. Изобретение относится к обработке металлов резанием и может быть использовано при обработке плоскостей в глубоких отверстиях сложного профиля в корпусных деталях.
Цель изобретения - расширение технологических возможностей за счет обеспечения обработки базовых плоскостей в закрытых колодцах.
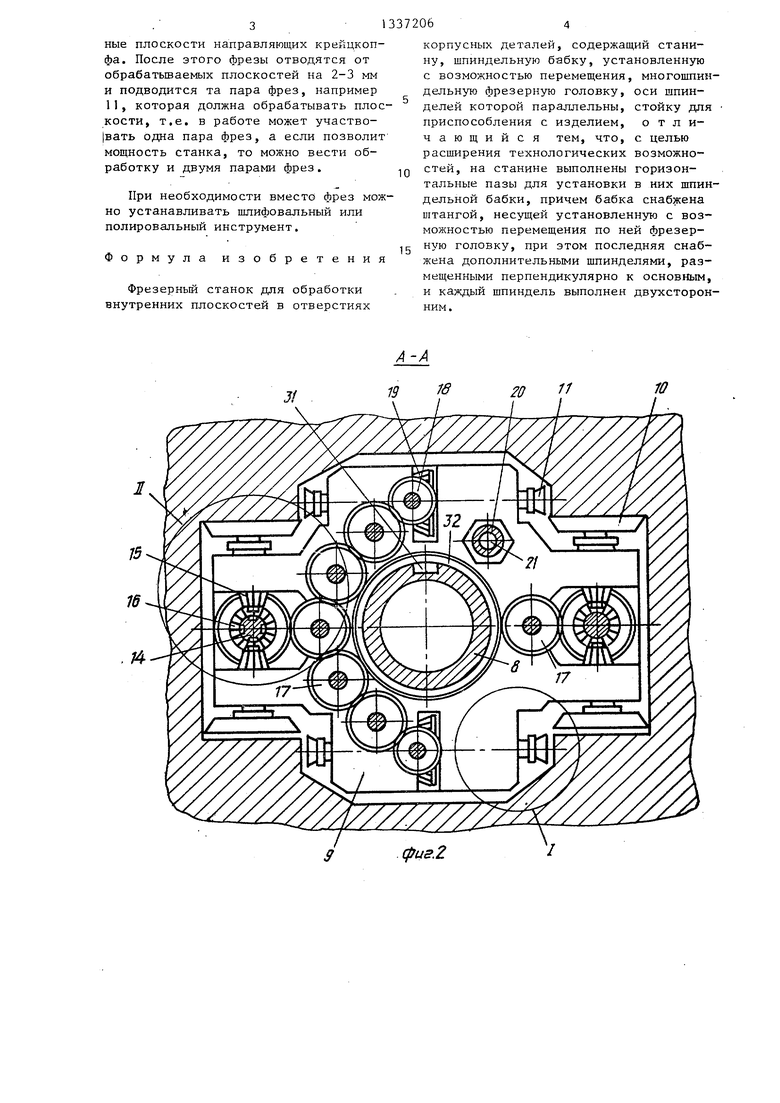
На фиг. 1 схематически изображен предлагаемый станок; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - узел
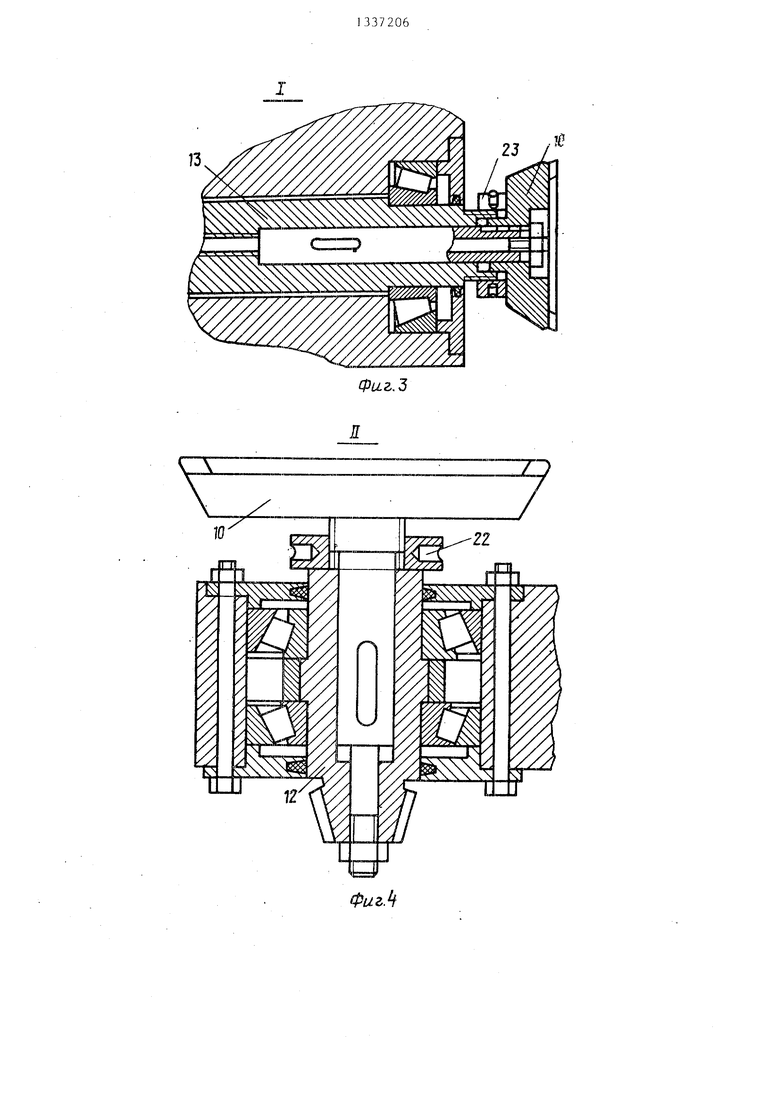
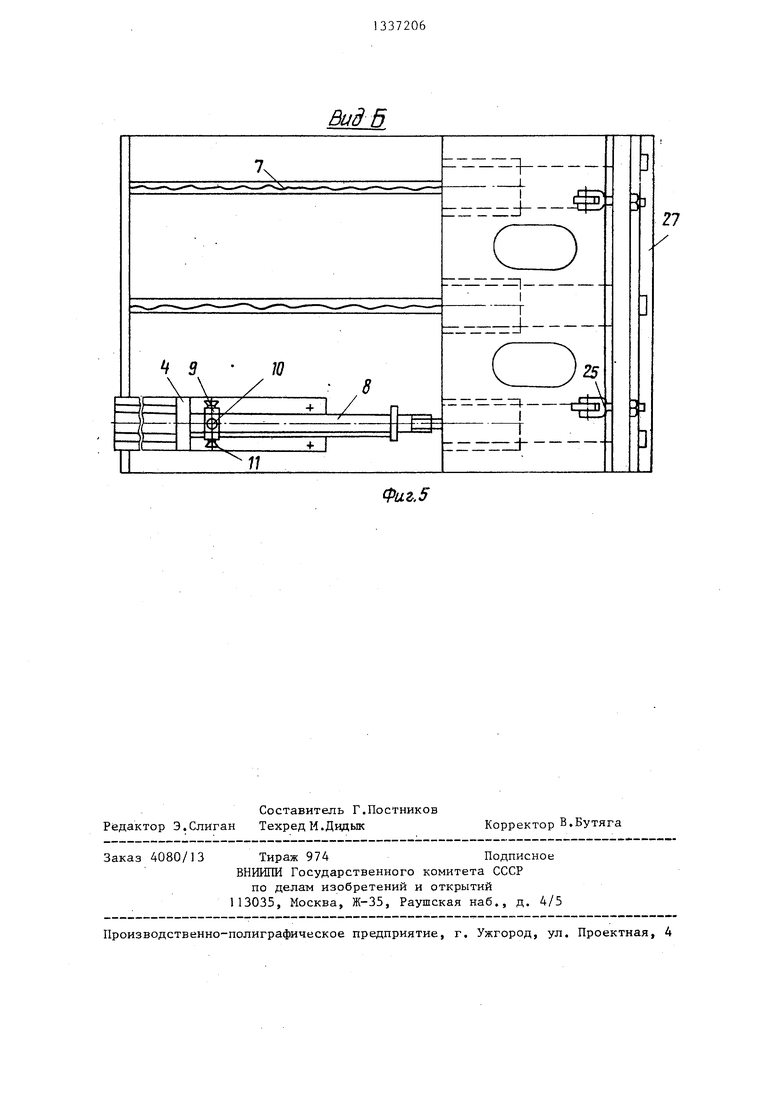
1на фиг, 2; на фиг, 4 - узел II на фиг. 2; на фиг. 5 - вид Б на фиг. 1.
