(54) СПОСОБ БАНДАЖИРОВАНИЯ ТРУБОПРОВОДА
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1981 |
|
SU971564A1 |
| Способ повышения прочности действующего трубопровода | 1987 |
|
SU1610188A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2018 |
|
RU2690455C1 |
| БАНДАЖ ОБМОТКИ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2321134C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК С ТОРЦЕВЫМ ОХЛАЖДЕНИЕМ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ УСТАНОВОК | 1991 |
|
RU2037897C1 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 1999 |
|
RU2156397C1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| Машина для бандажирования труб | 1990 |
|
SU1799835A1 |
I
Изобретение касается получения составных труб.
Известны способы бандажирования трубопровода путем намотки на его наружную поверхность проволоки, имеющей профиль с разновеликими размерами по осям симметрии ее сечения, например плоской с закругленными гранями («плющенки) 1.
Недостатком этого способа является сложность создания предварительного напряженного состояния. С целью упрощения создания предварительно напряженного состояния в стенках трубопровода на последг НИИ наматывают проволоку так, чтобы большая ось профиля составляла с образующей трубы угол от О до 70°, затем проволоку поворачивают относительно ее продольной оси в сторону увеличения этого угла до 90°. Кроме того, поворот профиля осуществляют сжатием обмотки в осевом направлении.
