Изобретение относится к установкам для обработки изделий и может быть использовано для нанесения защитного покрытия на графитовых электродах.
Известна установка для отделки поверхности строительных изделий, включающая пост фрезерования поверхности изделий и образования пазов и фасок, пост очистки от пыли, пост нанесения на изделия защитных покрытий, причем пост фрезерования поверхности и образования пазов и фасок выполнен с поворотно-приводным столом и соединен с ним роликовым транспортером. 1.
Наиболее близким техническим рещением к изобретению является установка для обработки изделий, включающая неподвижную бабку со щпинделем, подвижную бабку с пинолью, продольные суппорты, смонтированные на них поперечные суппорты с рабочими инструментами и приводы 2.
Недостатками известных устройств является то, что качество покрытия, нанесенного на изделия, получается низким.
Целью изобретения является получение на электродах защитного покрытия высокого качества.
Поставленная цель достигается тем, что в установке для обработки изделий, включающей неподвижную бабку со шпинделем, подвижную бабку с пинолью, продольные суппорты, смонтированные на них поперечные суппорты с рабочими инструментами и приводы, рабочие инструменты выполнены в виде приспособлений для зачистки поверхности электрода, ее электродуговой обработки, нананесения на поверхность алюминия, суспензии из пылеобразных легирующих веществ и графитной .суспензии, а также шлифовального устройства, причем рабочие инструменты смонтированы на поперечных суппортах последовательно друг за другом. В установке привод щпинделя может быть выполнен через коробки скоростей, кинематически связан с приводом продольных суппортов.
В установке привод пиноли может быть снабжен муфтой предельного момента и конечными выключателями, кулачком, кинематически связанным с пинолью.
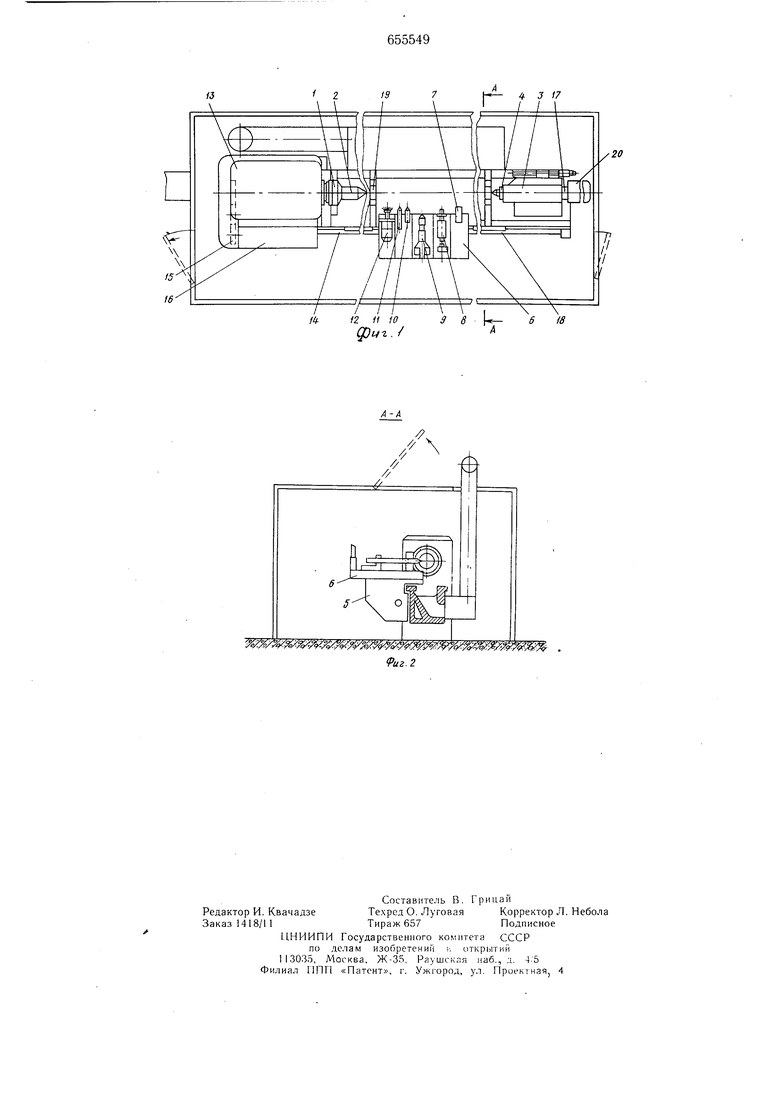
На фиг. 1 изображена предложенная установка; на фиг. 2 - разрез А-А фиг. 1.