Фрезерный станок состоит из станины 1, имеющей в сечении форму уголка со стойкой 2. На станине строго по шагу расположения колодцев в детали 3 выполнены продольно пазы, в которых установлены шпиндельные бабки 4, жестко закрепленные на основании 5,К основанию 5 жестко закреплена гайка 6, находящаяся в резьбовом соединении с ходовым винтом 7, Ходовой винт 7 кинематически соединен с приводом (не показан) с возможностью регулировки его вращения и служит для перемещения бабки 4, На бабке 4 жестко закреплена направляющая штанга 8, на которой установлена фрезерная головка 9 с рабочими инструментами (фрезами.) 10 и 11, Шпиндели 12 и 13 рабочих инструментов через шлице- в.ой вал 14, конические шестерни 15 и 16 и систему шестерен 17, коническую пару 18 и 19 кинематически соединены с индивидуальным приводом с возможностью смены скоростей вращения (не показан). Привод обеспечивает непрерывное вращение инструментом Юн П На шестернях 15 по периферии выполнены зубчатые венцы. Кроме того, фрезерная головка 9 соединена через гайку 20 с ходовым винтом 21, который кинематически связан с приводом с возможностью регулировки его вращения
Оси шпинделей 12 и 13 перпендикулярны.
Рабочие инструменты 10 и 11 уста новлены в шпинделях 12 и 13 с возможностью регулируемого осевого перемещения гайками 22 и 23, необходимого для регулировки глубины резания. На горизонтальной части стойки 2 установлены клиновые домкраты 24 и гидравлические домкраты (не показаны) для перемещения детали при ее установке. На вертикальной части стойки
2установлены зажимные элементы 25 и
5
0
5
0
5
0
5
26приспособления для крепления детали, а на ее тыльной стороне жестко закреплены задние бабки 27, расположенные строго по шагу расположения колодцев в детали. В вертикальной части стойки 2 также выполнены отверстия 28, а в задних бабках 27 отверстия 29 для крепления свободного конца направляющей штанги 8 при установке ее в колодце обрабатываемой детали 3, Количество шпиндельных бабок должно соответствовать количеству колодцев в детали 3, но можно иметь одну бабку, тогда необходимо менять ее положение по мере обработки плоскостей в колодцах. Резьба 30, нарезанная на направляющей штанге 8, служит для крепления ее конца в задней бабке 27. Шпонка 31 предотвращает фрезерную головку 9 от поворота. Зубчатая шестерня 32 служит для передачи вращательного движения шпинделям 12.
Станок работает следующим образом.
Деталь 3, подлежащую обработке, устанавливают на стойке 2 при помощи гидродомкратов в нужное положение и выверяют относительно рабочих инструментов 10 и 11, После этого деталь крепят зажимными элементами 26 к вертикальной части стойки 2 базовой поверхностью 1плоскостью основания). После этого включается привод перемещения шпиндельной бабки 4 с тем, чтобы завести направляющую штангу 8 в колодец детали и ее свобод-, ный конец закрепить в задней бабке
27при помощи гайки. Подводят опору (клиновый домкрат 24 под деталь для жесткости). Включают привод вала 14 и сообщают вращательное движение, например рабочим инструментом 10, Включают привод продольной подачи фрезерной головки 9 по направляющей штанге В и ведут обработку, например двух верхних плоскостей, остальные инструменты в работе не участвуют. После обработки верхних плоскостей обратной подачей выводят фрезерную головку из колодца, детали перемещают две фрезы 10 в сторону, противоположную обработанной плоскости, а две фрезы 10, расположенные на противоположной стороне фрезерной головки, выдвигают в сторону обрабатываемой плоскости на необходимую величину вращением гайки 22 и таким же путем обрабатывают противоположные плоскости направляющих крейцкопфа. После этого фрезы отводятся от обрабатьшаемых плоскостей на 2-3 мм и подводится та пара фрез, например 1I, которая должна обрабатывать плоскости, т.е. в работе может участво- |вать одна пара фрез, а если позволит мощность станка, то можно вести обработку и двумя парами фрез.
