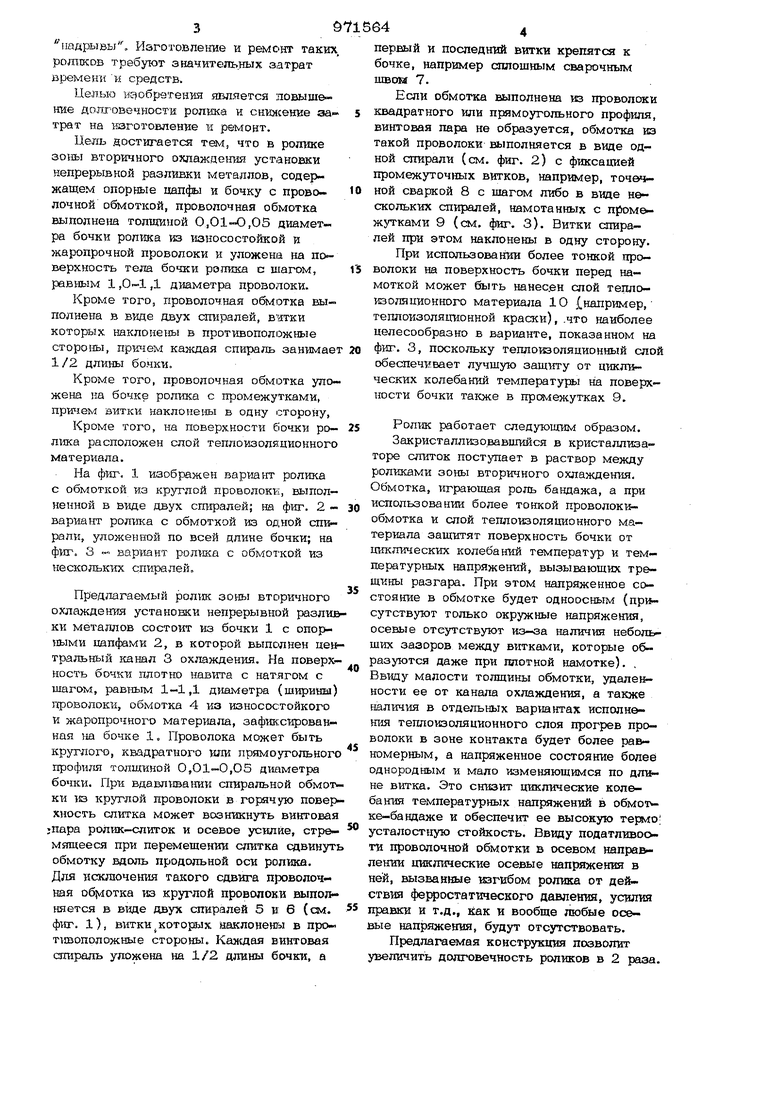
Изобретение относится к области металлургии. Известен ролик, на поверхности бочки которого выполнены спиральные каналы охлаждения. На бочку надета стальная труба, на которую плотно намотана в одном направлении круглая или плоская про волока. На наружную поверхность обмотки наплавлен требуемый металл, который, составляя с обмоткой единое целое, образует наружную втулку (бандаж) 1. Недостатком этой конструкции является то, что при контакте со слитком наружная втулка (бандаж) подвержена высокотемпературному нагреву, а при выходе из контакта иэ-за того, что каналы охлаж дения расположены близко от нее, интенсивному охлаждению. Это порождает циклически изменяющееся неоднородное двух или трехосное напряженное состояние втулки, возникновение на ней сетки ра гарных трещин, являющихся концентраторами напряжений, и преждевременное усталостное разрушение от действия цив&лических температурных и механических напряжений, возникающих при изгибе ро лика нагрузкой со стороны слитка (ферростатическим давлении, усилием правки и т.д.). Подверженная неравномерному нагреву наружная втулка, представляющая собой сплошную трубу, стремится изогнуться, а охлаждаемое и относительно равномерн но нагретое основание стесняет ее тем пературный прогиб, что приводит к образованию в ней дополнительных maaivneo ких осевых напряжений, ускоряющих усталостное разрушение. Долговечность снвн жают также способствуюшие усталостному разрушению .сопутствующие наплавке остаточные шпряженвя в концентрация напряжений на внутренней сторон наруткрной втулки, вызванная тем, что при н& полном проплавленШ обмотки (а она не должна приварена к трубе, надетой на основание - бочку) вааоры между витками в непроплавленной части обмотки представляют собой своеобразные 39 ИэгогоБпение и ремонт таких. надрывы рошков требуют эначитель.ных затрат времени и средств. Целью изобретения является повышение долховечности ропика и снкнсение аатрат на изготовление и ремонт. Цель достигается тем, что в ротше soiai вторичного охлаждения установки непрерывной разливки металлов, содержащем опорные цапфы и бочку с провопочной обмоткой, проволочная обмотка выполнена толщиной 0,01-0,05 диаметра бочки ролика ю износостойкой и жаропрочной проволоки и уложена на по верхность тела бочки ролика с шагом, равным 1,,1 диаметра проволоки. Кроме того, проволочная обмотка выполнена в виде двух спиралей, вятки которых наклонены в противоположные стороны, причем каждая спираль занимает 1 /2 длины бо.чки. Кроме того, проволочная обмотка уло жена на бочке ролика с промежутками, npWioM витки наклонены в одну сторону. Кроме того, на поверхности бочки ролика расположен слой теплоизоляционного материала. На фиг, 1 изображен вариант ролика с обмоткой из круглой проволока, выполненной в виде двух сшфалей; на фиг. 2вариант ролика с обмоткой из одной спирали, уложенной по всей длине бочки; на фиг. 3 вар-цант с обмо1кой из нескольких спиралей. Предлагаемый ролик зоны вторичного охлаждения установки непрерывной разлиз ки металлов состоит из бочки 1 с опорными цапфами 2, в которой выполнен цен тральный канал 3 охлаждения. На поверх ность бочки плотно навита с натягом с шагом, paBtibiM 1-1,1 диаметра (ширины проволоки, обмотка 4 из износсхгтойкого и жаропрочного материала, зафик:сирован ная на бочке 1. Проволока может быть круглого, квадратного или прямоугольног профиля толщиной 0,01-0,05 ди 1метра бочки. При вдавливании спиральной обмот ки то круглой проволоки в горячую повер хность слитка может возникнуть винтова ;пара ролик-слиток и осевое усилие, стре мящееся при перемещении слитка сдвинут обмотку вдоль продольной оси ропика. Для исключения такого сдвига njx)Bono4ная обмотка из круглой проволоки выпол няется в виде двух спиралей 5 и 6 (см. фиг. 1), витки которых ншслонешы в прот даоположные стороны. Каншая винтовая сщ1раль уложена на 1/2 длины бочки, а 4 первый и последний витки крепятся к бочке, например сппощным сварочным швом 7. Если обмотка выполнена ю проволоки квадратного или прямоугольного профиля, винтовая пара не образуется, обмотка из такой проволоки Ызшолняется в виде одной спирали (см. фиг. 2) с фиксацией промежуточных витков, например, точечной сваркой 8 с щагом либо в виде нескольких спиралей, намотанных с промежутками 9 (см. фиг. 3). Витки спиралей при этом наклонены в одну сторону. При использовании более тонкой проволоки на поверхность бочки перед намоткой может быть нанесен слой теплоизоляционного материала 10 ,(например, теплоизоляггаонной краски), .