(54) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ОТВЕРСТИЯМИ
товика и внутренней поверхности втулки противоположно направлены.
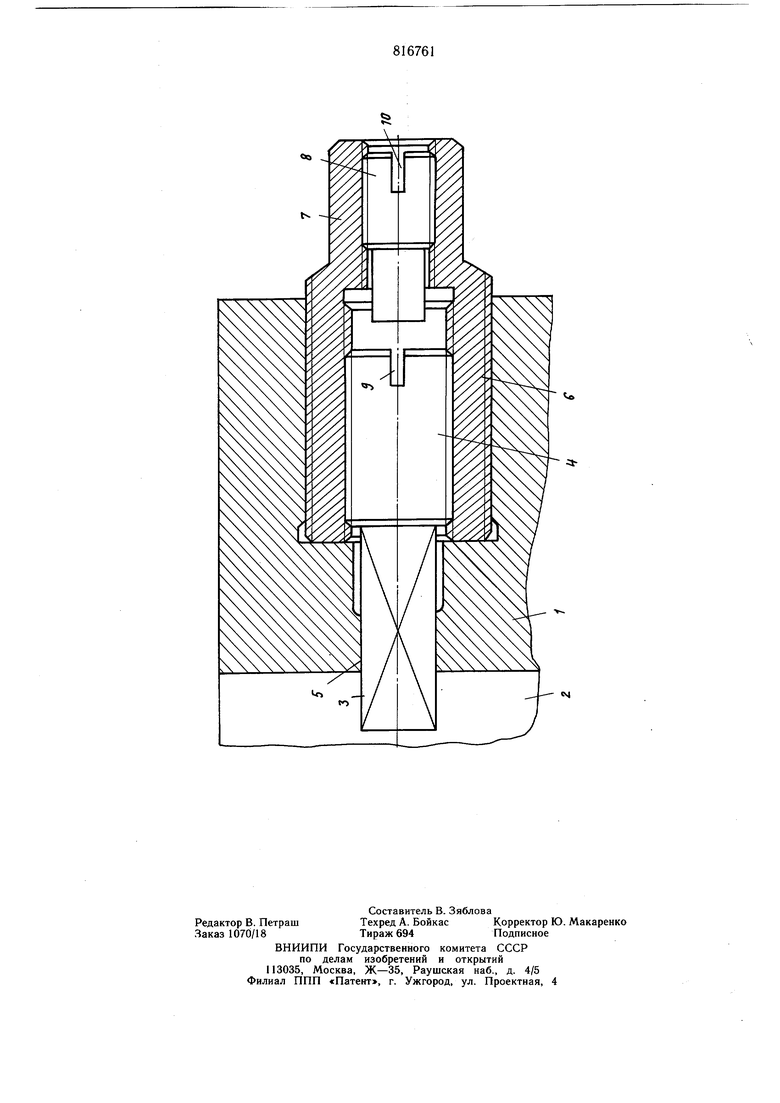
На чертеже изображено устройство, продольный разрез.
Пресс-форма содержит матрицу 1 с-формующей полостью 2, знак, включающий формующую часть 3 некруглого сечения и резьбовый хвостовик 4, причем под формующую часть знака в матрице 1 выполнено соответствующей формы отверстие 5. В матрице размещена втулка 6, выполненная с резьбой на наружной ее поверхности, взаимодействующей с резьбой матрицы, и с резьбой, выполненной на внутренней ее поверхности, с которой взаимодействует резьбовый хвостовик 4 знака.
Втулка 6 снабжена хвостовиком 7 под приспособление для вращения ее при вводе или выводе знака. В хвостовике 7 втулки на резьбе установлен упор 8, которым ограничивается поступательное перемещение знака. В знаке выполнен шлиц 9 под отвертку для совмещения формующей части 3 знака с отверстием под него в матрице. В резьбовом упоре 8 также выполнен щлиц 10 под отвертку для установки его в хвостовик втулки.
Упор 8 ввернут э хвостовик 7 втулки с натягом, а его резьба имеет направление противоположное направлению резьбы на знаке, чем исключается смещение резьбового упора при соприкосновении с ним знака в момент выхода знака из формующей полости.
