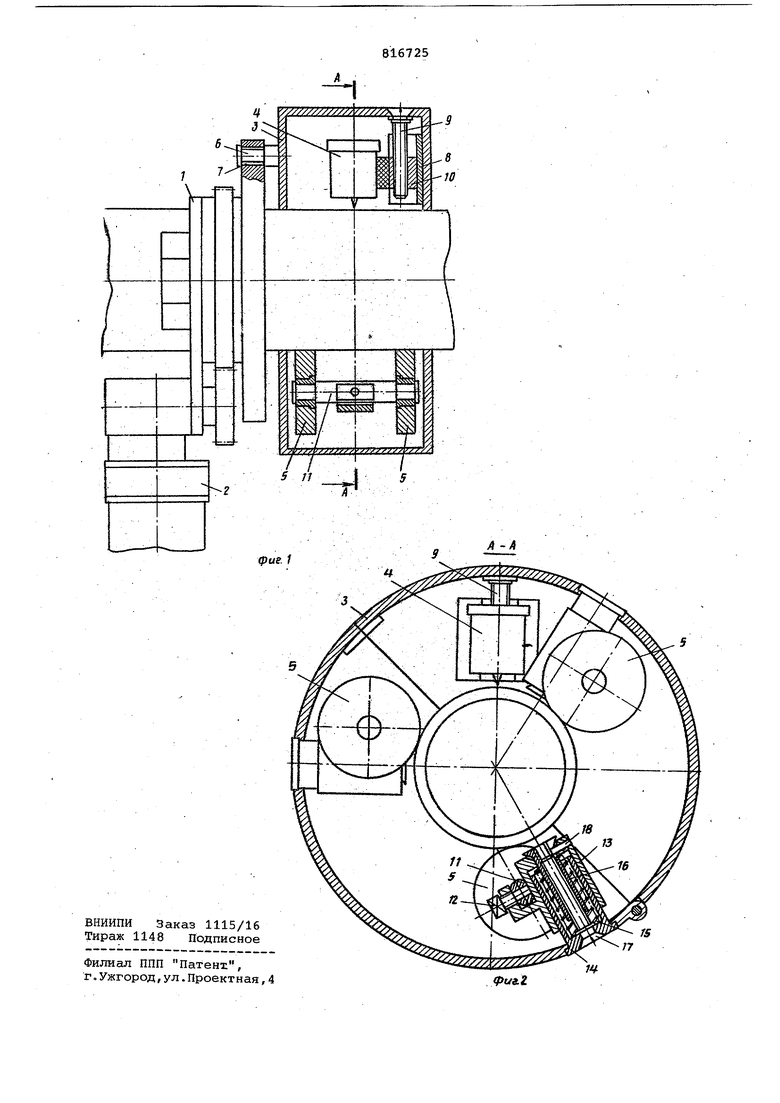
(54) УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ жинами к трубе, обеспечивает самоцентрирование камеры на трубе. При обкатывании камеры по поверхности трубы в. процессе сварки, колебания величины зазора между электродом и поверхностью трубы, возникающие от эллипсности и HedoocHocTH труб, не выходят за пределы допуска, что позволяет уменьшить габариты устройства, использовать его в, затеснен ных монтажных условиях, при высоком качестве сварки. На фиг. 1 изображено устройство, общий ВИД; на фиг. 2 - разрез А-А на фиг,1. Устройство для сварки, неповоротных стыков труб содержит основание 1, механизм вращения 2, разъемную камеру 3, в которой установлены сва .рочные горелки 4 и равномерно расположенные по окружности три пары ро ликов 5. Камера 3 соединена с механи мом 2 вращения поводком б, который имеет возможность перемещаться в радиапьно выполненном пазе 7. Внутри корпуса камеры 3 жестко закреплена Т-образная направлягацая 8, по которо посредством винта 9 на основании 10 перемещается.в радиальном направлении горелка 4. Ролики 5 установлены с возможностью вращения на оси 11, которая винтом 12 крепится к стакану 13, установленному на направляющей 14. . Стакан 13 имеет возможность пере мещения в радиальном направлении ,по направляющей 14 и прижат пружиной 15 расположенной внутри направляющей 14 ,к буртику втулки 16, связанной с на правляющей 14 винтом 17, Штифт 18 предотвращает проворачивание втулки 16 в. стакане 13. Устройство работает следующим образом.. Винтом 9 горелка 4 и винтом 17 ролики 5 устанавливаются на необходи мый диаметр трубы, причем ролики 5 выдвигаются на диаметр, меньший диа метра свариваемой трубы 2-4 мм. Устройство устанавливается на тру бу, при этом камера 3 раскрыта .по разъему, горелка 4 настраивается на стык и основание 1 закрепляется на трубе, камера 3 закрывается. При закрывании камеры 3 ролики 5 прижимаются к поверхности трубы и через. odb 11, винт 12 и стакан 13 сжимают пружину 15, которая передает усилие на корпус камеры 3. Наличие трех пар роликов 5, равномерно расположенных в камере 3, обеспечивает самоцентрирование камеры 3 на трубе Ролики 5 закреплены сбоку от радиаль но установленных направляющих 14, что предотвращает их произвольное разворачивание на трубе вокруг направляющей 14. Винтом 9 устана.вливается необходимый зазор между электродом и поверхностью трубы. В камеру 3 подают защитный газ, включают механизм вращения 2 и производят сварку. Вращение камере 3 передается через поводок б, который перемещается в радиально выполненном пазе 7, благодаря чему радиальные бие,ния, вызванные неточной центровкой основания 1 и механизма вращения 2, на камеру 3 не передаются. При обкатываНИИ камеры 3 по -поверхности трубы ролик 5 на оси 11 перемещаются со стаканом 13 в радиальном направлении по направляющей 14, а также поворачиваются относительно винта 12 и направляющей 14, благодаря чему.колебания величины зазора между электродом и поверхностью трубы, возникающие отэллипсности и несоосности труб, не выходят за пределы допуска, что обеспечивает высокое качество сварки. Такое выполнение устройства позволяет вести сварку в затесненных монтажных условиях -за счет самоцентрирования сварочной камеры относительно свариваемой трубь при небольших габаритных устройствах. Формула изобретения Устройство для сварки неповоротных стыков труб, содержащее вращающуюся камеру с размещенными внутри нее сварочной горёлк-ой и центрирующими роликами, отличающеес я. тем, что, с целью повышения качества сварного соединения и компактности устройства, .оно снабжено равномерно размещенными внутри камеры радиальными направляющими и установленными на них с возможностью вращения и радиального перемещения подпружиненными стаканами, каждый из которых снабжен щарнирно закрепленной на его поверхности осью с двумя роликами, а камера снабжена поводком, связывающим ее с приводом вращения и установленным с возможностью радиального перемещения относительно последнего. . Источники информации, . принятые so внимание при экспертизе 1.Авторское свидетельство СССР № 413009, кл. В 23 К 31/OiS, 1971. 2.Авторское свидетельство СССР № 483210, кл. В 23 К 31/06, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU742084A1 |
| Устройство для сборки и сварки | 1980 |
|
SU925608A1 |