что наиболее целесообразно в варианте, показанном на фиг. 3, поскольку теплоизоляционный слой обеспечивает лучшую защиту от циклических колебаний температуры на поверхтюсти бочки также в промежутках 9. Ролик работает следующим образом. Закристаллизовавшийся в кристаллизаторе слиток поступает в раствор между роликами зоны вторичного охлаждения. Обмотка, играющая роль бандажа, а при использовании более тонкой проволокиобмотка и слой теплоизоляционного материала защитят поверхность бочки от циклических колебаний температур и температурных напряжений, вызывающих трещины разгара. При этом напряженное состояние в обмотке будет одноосным (пр сутствуют только окружные напряжения, осевые отсутствуют из-за наличия небольших зазоров между витками, которые образуются даже при плотной намотке). , Ввиду малости толщины обмотки, удаленности ее от канала охлаждения, а также наличия в отдельных вариантах исполнения теплоизоляционного слоя прогрев проволоки в зоне контакта будет более равномерным, а напряженное состояние более однородным и мало изменяющимся по дятьне витка. Это снизит циклические колебания температурных напряжений в обмотке-бандаже и обеспечит ее высокую термо| усталостную стойкость. Ввиду податливооти проволочной обмотки в осевом напра&ленгни шпсшяеские осевые напряжения в ней, вызванные изгибом ролика от действия ферфостаттмеского давлентш, усвдгия прашш и т.д., как и вообще любые осевые напряжения, будут отсутствовать. Предлагаемая конструкция позволит увеличить долговечность роликов в 2 раза. Восстановление (ремонт) таких pomtков по сравнентао с прототипом значительно проще и дешевле, поскольку в ко струкции бандажа отсутствует трудоемкий элемент наппавки. При восстановлени ролика приваренные витки срезаются, а промежуточные разрубаются, либо обмотка стачивается на токарном станке. Посц этого на ту же бочку наматывается новая обмотка-бандаж. При этом затраты на ремонт снизятся в 5-10 раз. По ориентировочным расчетным данным ожидаемый экономический эффект от внедрения предлагаемого изобретения на одной двухручьевой установке непрерывной разливки металлов составит 500 тыс руб. в год. Формула изобретени 1, Ролик зоны вторичного охлаждения установки непрерывной разливки металлов, содержащий опорные цапфы и бочку с проволочной обмоткой, отличаюЩ и и с я тем, что, с целью повышения в4 долговечности и снижения затрат на вэготовление и ремонт ролика, проволочная обмотка выполненатолщиной О,01-0,О5 диаметра бочки ролика из износосто ой и жаропрочной проволоки в уложена на поверхности тела бочки с шагом,равным 1,0-1,1 диаметра проволоки. 2.Ролик по п. 1, отличавши и с я тем, что проволочная обмотка выполнена в виде двух опфалей, витки KOTopajx наклонены в противоположные стороны, причем каждая спираль зани мает 1/2 длины бочки, 3.Ролик по п. 1, отличаю щ ий с я тем, что проволочная обмоткА уложена на бочке ролика с промежутками, причем витки наклонены в одну сторону. 4.Ролик по пп. 1, 2 и 3, о т л и чающийся тем, что на поверхности бочки ролика расположен слой тепповзояционного материала. Источники информации, принятые во внимание при экспертизе 1. Заявка Японии NQ 49-40335 л. В 22 D 11/12, опублнк. 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1990 |
|
SU1770050A2 |
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| РОЛИК | 1996 |
|
RU2095190C1 |
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1976 |
|
SU618181A1 |
| Устройство охлаждения для ролика непрерывного литья | 2020 |
|
RU2770927C1 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| Устройство для поддержания и охлаждения слитка в установке непрерывной разливки металлов | 1988 |
|
SU1524963A1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1993 |
|
RU2060861C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖИРОВАННЫХ РОЛИКОВ | 1998 |
|
RU2123412C1 |
| Печной ролик | 1979 |
|
SU851069A1 |

fO
/
u
Фиг.З