При необходимости вместо фрез можно устанавливать шлифовальный или полировальный инструмент,
Формула изобретения
Фрезерньм станок для обработки внутренних плоскостей в отверстиях
5
корпусных детален, содержащий станину, шпиндельную бабку, установленную с возможностью перемещения, многошпиндельную фрезерную головку, оси шпинделей которой параллельны, стойку для приспособления с изделием, о т л и- чающийся тем, что, с целью расширения технологических возможностей, на станине выполнены горизонтальные пазы для установки в них шпиндельной бабки, причем бабка снабжена штангой, несущей установленную с возможностью перемещения по ней фрезерную головку, при этом последняя снабжена дополнительными щпинделями, размещенными перпендикулярно к основным, и каждый шпиндель выполнен двухсторонним.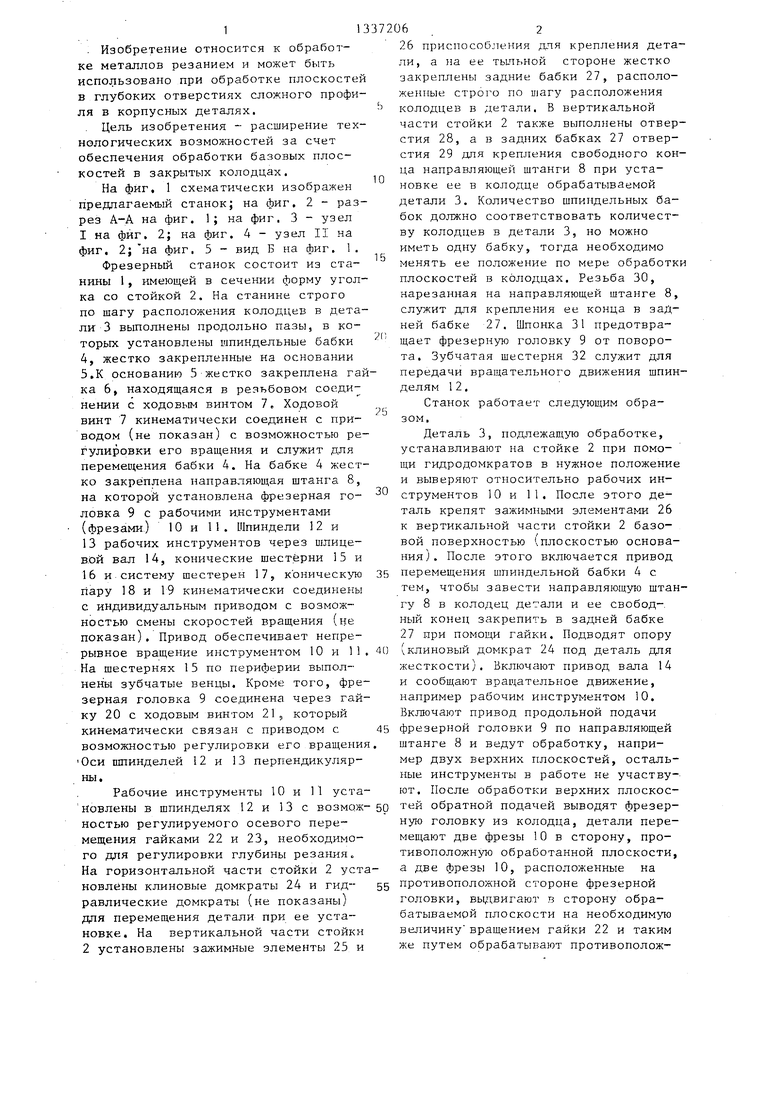
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Фрезерный станок | 1976 |
|
SU656747A1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Станок для удаления наружного грата | 1989 |
|
SU1673311A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
