Изобретение относится к обработке металлов давлением, в частности к способам формовки гнутых профилей проката в валках профилегибочного стана.
Известен способ формовки профилей швелпарного типа путем последовательной по переходам подгибки полок профиля в клетях Профилегибочного стана с одновременным перегиром стенки выпуклостей вверх и последующим выпрямлением ее в готовой клети (1
Недостатком способа является небольшая продолжительность кампании рабочих валков стана вследствие их износа, кроме того, ухудшены геометрии профилей, т.е. прогиб стенки внутрь вследствие износа крайних участков цилиндрических частей нижних валков чистовых клетей.
Цель изобретения - повьш1ение срока службы валков и улучшение качества профиля за счет повышения равномерности износа нижних валков чистовых клетей.
Указанная цель достигается тем, что в способе формовки профилей швеллерного типа путем последовательной по переходам подгибки полок профиля в валках профилегибочного стана, содержащего чистовые и предчистовые клети, стенку профиля изгибают в предчистовых клетях выпуклостью вниз с образованием горизонтального центрального участка и двух крайних наклонных участков, примыкающих к местам изгиба, с последующим вьпфямлением стенки в чистовой клети, при этом величину прогиба принимают равной 0,03-0,05 ширины полки профиля, а длину горизонтального центрального участка стенки выбирают в пределах 0,4-0,5 ее высоты.
Изгиб стенки производят в одной предчистовой клети при H/Sb.40, где Н и S - соответственно высота и толщина профиля. , Изгиб стенки производят в двух предчистовых клетях при H/S 4 40.
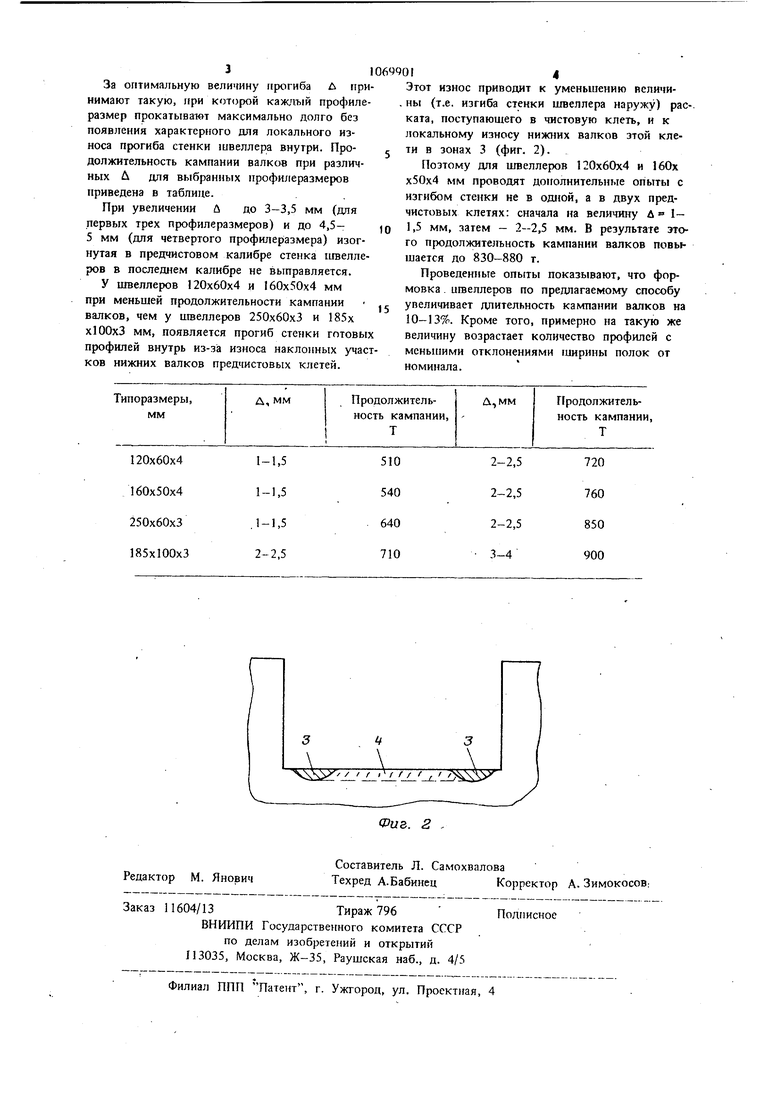
На фиг. 1 показан швеллерный профиль с изогнутой стенкой, промежуточное поперечное сечение; на фиг. 2 - износ цилиндрической части нижних валков чистовой и предчистовой клетей.
Ширина полок 1 профиля равна В , а высота изогнутой стенки 2 (изгиб создается соответствующей профилировкой валков) - Н. Эта стенка имеет горизонтальный участок протяженностью f. , а величина прогиба
стенки, которая может регулироваться изменением зазора в предчистовом калибре, равна л ; толщина профиля - S. При заходе в чистовой калибр с изношенным нижним валком (верхний валок на фиг. 2 не показан) промежуточной полосы без изгиба стенки последняя приобретает характерный Прогиб внутрь профиля, что искажает геометрию его сечения. Этот прогиб вызывае-ц;я наличием на валке зон 3 износа. При заходе в такой ка;гибр промежуточной полосы с изогнутой наруж/ стенкой одновременно с износом цилиндрической части валка на участках 3 происходит ее износ и на частке 4, что делает выработку нижне(о валка более равномерной, а посгоянный зазор между верхним и нижним валками калибра (величина зтого зазора принимается обычно равной номинальной толщине профиля S) обеспечивается перемещением верхнего валка вниз.
