ел
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Укладчик проволоки при намотке | 1987 |
|
SU1460016A1 |
| Устройство для покрытия внутренней поверхности кольцевого шва трубопровода | 1989 |
|
SU1717260A1 |
| Устройство для регулирования натяжения проволоки на механизме бандажирования трубопровода | 1986 |
|
SU1406109A1 |
| Способ повышения прочности действующего трубопровода | 1987 |
|
SU1610188A1 |
| Машина для антикоррозионной защиты внутренней поверхности труб | 1990 |
|
SU1752442A1 |
| Устройство для управления намоткой провода | 1986 |
|
SU1382796A1 |
| Устройство для нанесения полимерного покрытия на внутреннюю поверхность трубопровода | 1989 |
|
SU1722860A1 |
| Устройство для нанесения ленточного покрытия на поверхность | 1989 |
|
SU1712181A1 |
| Способ определения предела текучести сварного соединения | 1987 |
|
SU1522074A1 |
| СПОСОБ ОЧИСТКИ И НАНЕСЕНИЯ АНТИКОРРОЗИЙНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ДЫМОВОЙ ТРУБЫ | 2012 |
|
RU2528254C2 |
Сущность изобретения: механизм намотки с укладчиком смонтирован концент- рично корпусу. Электродвигатель установлен на корпусе и соединен через коробку скоростей и зубчатое зацепление с первой разъемной цилиндрической щеткой ротора. Параллельно щетке размещена вторая разъемная цилиндрическая щека ротора, соединенная с первой щекой осями первых цилиндрических щеток и пластиной, С внешней стороны второй щеки на осях вращения размещены вторые цилиндрические щетки и поддерживающие ролики. В проеме между щеками на пластине с отверстием, расположенным по вертикальной оси корпуса, неподвижно закреплен эжектор. Первый подвод эжектора через кран соединен с емкостью с антикоррозионным покрытием. Второй подвод через трубопровод и кран соединен с ресивером. Емкость с антикоррозионным покрытием и ресивер неподвижно закреплены на пластине. Диффузор эжектора расположен в отверстии пластины, 4 ил.
Изобретение относится к трубной промышленности для изготовления бандажиро- ванного трубопровода и может быть использовано при его ремонте.
Цель изобретения - повышение качества бандажирования труб путем исключения несплошностей между трубой и гибким элементом.
Поставленная цель достигается тем, что устройство для бандажирования трубопровода включает корпус, привод поступательного и вращательного перемещений, смонтированный концентрично корпусу механизм намотки с укладчиком, средство натяжения проволоки с механизмом торможения, включающим электроприводе муфтой и разъемную катушку для намотки проволоки, пару приводных горизонтальных роликов и пару основных боковых роликов, соединенных с корпусом через шарнирное соединение. Устройство дополнительно содержит электродвигатель, размещенный на корпусе через коробку скоростей и зубчатое зацепление соединен с первой разъемной цилиндрической щекой ротора, параллельно которой размещена вторая разъемная цилиндрическая щека ротора, соединенная с первой щекой осями цилиндрических первых щеток и пластиной, с внешней стороны второй щеки на осях вращения размещены вторые цилиндрические щетки и поддерживающие ролики, в проеме между щеками на пластине с отверстием по вертикальной оси корпуса неподвижно закреплен эжектор, первый подвод которого через кран соединен с емкостью с антикоррозионным покрытием, которая неподвижно закреплена на пластине, а второй подвод
VJ
Ю Ю 00 О)
ел
через трубопровод и кран соединен с ресивером, неподвижно закрепленным на пластине, при этом диффузор эжектора расположен в отверстии пластины.
Существенные отличия подтверждаются тем, что при проведении патентных исследований не были обнаружены устройства с признаками, совокупность которых была бы тождественна совокупности отличительных признаков заявляемого устройства. Существенные отличия заключаются в том, что машина содержит электродвигатель, соединенный с ротором, состоящим из двух щек, соединенных осями щек и пластиной, на которой закреплены эжектор, ресивер и емкость с покрытием. Положительный эффект заключается в исключении несплошности между трубой и гибким элементом при бан- дажировании труб, а также в создании барьера между металлом трубы, солями и водой из покрытия из клея Спрут в смеси с алюминиевой посудой. При этом защитный эффект покрытия из алюминиевой пудры заключается в барьерной изолирующей защите от коррозии металла и сварного шва .трубы от агрессивной среды, содержащейся в нефтепродуктах. Как известно, алюминий покрывается ркисной пленкой, что препятствует его коррозии.
