Изобретение относится к оснастке для переработки полимерных материалов и может быть использовано для изготовления из них изделий с коаксиальными боковыми резьбовыми отверстиями.
Цель изобретения - обеспечение возможности изготовления изделий с концентричными боковыми резьбовыми отверстиями.
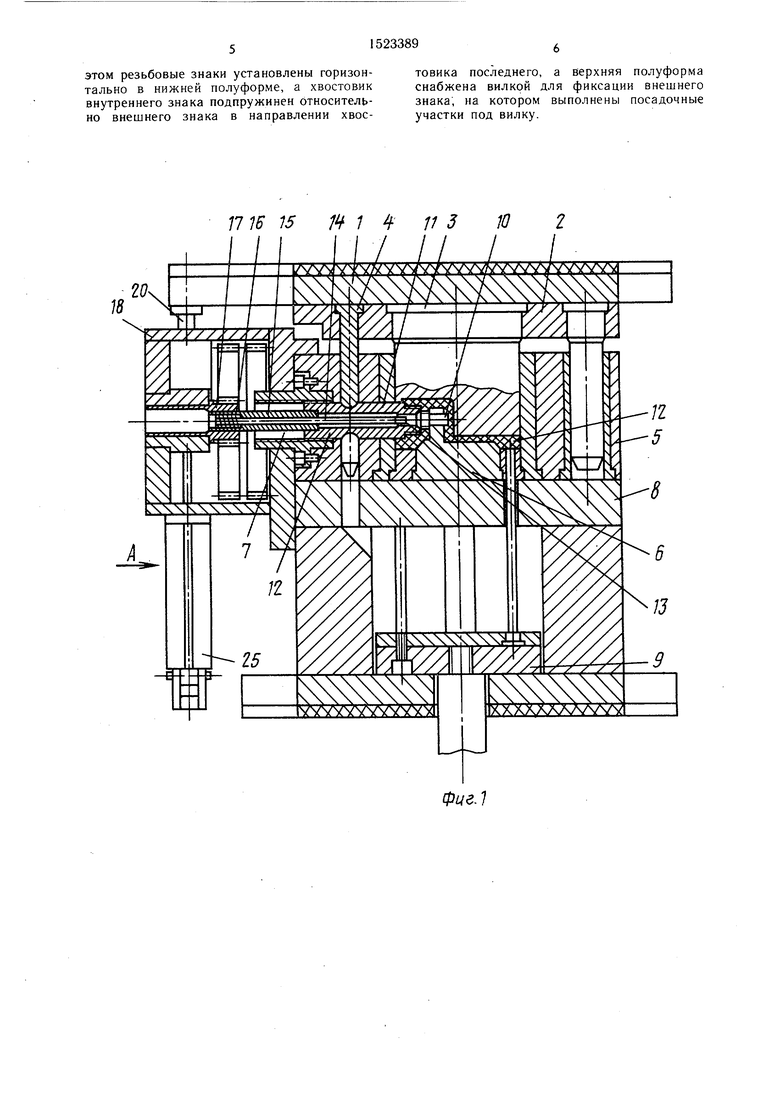
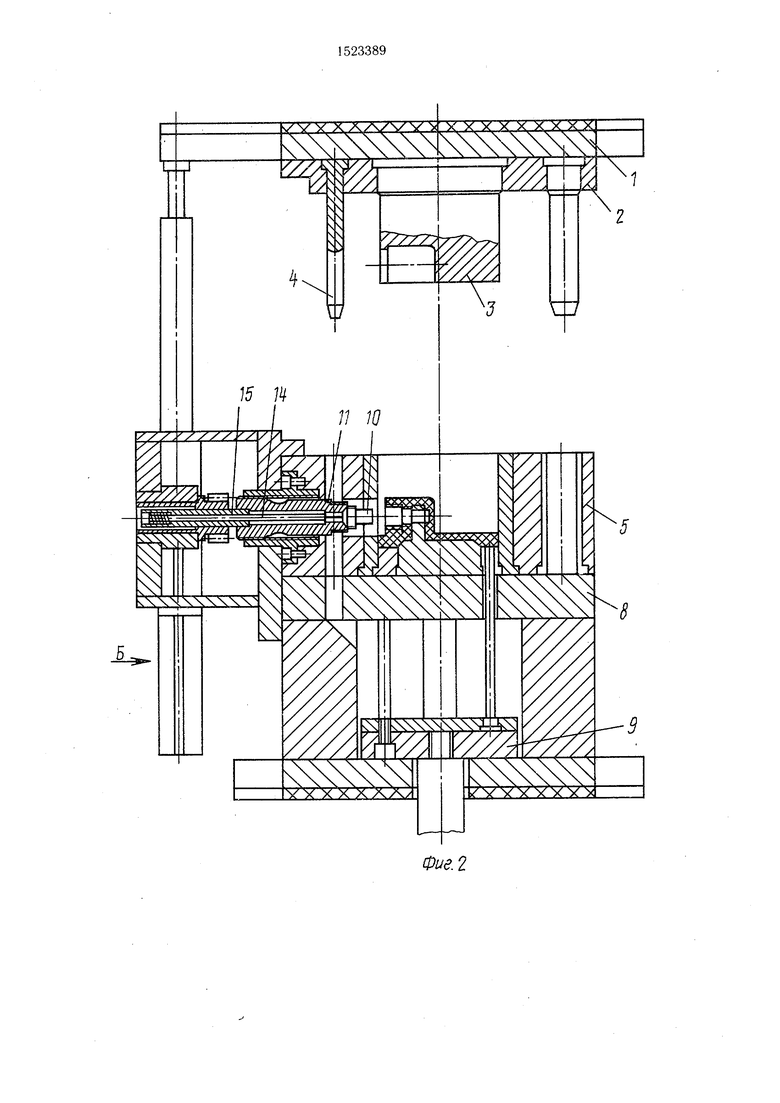
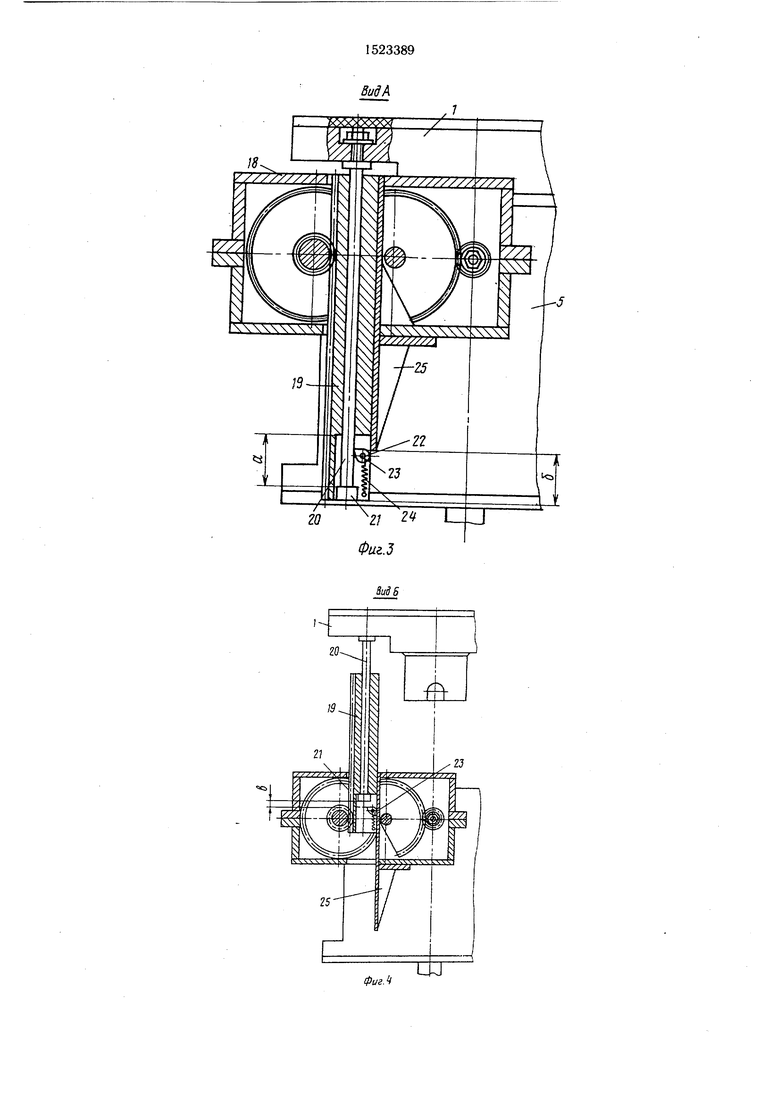
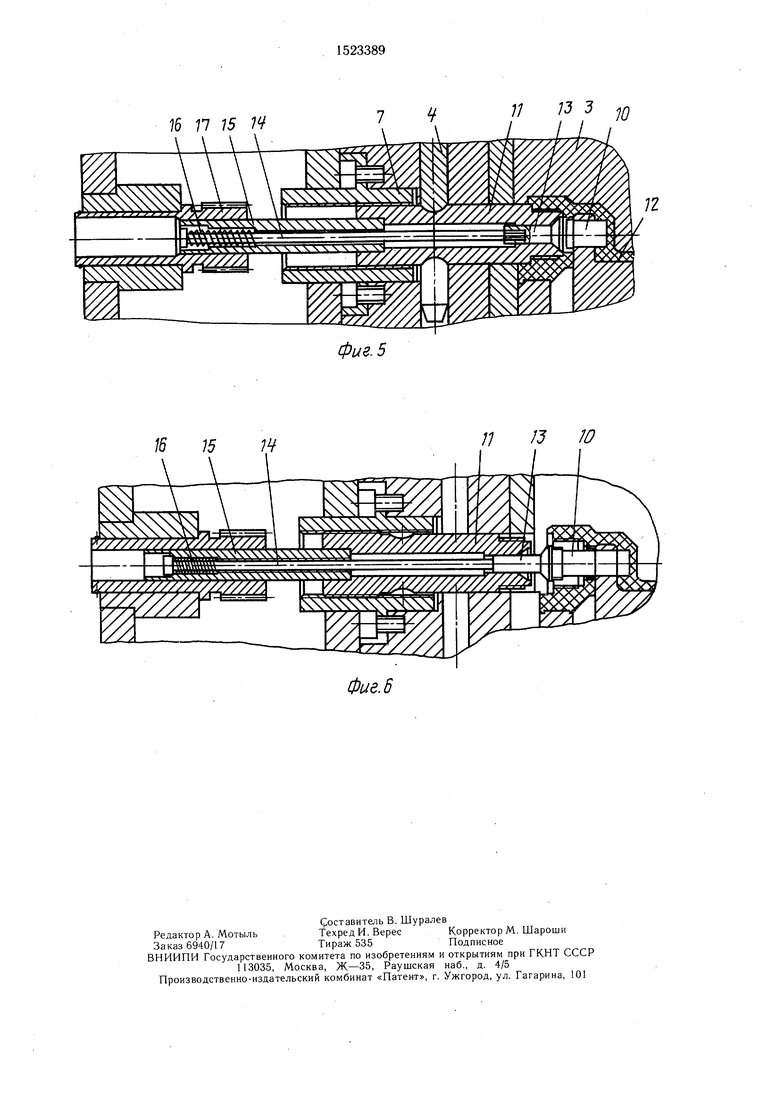
На фиг. 1 показана пресс-форма в закрытом состоянии, вертикальный разрез; на фиг. 2 - то же, в раскрытом; на фиг. 3 - вид А на фиг. 1-; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - узел сопряжения резьбовых знаков в сомкнутой пресс-форме; на фиг. 6 - узлы сопряжения знаков в момент окончания выхода знака из изделия.
Пресс-форма для изготовления полимерных изделий с резьбами содержит верхнюю полуформу, плиту 1 обогрева, пуансо- нодержатель 2 с пуансоном 3 и пильчатым клином 4, обойму 5 с матрицей 6 и
резьбокопиром 7, основание 8 с выталкивающей системой 9, концентрично установленные резьбовые знаки - внутренний 10 с мень- щим щагом нарезки резьбовой части и наружный П, резьбовая часть которого входит в соединение с резьбокопиром 7 и имеет такой же ujar, как и его знаковая часть, входящая в изделие 12. Хвостовик 13 знака 10 имеет коническую часть, входящую в соответствующую расточку наружного знака 11 и граненную часть, входящую по посадке в грененное отверстие.