Очевидно, что износ нижнего валка будет |Тем равномернее (и геометрия готовых швеллеров лучше), чем ближе длина горизонтального участка изогнутой стенки к про.тяженности участка 4 зтого валка. Кроме того, наличие на нижнем валке предчисговой клети наклонных периферийных участков, создающих изгиб стенки профиля, ггродлевает его кампанию, так как эти наклонные участки приходятся на зоны 3 износа валка. Вначале кампании валков величина уклона наклонных участков должна быть несколько болше той величины, которая необходима ;.UIH создания прогиба , равного 0,03-0,05 ширины полки швеллера. В этом случае зазор предчистового калибра больше S, но по мере уменьшения наклона зтих участков вследствие износа зазор, калибра уменьшают, со- , храняя необходимую величину прогиба стенки профиля.
Опытную проверку предлагаемого способа производят на профилегибочном стане 2-8x100-600. Прокатывают швеллеры четырех профилеразмеров 120x60x4 мм (H:S 30); 160x50x4 мм (H:S 40);180x50x4 мм (H:S 45) и 185x100x3 мм ().
В первой серии опытов, найдены оптимальные длина горизонтального участка изогнутой стенки швеллера и величина ее прогиба, при которых износ нижнего валка чистовой клети минимальный. При постоянном зна.ч&1Ш
1л 0,02 В, мм- при Н 180 и 185мм Сг 75 мм при Н 160 мм; 2 50 мм при Н 120 мм (величина износа при этих значениях для одного и того же количества проката всех профилеразмеров ( 400 т) находятся в пределах 0,5-0,7 мм). При больших величинах i (от 0,6 до 0,7 Н) наблюдается искажение геометрии сечения готовых профилей (увеличиваются радиусы гиба), а при меньших значешях Р, равных 0,3 Н, из-за инте 1сивного локального износа середины цилиндрической части нижнего валка не
удается вьшравить йзЬгнутую стенку.
Далее определяют оптимальную велишиу Прогиба стенки швеллера в предчистовой клети стана. За оптимальную величину прогиба Д при нимают такую, при которой каж,чъ|й профилеразмер прокатывают максимально долго без появления характерного для локального износа прогиба стенки швеллера внутри. Продолжительность кампании валков при различных А для выбранных профилеразмеров приведена в таблице. При увеличении U до 3-3,5 мм (для первых трех профилеразмеров) и до 4,55 мм (для четвертого профилеразмера) изогнутая в предчистовом калибре стенка швеллеров в после/тем калибре не выправляется. У швеллеров 120x60x4 и 160x50x4 мм при меньшей продолжительности кампании валков, чем у игаеллеров 250x60x3 и 185х хЮОхЗ мм, появляется прогиб стенки готовы профилей внутрь из-за износа наклонных учас ков нижних валков предчистовых клетей. Этот износ приводит к уменьшению величины (т.е. изгиба стенки швеллера наружу) рас-, ката, поступающего в чистовую клеть, и к локальному износу нижних валков зтой клети в зонах 3 (фиг. 2). Позтому для швеллеров 120x60x4 и 160х х50х4 мм проводят дополнительные опыты с изгибом стенки не в одной, а в двух предчистовых клетях: сначала на величЮ1у Д 1- 1.5 мм, затем - 2-2,5 мм. В результате этого продолжительность кампании валков noBbh шается до 830-880 т. Проведенные опыты показывают, что формовка . игееллеров по предлагаемому способу увеличивает длительность кампании валков на 10-13%. Кроме того, примерно на такую же величину возрастает количество профилей с меньп1ими отклонениями пшрины полок от номинала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Инструмент профилегибочного стана | 1987 |
|
SU1530284A1 |
| Способ формовки швеллерных профилей | 1983 |
|
SU1162520A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ШВЕЛЛЕРНОГО ТИПА | 2005 |
|
RU2302917C1 |
| Валок профилегибочного стана | 1981 |
|
SU1007784A1 |
| Профилегибочный стан | 1989 |
|
SU1669612A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ШВЕЛЛЕРНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040993C1 |
| Калибр предчистовой клети профиле-гибОчНОгО CTAHA | 1979 |
|
SU816613A1 |
I. СПОСОБ ФОРМОВКИ ПРОФИЛЕЙ ШВЕЛЛЕРНОГО ТИПА путем последовательной по переходам ггодгибки полок профиля в валках профилсгибочпого стана, содержащего чистовые и нредчистовые клети, отличающийся тем, что, с целью повышения срока службы валков и улучнления качества профилей за счет повышения равномерности износа нижних валков чистовых клетей, стенку профиля изгибают в предчистовых клетях выпуклостью вниз с образованием горизонтального центрального участка и двух крайних наклонных участков, примыкающих к местам изгиба, с последующим выпрямлением стенки в чистовой клети, при этом величину прогиба принимают равной 0,03-0,05 ширины- полки профиля, а длину горизонтального центрального участка стенки выбирают в пределах 0,4-0,5 ее высоты. 2.Способ по п. 1, о т л и ч а ю щ и йс я тем, что изгиб стенки производят в одной предчистовОй клети при Н s 40, где W и S соответственно высота и толшиi на профиля. (Л 3.Способ по п. I, о т л и ч а ю ш Н йс я тем, что изгиб стенки производят в двух предчистовых клетях при Ц/5440. Од СО СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