Таким образом/покрытие защищает металл трубы от соприкосновения с водой и солями, растворенными в нефти. Находящиеся в воде растворенные соли различных металлов способствуют в контакте с железом труб возникновению коррозии.Глубинный показатель коррозии в мм/год вычисляется из потери веса металла по формуле
n 8,76k/-d(1) где k - скорость коррозии
d - удельный вес металла.
Кроме того, наличие сварного шва, металл которого отличается от металла труб, также способствует усилению электрохимической коррозии.
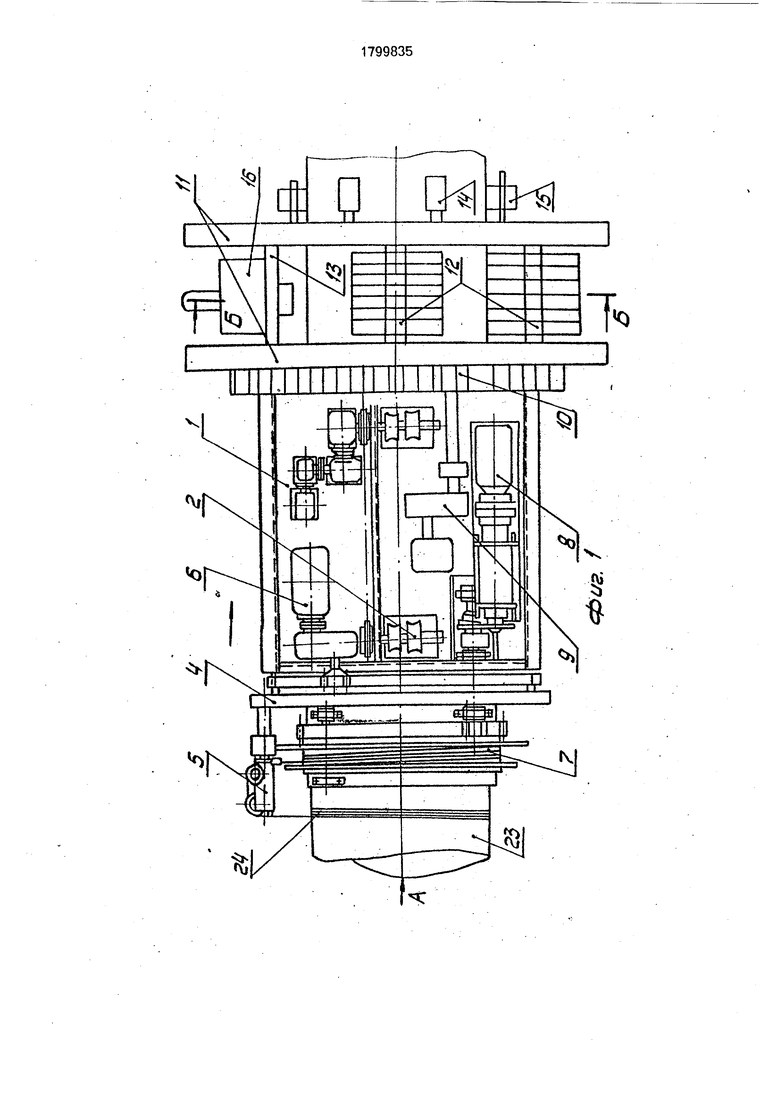
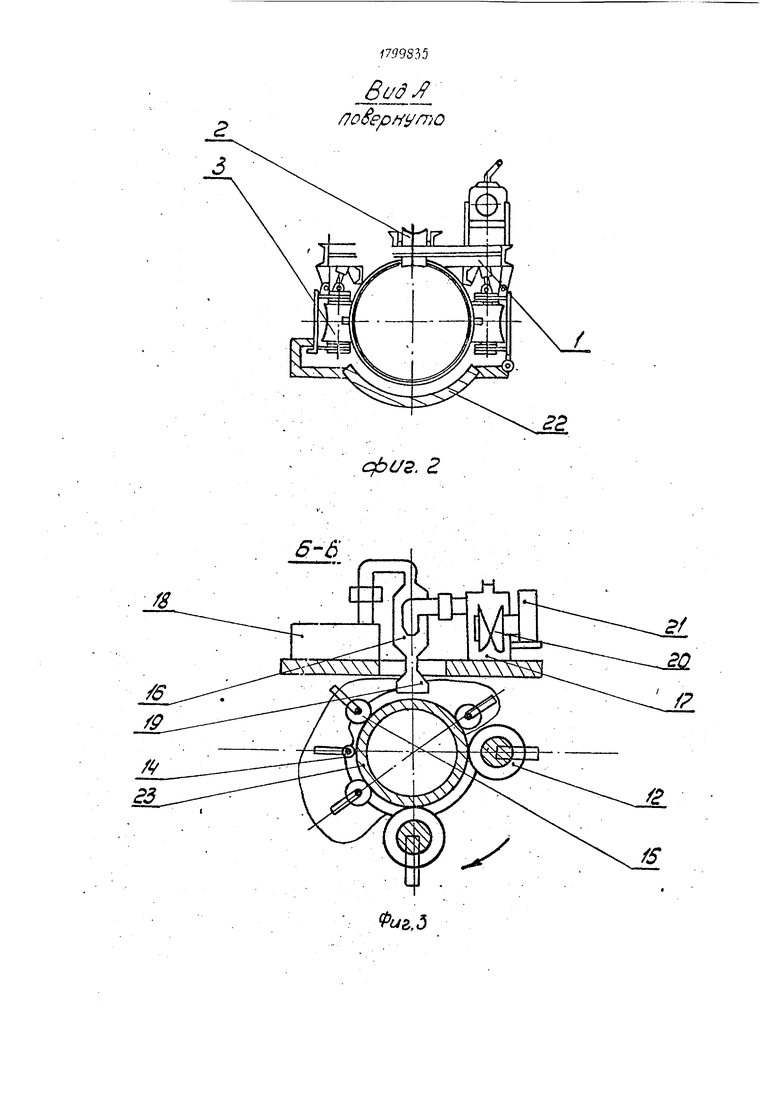
На фиг. 1 изображена предлагаемая машина; на фиг. 2 - вид А на фиг. 1; на фиг. .3 - разрез Б-Б на фиг, 1; на фиг. 4 - участок трубы с бандажом и покрытием.
Машина содержит корпус 1 и механизм передвижения, гжлючающий приводные ролики 2, размещенные в пазах корпуса. В корпусе по его краям в опорах вращения закреплены вертикальные холостые ролики 3. Она содержит механизм намотки натяжения проволоки, включающий водило 4 с укладчиком проволоки 5 и электропривод 6, катушки 7 с электроприводом 8. Машина содержит электропривод с коробкой скоростей 9, зубчатое зацепление 10, первую и
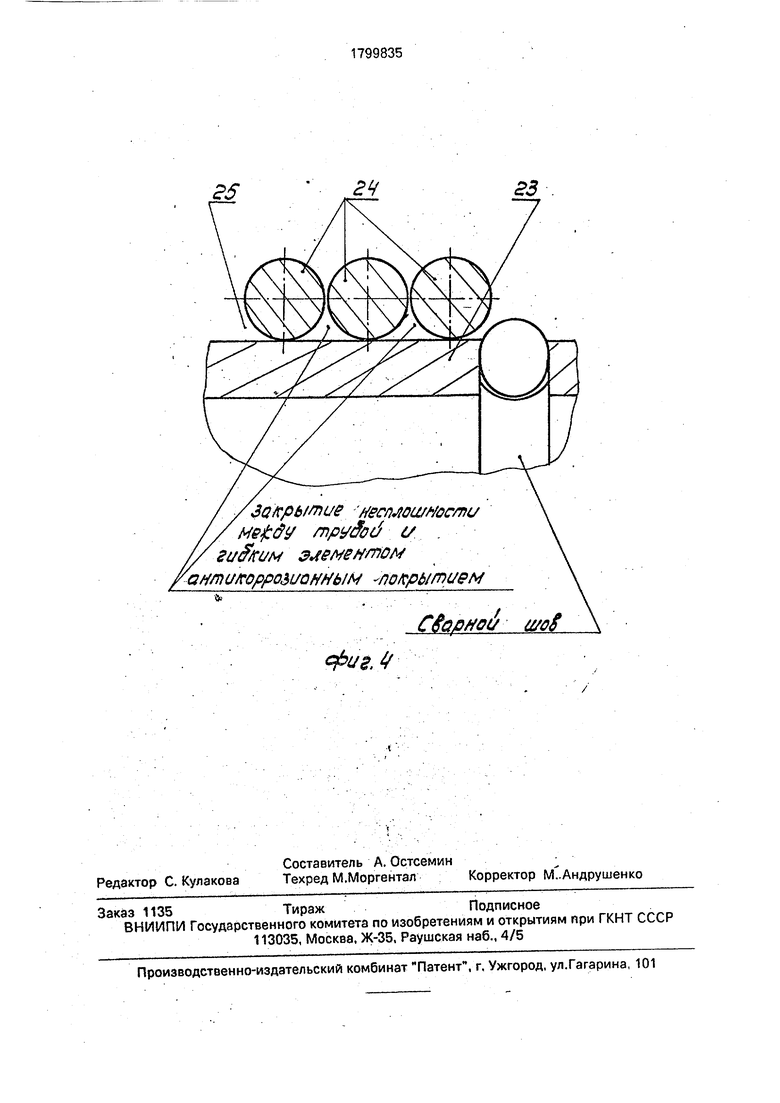