Пресс-форма содержит верхнюю полуформу, включающую плиту 1 обогрева, пуан- сонодержатель 2 с пуансоном 3, вилку 4 для фиксации внешнего знака и нижнюю полуформу, включающую обойму 5 с матрицей 6 и резьбокопиром 7, основание 8 с выталкивающей системой 9, коаксиально горизонтально установленные резьбовые знаки - внутренний 10 с меньшим шагом резьбы и
сл ю
со со
00
со
внешний 11, хвостовая часть 12 которого входит в резьбокопир 7. Хвостовик 13 знака 10 имеет коническую часть, входящую в расточку внешнего знака 11 и граненую часть, входяш,ую по посадке в соответст- вуюш,ее отверстие в знаке 11.
В хвостовике 13 знака 10 закреплена тяга 14, которая проходит по оси внешнего знака 11 через полый ведуш,ий стер- жень 15. Между головкой тяги 14 и дном ведущего стержня 15 установлена пружина 16 сжатия. Ведуш,ий стержень 15 имеет снаружи граненную форму (например, шес.- тигранную) и одним концом входит в соответствующее углубление внешнего знака 11, а вторым - в граненное отверстие шее- терни 17 механизма 18 вращения резьбовых знаков.
Механизм 18 вращения резьбовых знаков выполнен в виде зубчато-реечного мультипликатора ,, зубчатая рейка 19 которого имеет тягу 20, закрепленную в плите 1 обогрева. Головка 21 тяги размещена в прорези в нижней части рейки 19, ее торец удален от дна паза на расстоянии а. Там же на оси 22 установлен кулачковый фиксатор 23 с пружиной 24. Фиксатор 23 предназначен для ограничения перемещения зубчатой рейки. К корпусу механизма 18 вращения резьбовых знаков прикреплен опорный кронштейн 25, нижний срез которого в закрытой пресс-форме выше нижнего торца рейки 19 на расстояние, равное ходу вилки 4. Для последней на внешнем знаке 11 выполнены посадочные участки.
Пресс-форма работает следующим образом.
В матрицу 6 помещают навеску пресс- материала, после чего плита обогрева опускается вниз. Тяга 20 проходит зазор а, между головкой 21 и кулачковым фиксатором 23 и упирается торцом головки 21 в кулачковый фиксатор 23. Так как в этот момент кулачковый фиксатор 23 соприкасается своей гранью с опорным кронщтей- ном 25, то он не поворачивается, а усилие смыкания передается на рейку 19, которая начинает через шестерни механизма 18 вращать щестерню 17. Шестерня 17 вращает через ведущий стержень 15 резьбовые знаки 10 и 11, которые, вращаясь, соверща- ют поступательное движение и входят в оформляющую полость. Когда кулачковый фиксатор 23 подходит к нижнему срезу опорного кронщтейна 25, его грань теряет опору, а кулачковый фиксатор 23 под воздействием тяги поворачивается, пропуская тягу вниз. При этом рейка 19 перестает перемещаться, знаки перестают вращаться и входить в оформляющую полость. Дальней- щим опусканием плиты I обогрева вилка 4 входит во взаимодействие с посадочными участками внешнего знака 11, а пуансон 3 прессует материал. К концу хода пресса
Q 5
n 5
0 5 е
0
(не показан) nyaHCOtt 3 полностью отпрессует материал, а вилка 4 полностью «сядет на внешний знак 11. После технологической выдержки пресс-форму раскрывают.