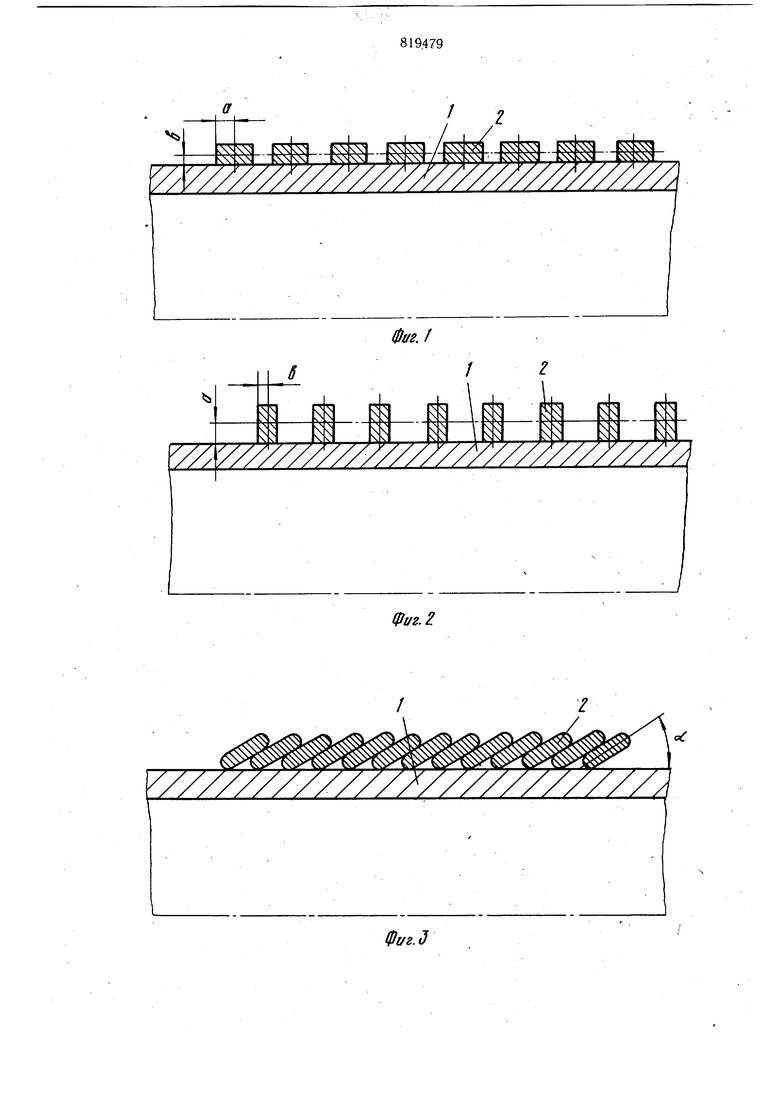
Описываемый способ иллюстрируется чертежами, где: на фиг. 1 дана схема плоской намотки проволоки, т. е. d 0;. на фиг. 3 -об мотка в напряженном состоянии; на фиг. 3 - схема наклонной наМоТки; на фиг. 4 показан принцип создания натяга между трубой и бандажом; на фиг. 5 изображен принцип
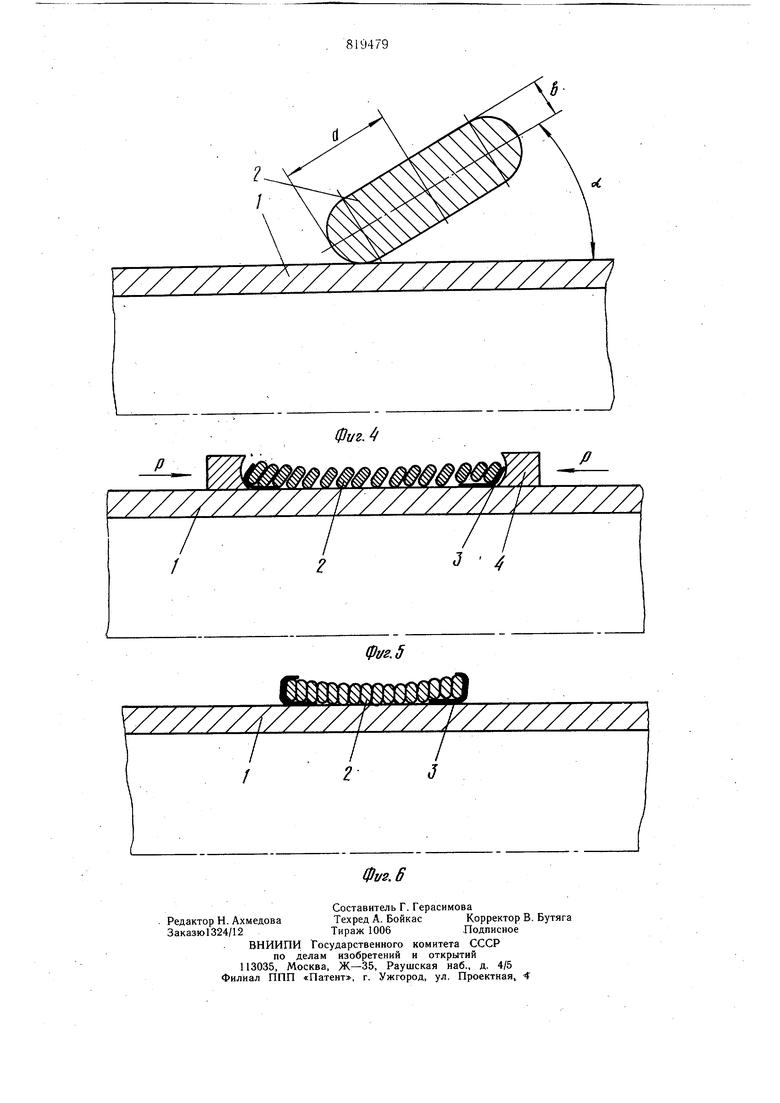
создания напряженного состояния осевым сжатием обмотки; на фиг. 6 - конструкция бандажа после осевого сжатия.
Бандажирование с обеспечением предварительного напряженного состояния в трубе по описываемому способу осуществляется следующим образом.
На участках трубопровода 1 наматывается в один ряд проволока 2, имеющая профиль с разновеликими размерами по осям симметрии, например плоская с закругленными гранями («плющенка), располагая профиль таким образом, чтобы большая ось профиля была параллельна образующей трубы, т. е. с О (см. фиг. 1), или составляла острый угол ot (см. фиг. 3). В случае, когда ct О, возможности профиля используются наиболее полно. После чего проволоку поворачивают относительно ее продольной оси в сторону увеличения угла большей оси профиля к образующей трубы до прямого, т. е. устанавливая ее «на ребро (см. фиг. 2), как наиболее устойчивое положение, что облегчает фиксацию профиля.