Пресс-форма работает следующим образом.
При подготовке пресс-формы для изготовления очередного изделия с отверстием некруглого сечения необходимо ввести на необходимую глубину в формующую полость 2 матрицы 1 знак 3. Для этого вращают втулку 6 с помощью приспособления, надетого на ее хвостовик 7, для перемещения ее в сторону формующей полости 2. При взаимодействии резьбовой части знака с внутренней резьбой втулки 6, наружной резьбы втулки 6 с резьбой матрицы I знак перемещается поступательно в формующую полость 2. Благодаря тому, что внутренняя и внещняя резьбы втулки 6 имеют противоположное направление, знак перемещается с повыщенной скоростью, равной сумме скоростей поступательных перемещений втулки 6 в матрице и знака во втулке 6. При этом за один оборот втулки 6 (при однозаходной резьбе) знак перемещается на расстояние равное сумме щагов внутренней и внещней резьб втулки 6.
При резком возрастании усилия вращение втулки прекращают. В этом случае торец втулки достигает торца матрицы,, а знак входит на необходимую глубину в формующую полость 2 матрицы 1.
Для вывода знака из полости матрицы перед извлечением из пресс-формы готового изделия необходимо вращать втулку 6 в направлении, противоположном предыдущему (чтобы она вывертывалась из матрицы) до резкого возрастания усилия вращения, т. е. до соприкосновения резьбового хвостовика 4 знака с упором 8. В этом случае знак полностью выводится из формующей полости.
При необходимости изготовления издеЛИЯ с боковым отверстием другой глубины следует изменить исходное положение резьбового хвостовика знака во втулке 6. Для этого отверткой, вставленной в щлиц 10 резьбового упора 8, вывертывают последНИИ из хвостовика 7 втулки, затем полностью вывертывают втулку из матрицы. После этого, ввертывают резьбовый хвостовик 4 знака во втулку 6 для уменьшения глубины формуемого отверстия или вывертывают из нее хвостовик для увеличения глубины
формуемого отверстия. Затем втулку 6 ввертывают в матрицу, а в хвостовик втулки устанавливают упор 8.
Предлагаемая пресс-форма увеличивает не менее чем вдвое скорость перемещения
знака некруглого сечения в рабочую полость матрицы и из нее, чем значительно сокращается время, затрачиваемое на подготовку пресс-формы к изготовлению очередного изделия и тем самым увеличивается производительность.
Формула изобретения
1.Пресс-форма для изготовления полимерных изделий с отверстиями, содержащая матрицу, знак, включающий формующую часть некруглого сечения и резьбовый хвостовик, размещенную в матрице втулку с хвостовиком, на внутренней поверхности которой выполнена резьба, взаимодействующая с резьбовым хвостовиком знака, отличающаяся тем, что, с целью повыщения производительности за счет увеличения скорости перемещения знака, на взаимодействующих между собой поверхностях матрицы и втулки выполнены резьбы, причем
5 резьбы на внутренней и наружной поверхдостях втулки имеют противоположное направление.
2.Пресс-форма по п. 1, отличающаяся тем, что в хвостовике втулки соосно знаку установлен ра резьбе упор, причем резьбы хвостовика и внутренней поверхности втулки противоположно направлены.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 5 № 106661 кл. В 29 С 1/00, 1955.
2.Демин Е. Н. Справочник по пресс-формам. Лениздат, 1967, с. 255, эскиз 1, (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой домкрат | 1980 |
|
SU927737A2 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ НЕСЪЕМНОГО ЗУБНОГО ПРОТЕЗА | 1998 |
|
RU2128480C1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1988 |
|
SU1676822A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1983 |
|
SU1199643A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Резьбовый знак | 1979 |
|
SU804469A2 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ РЕЗЬБОВЫХ ЗНАКОВ ПРЕССФОРМ И ТОМУ ПОДОБНЫХ ИЗЕДЛИЙ | 1935 |
|
SU46412A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1987 |
|
SU1523389A1 |