей швеллерного типа. Профилегибочный стан содержит последовательно установленные клети с верхними и нижними калиброванными валками. Валки имеют средний элемент и краевые конические элементы. Данные элементы образуют калибр с горизонтальным участком. Верхний валок каждой клети выполнен с катающим диаметром D, который превышает катающий диаметр нижнего валка d этой клети. Средний элемент каждого валка выполнен с параболической образующей. Наибольшая величина выпуклости образующей расположена на середине длины среднего элемента. Валки с первой по пятую клети имеют постоянную наибольшую величину выпуклости параболической образующей. Наибольшая величина выпуклости валков каждой последующей клети в 1,15...1,25 раза меньше, чем у валков предыдущей клети. Наибольшая величина выпуклости нижних валков δн составляет (0,006...0,012)·d с уменьшением ее в этих пределах при уменьшении ширины горизонтального участка калибра. Наибольшая величина выпуклости параболической образующей верхних валков δв составляет δв=δн·d/D). В результате обеспечивается продление рабочей кампании профилегибочных валков. 1 ил.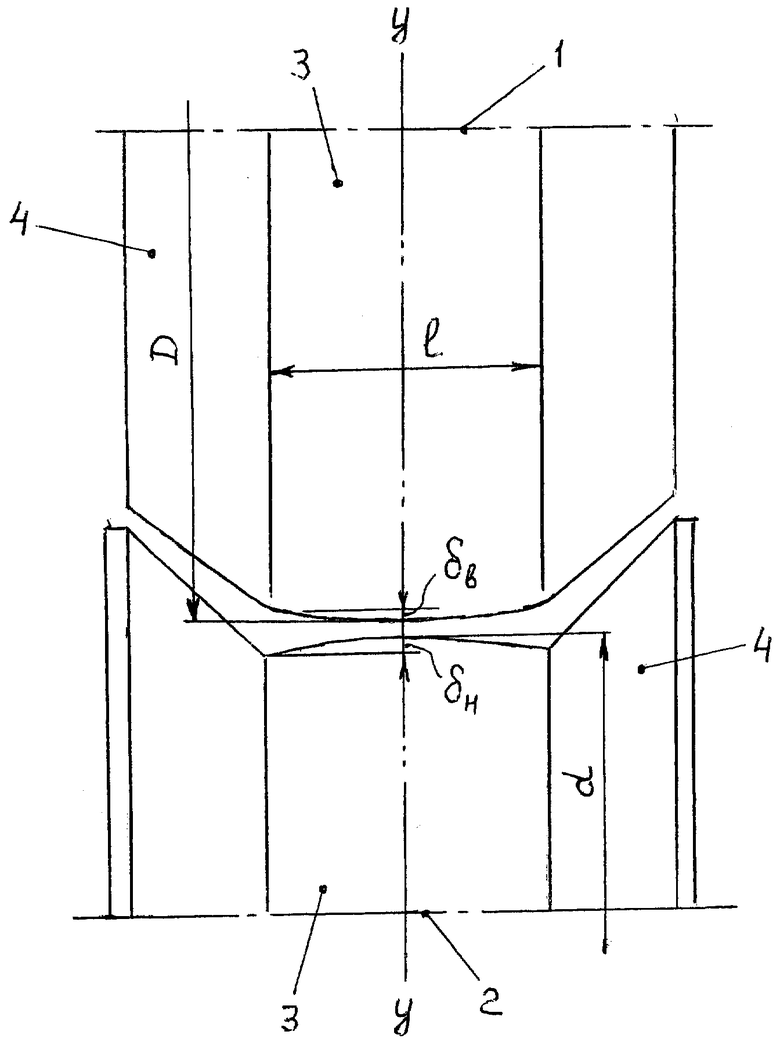
Профилегибочный стан для формовки профилей швеллерного типа, содержащий последовательно установленные клети с верхними и нижними калиброванными валками, выполненными со средним элементом и краевыми коническими элементами, образующими калибр, имеющий горизонтальный участок, при этом верхний валок каждой клети выполнен с катающим диаметром D, превышающим катающий диаметр нижнего валка d этой клети, отличающийся тем, что средний элемент каждого валка выполнен с параболической образующей, имеющей наибольшую величину выпуклости на середине длины среднего элемента, валки с первой по пятую клети выполнены с постоянной наибольшей величиной выпуклости параболической образующей, а указанная наибольшая величина выпуклости валков каждой последующей клети в 1,15-1,25 раза меньше, чем у валков предыдущей клети, при этом наибольшая величина выпуклости параболических образующих нижних валков δн составляет (0,006-0,012)·d с уменьшением ее в этих пределах при уменьшении ширины горизонтального участка калибра, а наибольшая величина выпуклости параболической образующей верхних валков δв составляет δв=δн·d/D.
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113307C1 |
| Профилегибочный стан | 1985 |
|
SU1296260A1 |
| Способ производства гнутых профилей проката | 1987 |
|
SU1454541A1 |
| Инструмент профилегибочного стана | 1990 |
|
SU1763068A1 |
| Устройство для контроля и сортировки шаровых изделий по внешним размерам | 1987 |
|
SU1412819A1 |
| US 3791185 A, 12.02.1974. | |||