Вследствие поворота витков расстояние между герметическим центром профиля и
поверхностью трубы увеличивается от величины «в до «а, т.е. обеспечивается натяг, равный Д (с.ад. фиг. 2 и 4). Для первого случая намотки (см. фиг. 1 и 2) Д а-в, а для второго (фиг. 3 и 4) Д а)1-sinct), гд айв - соответственно большая и малая полуось профиля.
Из приведенной выше формулы видно, что наибольший натяг достигается при угле укладки профиля, равном нулю, с поворотом профиля до 90°. Угол предварительной укладки профиля ci выбирается в зависимости от необходимой величины натяга.
Этот натяг создает напряжение сжатия в стенке трубы и растяжения в витках бандажа, соотношение которых обратно пропорционально толшине стенки трубы и приведенной толшине бандажа, а также механических свойств их материалов.
Расчеты показывают, что потенциальные возможности профиля используются для создания натяга при повороте его от угла предварительной укладки ot до установки «на ребро соответственно:
о(г% использования
100 83 66 50 36 24 14 6
1,5 О
Откуда следует, что предварительный угол укладки профиля более 70° нерационален.
Таким образом, используя проволоку с различными свойствами и геометрическими параметрами профиля, выбирая угол укладки профиля, можно обеспечить необходимую величину напряжений сжатия в стенке трубы.
. Наибольший эффект обеспечивается при использовании проволоки, профиль которой по малой оси симметрии ограничен выпуклой кривой, например овального сечения.
Поворот проволоки вокруг оси может осуществляться после закрепления ее концов рычажными захватами, обкаткой или осевым стягиванием витков.
Фиксация витков в повернутом состоянии обеспечивается использованием проволоки с плоской опорной поверхностью, например прямоугольного сечения. Для проволоки с профилем, ограниченным выпуклой кривой, например овального сечения, фиксация витков осуцхествляется осевым сжатием витков (см. фиг. 5 и 6), а также заполнением зазором между витками заливочной композицией ллили навивкой проволоки, например полимерной.
Фиксация посредством осевого сжатия витков осуществляется следующим образом.
Под крайние 3-4 витка подкладываются равномерно по окружности несколько металлических полос 3 (см. фиг. 5 и 6) вдоль образующей трубы с отогнутыми свободными концами, по концам обмотки устанавливаются разъемные шайбы 4 и производится стягивание витков в осевом направлении посредством гидравлических или других силовых устройств. При этом полосы 3 защемляются витками, а свободные концы их плотно огибают крайние, витки, удерживая обмотку в сжатом состоянии.
Количество одновременно стягиваемых витков определяется размерами профиля и мощностью силовых устройств. При намотке бандажа большой протяженности стягивание может осуществляться последовательно по нескольку витков.
Пример конкретного исполнения.
На отрезок трубы диаметром 210 мм с толиной стенки 7 мм и длиной 400 мм наматывали плющенную проволоку с размерами по осям сечения 3,4 X 2,6 мм так, что угол между большой осью профиля и образующей трубы составлял 45°. Затем обмотку сжимали в осевом направлении на прессе с помощью двух щайб, обеспечивая поворот профиля проволоки. К моменту установки профиля «на ребро нагрузка равнялась 11,5 т, а напряжение сжатия в стенке трубы достигало 320 кг/см 2.
Использование описываемого способа бандажирования обеспечивает осуществление предварительно напряженного состояния на отдельных участках действующего трубопровода намоткой проволоки без натяжения.
Формула изобретения
ее сечения, например плоской с закругленными гранями («плющенки), отличающийся тем, что, с целью упрощения создания предварительно напряженного состояния в стенках трубопровода, на последний наматывают проволоку так, чтобы большая ось
профиля составляла с образующей трубы угол от О до 70°, затем проволоку поворачивают относительно ее продольной оси в сторону увеличения, этого угла до 90°.
Источники информации, принятые во внимание при экспертизе 1. Денор Г. Применение бандажей в конструкциях цилиндрических емкостей, обеспечивйющее снижение металлоемкости и стоимости изделий. Доклад в «Нефтегазэкспо, М., ноябрь, 1975.
/ tXNpvN fCvNK kSSKXJ CvNyvVI
Y/7//////////7Z //////////
S
N W///////// W
Фиг. г /////r////////////A
Фиг.д
Фиг.
J 4