Установка для обработки изделий включает неподвижную бабку 1 со щпинделем 2, подвижную бабку 3 с пинолью 4, продольные суппорты 5, смонтированные на них попереч ные суппорты 6 с рабочими инструментами; приспособленне для зачистки поверхности электродов 7, приспособление 8 для электродуговой обработки, приспособление 9 для нанесения на поверхность алюминия, приспо собление для нанесення суспензии из нылеобразных легирующих веществ 10, приспособление для нанесения графитной суспензин 11 и щлифовальное устройство 12. Привод шпинделя осуществлен от электродвигателя (на чертеже не показан) через коробку передач 13. Продольный суппорт 5 перемещается с помощью ходового винта 14, кинематически связанного через гитару 15 с коробкой передач 16 с приводом щпииделя. Привод пиноли 4 содержит электродвигатель 17 с муфтой предельного момента (на чертеже не показано). Пиноль 4 соединена с подвижным кулачком конечных выключателей 18- приспособлений, смонтированных на поперечных суппортах 6. Устройство работает следующим образом. В оба ниппельных гнезда электрода ввертываются технологические цапфы, служащие для транспортировки с помощью подъемнотранспортных устройств и крепления электр ода между щпинделем 2 и пинолью 4 устройства. Электрод поднимается мостовым краном, вводится в установку и укладывается щейками технологических цапф на стойки 19. Зал имное устройство 20 с электродо.м включается для движения вперед. Пиноль входит в заднюю технологическую цапфу и движет электрод к щпинделю 2. При этом конусы щпинделя 2 и пиноль 4, внутренние конусы технологических цапф поднимают шейки технологических цапф над стойками 19. При подаче крутящего момента муфта зажимного приспособления 20 проскальзывает и вскоре после этого реле времени выключает его двигатель (на чертеже не изображены). Для изготовления защитного покрытия приспособления производят следующие рабочие операции. Первая рабочая операция: зачистка поверхности электрода, первичная металлизация напылением алюминия, первичное опрыскивание суспензий из легирующих элементов, быстрый обратный ход. Вторая рабочая операция: первичная электродуговая обработка, вторичная металлизация напылением алюминия, вторичное опрыскивание суспензией из легирующих элементов, быстрый обратный ход. Третья рабочая операция: вторичная электродуговая обработка, .металлизация напылением алюминия в третий раз, опрыскивание суспензией из графита, быстрый обратный ход. Четвертая рабочая операция: третья электродуговая обработка, щлифование поверхности, быстрый обратный ход. После этого производится размыкание зажимного приспособления с электропривоводом, причем щейки технологических цапф снова опираются на стойки 19 и готовый электрод извлекается. Формула изобретения I. Установка для обработки изделий, преимущественно графитовых электродов, включающая неподвижную бабку со щиинделем, подвижную бабку с пинолью, продольные суппорты, смонтированные на них поперечные суппорты с рабочими инстру.ментами и приводы, отличающаяся тем, что, с целью получения на электродах защитного покры ия высокого качества, рабочие инструменты выполнены в виде приспособлений для .зачистки поверхности электродов, ее электродуговой обработки, нанесения на поверхность алюминия, суспензии из пылеобразных легирующих веществ и графитной суспензии, а также шлифовального устройства, причем рабочие инструменты смонтированы на поперечных суппортах последовательно друг за другом. 2.Установка по п. 1, отличающаяся тем, что привод щпинделя через коробки скоростей кинематически связан с приводо.м продольных суппортов. 3.Установка по п. 1, отличающаяся те.м, что привод пиноли снабжен муфтой предельного момента и конечными выключателями с кулачком, кинематически связанным с пинолью. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство № 497142, кл. В 28 В 19/00, 1973. 2.Авторское свидетельство Л 127541, кл. В 23 В 3/30, 1957.