Кроме того, плита 1 обогрева увлекает за собой тягу 20. Головка 21 тяги 20 поднимается вверх и входит в соприкосновение с радиусной поверхностью кулачкового фиксатора 23. Кулачковый фиксатор 23 поворачивается вокруг оси 22 и пропускает головку 21 тяги 20. Под воздействием пружины 24 фиксатор возвращается в исходное положение. Головка 21 тяги 20 проходит расстояние а и упирается в дно паза рейки 19. К этому моменту вилка 4 освобождает наружный знак 11, затем рейка 19 приводит в действие механизм 18 вращения знаков. Шестерня 17 вращает ведущий стержень 15, а он - внешний знак 11 вместе со знаком 10. Так как шаг нарезки знаковой части знака 11 имеет такой же щаг, как и резьбовая часть, входящая в соединение с резьбокопиром 7, то за каждый оборот знак 11 выходит из изделия на величину щага резьбы, а знак 10 отстает на величину разницы шагов нарезки своей и внешнего знака. Кроме того, он может отставать из-за задержки в теле изделия своей гладкой оформляющей части. Вследствие отставания знака 10 от знака II между конической расточкой знака 11 и конической частью хвостовика 13 знака 10 образуется зазор, а пружина 16 сжимается между головкой тяги 14 и дном углубления ведущего стержня 15. В. момент окончания выхода знака 10 из изделия 12 пружина 16 разжимается и придает через тягу 14 знаку О осевое перемещение в сторону знака 11, благодаря этому коническая часть хвостовика 13 знака 10 садится в коническую расточку знака П.
Затем включается выталкиватель пресса (не показан) и извлекают изделие. После обдувки и смазки матрицы цикл повторяется.
Формула изобретения
Пресс-форма для изготовления полимерных изделий с резьбами, содержащая верхнюю и нижнюю полуформы, коаксиально установленные с возможностью перемещения относительно друг друга резьбовые знаки и механизм вращения резьбовых знаков, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий с концентричными боковыми резьбовыми отверстиями, механизм вращения резьбовых знаков выполнен в виде закрепленной в верхней полуформе тяги, на которой установлена зубчатая рейка с прорезью в нижней части, в которой установлен с возможностью взаимодействия с головкой тяги подпружиненный кулачковый фиксатор для ограничения перемещения зубчатой рейки, при
этом резьбовые знаки установлены горизонтально в нижней полуформе, а хвостовик внутреннего знака подпружинен относительно внешнего знака в направлении хвостовика последнего, а верхняя полуформа снабжена вилкой для фиксации внешнего знака, на котором выполнены посадочные участки под вилку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Технологическая оснастка для изготовления резьбовых изделий | 1985 |
|
SU1326442A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1989 |
|
SU1764800A1 |
| ГЕОДЕЗИЧЕСКИЙ ЗНАК И УСТРОЙСТВО ДЛЯ ЕГО УСТАНОВКИ | 1994 |
|
RU2080557C1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |
| Литьевая форма для изготовления полимерных изделий с резьбами | 1982 |
|
SU1115912A1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ АР1ЖРОВАУ1Щ "''-''--•:• РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1978 |
|
SU825332A1 |
| Блок литьевого прессования дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835772A1 |
Изобретение относится к технологии переработки пластмасс, в частности к пресс-формам для изготовления полимерных изделий с резьбами. Цель - обеспечение возможности изготовления изделий с концентричными боковыми резьбовыми отверстиями. Для этого в пресс-форме, содержащей верхнюю и нижнюю полуформы, коксиально установленные с возможностью перемещения относительно друг друга резьбовые знаки и мезанизм из вращения. Последний выполнен в виде закрепленной в верхней полуформе тяги, на которой установлена зубчатая рейка с прорезью в нижней части, в которой установлен с возможностью взаимодействия с головкой тяги подпружиненный фиксатор для ограничения перемещения зубчатой рейки. При этом резьбовые знаки установлены горизонтально в нижней полуформе, а хвостовик внутреннего знака подпружинен относительно внешнего знака в направлении хвостовика последнего, а верхняя полуформа снабжена вилкой для фиксации внешнего знака, на котором выполнены посадочные участки под вилку. 6 ил.
/716 15 П /4 V 3 Ю
фце.1
Фие.2
20
Фиг.З
Фuг.
16 п 75 ;v
фиг. 5
Ю 15
;; /3 3 .л //
/J /Z
Фиг. 6
| Пресс-форма для изготовления полимерных изделий с резьбами | 1984 |
|
SU1224172A1 |
| Солесос | 1922 |
|
SU29A1 |