Изобретение относится к обработке металлов резанием и может быть использовано при обработке плоскостей в глубоких отверстиях сложного профиля в корпусных деталях. Цель изобретения,- расширение технологических возможностей за счет обеспечения обработки базовых плоскостей в глубоких колоддах. Станок включает установленную на станине 1 стойку 2 с приспособлением для закрепления детали 3. В станине выполнены пазы для установки в них и перемещения шпиндельных бабок 4. На шпиндельных бабках 4 закреплены штанги 8, по которым перемещаются фрезерные головки 9 с несколькими шпинделями, выполненными двух сторонними. Часть шпинделей имеет горизонтальное расположение осей, другая - вертикальное. При необходимости вместо фрез можно устанавливать шлифовальный или полировальный инструмент. 5 ил, f. (Л 8 г / Г-. со СА Ю О о г4 фиг.1 1 ff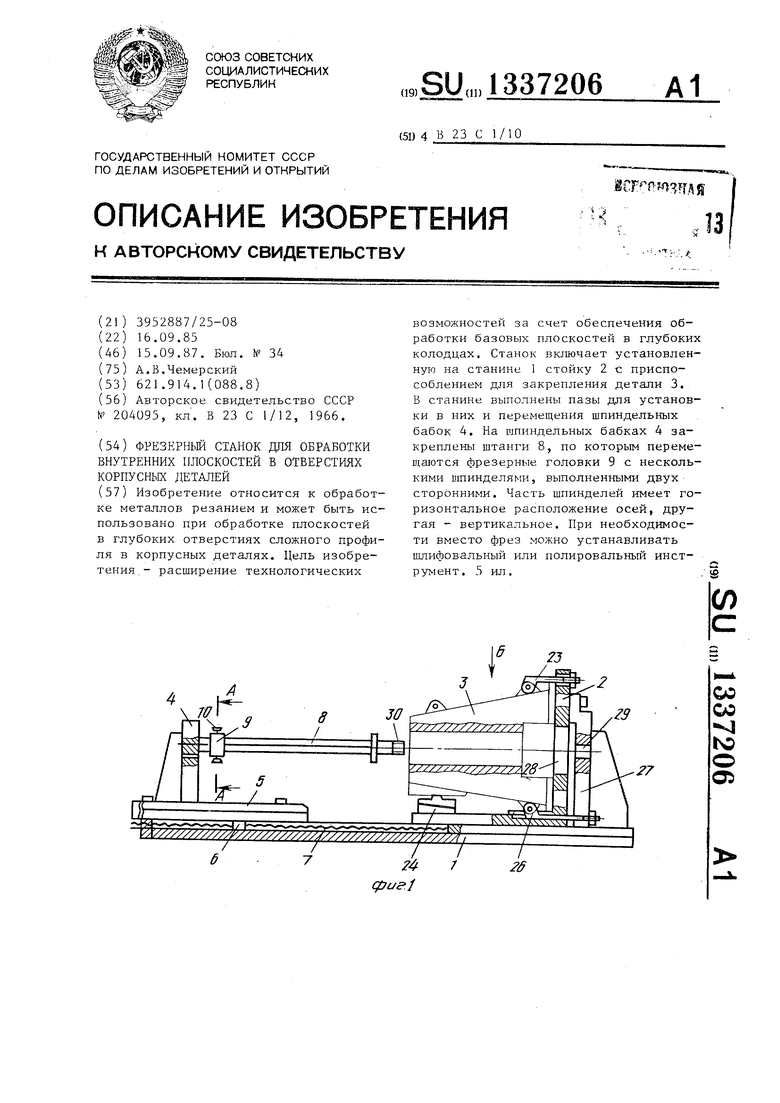
13
Фиг.З
ФигМ
Вид Б
Редактор Э.Слиган
Составитель Г.Постников Техред М.Дидык
4080/13
Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 5
Корректор В.Бутяга
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ПЛОСКОСТЕЙ КОРПУСНЫХ ДЕТАЛЕЙ | 0 |
|
SU204095A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