IS
I I /1 Г I it to38 6 18
д}чг./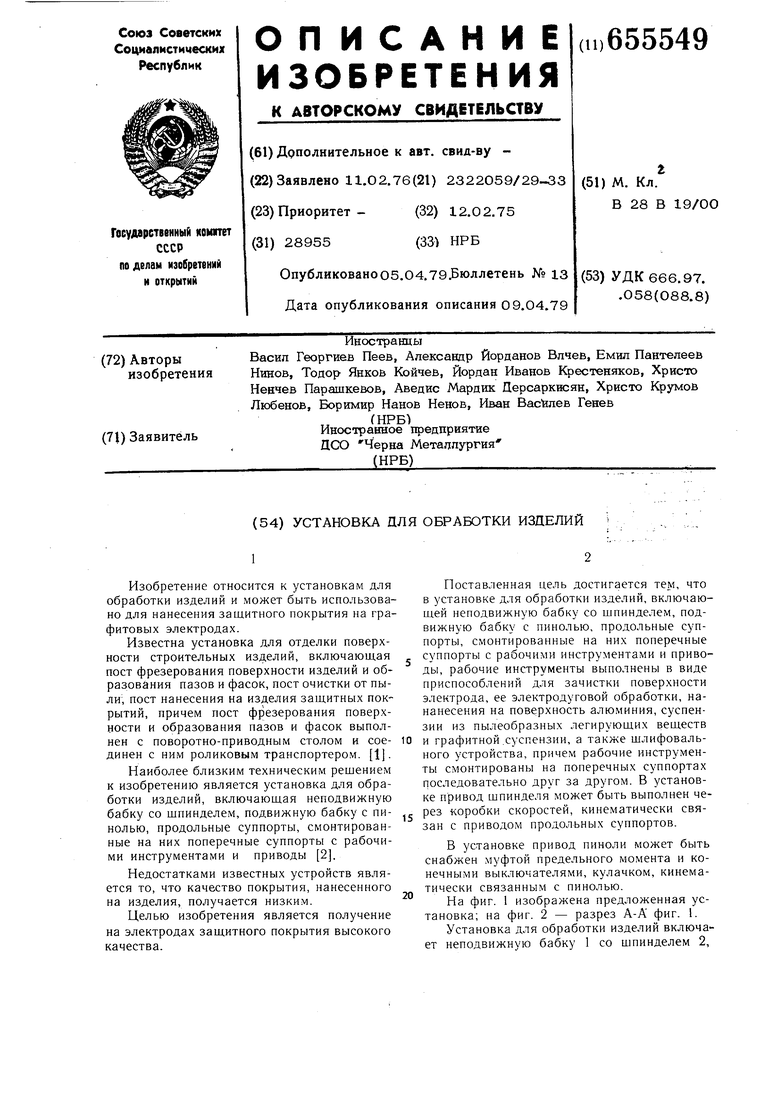
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое сооружение для нанесения защитного покрытия на графитные электроды | 1978 |
|
SU918334A1 |
| Станок для обработки кромок под сварку | 1981 |
|
SU975243A1 |
| Устройство для обработки кулачков | 1970 |
|
SU478690A1 |
| Станок для давильной обработки | 1981 |
|
SU1013029A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Установка для ремонта триангелей тормозной рычажной передачи вагонов | 1974 |
|
SU551209A1 |
| Станок для точения деталей с изогнутой осью | 1983 |
|
SU1117214A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Клепальная установка | 1973 |
|
SU487706A1 |