Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве холодногнутых профилей проката.
Целью изобретения является продление рабочей кампании валков и предотвращение трещинообразования профилей в валках предчистовьгх и чистовых клетей.
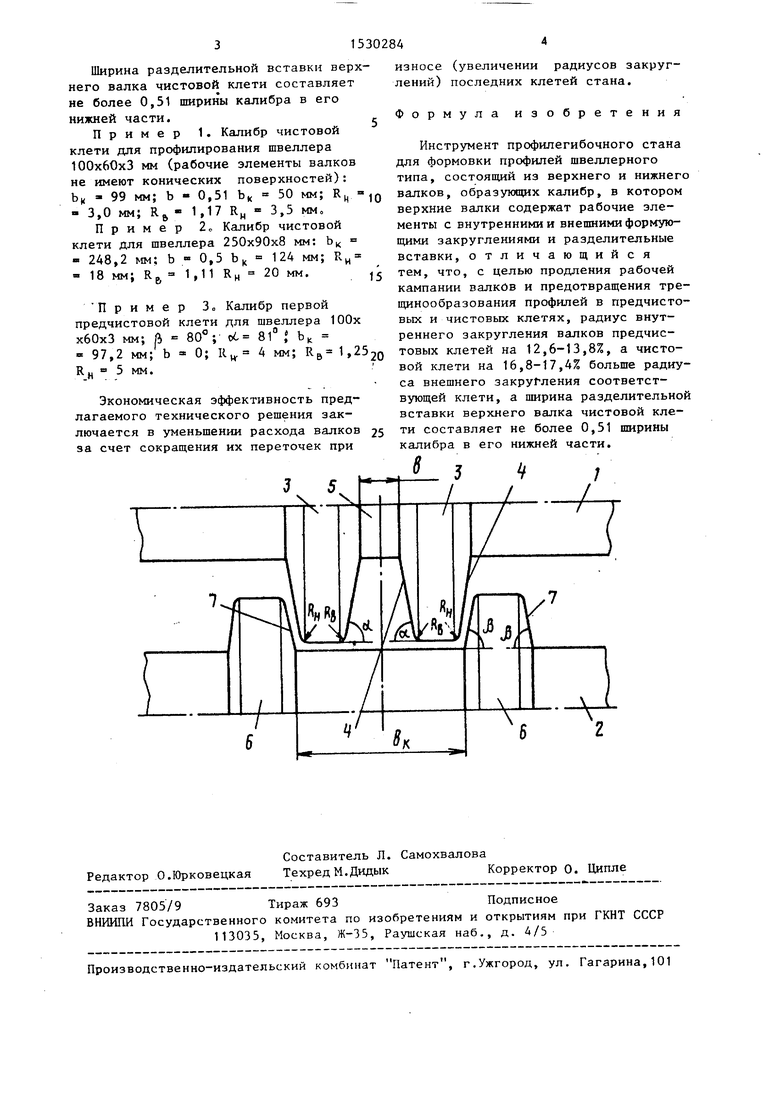
На чертеже показан инструмент профилегибочного стана для формовки рав- нополочного швеллера.
Инструмент состоит из верхнего 1 и и нижнего 2 валков. Верхний валок выполнен с двумя рабочими элементами 3, имеющими каждый по две конических поверхности 4 и разделенными цилиндрической вставкой 5 меньшего диаметра шириной Ь. Рабочий элемент 3 имеет, внешние R и внутренние Rg радиусы закруглений, причем Rg RH- Нижний валок также имеет два-рабочих элемента 6 с коническими поверхностями 7, Ширина калибра по низу Ь,,, углы наклона конических поверхностей 4 к горизонтали ui , а конических поверхностей 7 ft (обычно od fl на 1-2 ) . Элементы 3 и 6 каждого из валков взаимозаменяемые
Радиус внутреннего закругления валков предчистовых клетей на 12,6- 13,8%, а чистовой клети на 16,8 - 17,4% больше радиуса внешнего закругления.
СП
00
о
1C
00
Ширина разделительной вставки верхнего валка чистовой клети составляет не более 0,51 ширины калибра в его нижней части.
Пример 1. Калибр чистовой клети для профилирования швеллера 100x60x3 мм (рабочие элементы валков не имеют конических поверхностей):
50 мм; Кц . - 1,17 К„ 3,5 ммо
Пример 2о Калибр чистовой клети для швеллера 250x90x8 мм: Ь, - 248,2 мм; b 0,5 b 124 мм; К„ 18MM;Rg 1,.
Пример Зо Калибр первой предчистовой клети для швеллера ЮОх хбОхЗ мм; А 80°; об 81° , Ь,, 97,2 мм; b 0; 11ц. 4 мм; RB R 5 мм.
( - 99 мм; b - 0,51 b, 3,0 мм; R.
Экономическая эффективность предлагаемого технического решения заключается в уменьшении расхода валков 25 за счет сокращения их переточек при
износе (увеличении радиусов закруглений) последних клетей стана.
Формула изобретения
Инструмент профилегибочного стана для формовки профилей швеллерного типа, состоящий из верхнего и нижнего валков, образующих калибр, в котором верхние валки содержат рабочие зле- менты с внутренними и внешними формующими закруглениями и разделительные вставки, отличающийся тем, что, с целью продления рабочей кампании валкОв и предотвращения тре- щинообразования профилей в предчисто- вых и чистовых клетях, радиус внутреннего закругления валков предчис- товых клетей на 12,6-13,8%, а чистовой клети на 16,8-17,4% больше радиуса внешнего закругления соответствующей клети, а ширина разделительной вставки верхнего валка чистовой клети составляет не более 0,51 ширины калибра в его нижней части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Профилегибочный стан | 1989 |
|
SU1669612A1 |
| Инструмент профилегибочного стана | 1988 |
|
SU1606223A1 |
| Стан для профилирования уголков | 1989 |
|
SU1690892A1 |
| Способ формовки профилей швеллерного типа | 1982 |
|
SU1069901A1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113928C1 |
| Стан для профилирования уголков | 1990 |
|
SU1755996A1 |
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187398C2 |
| Клеть профилегибочного стана | 1989 |
|
SU1694283A1 |
Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве холодногнутых профилей проката швеллерного типа. Цель изобретения - продление рабочей кампании валков предотвращение трещинообразования профилей в валках и предчистовых и чистовых клетей. Инструмент профилегибочного стана состоит из верхнего и нижнего валков, образующих калибр и содержащих рабочие элементы верхнего валка с внутренними и внешними формующими закруглениями и разделительные вставки меньшего диаметра. Радиус внутреннего закругления валков предчистовых клетей на 12,6 - 13,8%, а чистовой клети на 16,8 - 17,4% больше радиуса внешнего закругления. Инструмент позволяет уменьшить расход валков за счет сокращения их переточки при увеличении радиусов закруглений последних клетей стана. 1 ил.
| Авторское свидетельство СССР № 1478474, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