вторую цилиндрические щеки 11 ротора, щетки 12 с винтом, пластину 13, щетки 14 с винтами, ролики 15 с винтами, эжектор 16. емкость 17, ресивер 18, диффузор 19 эжектора, шнек 20 с электроприводом 21, поддон 22 с шарниром. Кроме того, на фиг. 1-4 изображено: труба 23 со сварным швом, гибкий бандажирующий элемент 24, покрытие 25.
Ротор из щек 11 установлен перпендикулярно корпусу 1 и вращается от электропривода 9 по поверхности трубы 22 с помощью роликов 15, оси которых закреплены на внешней щеке 11.
Машина работает следующим образом. Вращение от электропривода 9 через зубчатое зацепление 10 передается к первой и второй щекам 11 ротора, который поворачивается вокруг трубы 22 на роликах 15. Щетки 14, установленные с внешней стороны ротора, соприкасаются с поверхностью трубы и производят ее очистку от окалины. Кроме того, зачищается сварной шов трубы
Спрут и алюминиевая пудра через патрубок заливается в емкость 17 и перемешива- ется для равномерной консистенции шнеком 20, соединенным электроприводом 21. Для истечения антикоррозионного покрытия открывается кран в первом подводе эжектора 16 и кран во втором подводе к ресиверу 18. В камере смешивания эжекто- pa 16 происходит соединение потоков антикоррозионного покрытия и сжатого воздуха
из ресивера и через диффузор 19 покрытие попадает на поверхность трубы 23 и сварной шок. Если покрытие попадает неравномерно на трубу, то его поток регулируется кранами первого и второго подводов эжектора 16, а также путем снижения угловой скорости ротора от коробки скоростей 9 привода. При вращении неподвижно закрепленного на пластине 13 ротора эжектора 16 вокруг продольной оси трубы,
покрытие через диффузор 19 и отверстие в пластине напыляется на круговую поверхность трубы.
Неудерживающееся на трубе покрытие стекает в размещенный снизу корпуса поддон 22. Равномерное смазывание трубы покрытием осуществляется щетками 12, оси которых соединяют щеки 11 ротора.
Для создания монолитного бандажиру- ющего слоя на покрытие трубы води лом 4 и
укладчиком 5 с катушки 7 наматывается глубокий профиль, например, проволока из стали 12Х18Н10.
Натяжение проволоки осуществляется за счет разности угловых скоростей водила 4 и катушки 7. Таким образом создается единый монолитный слой из покрытия и .проволоки, препятствующий возникновению коррозии. При навивке гибкого элемента (проволоки) на покрытие, нанесенное на трубу эжектором, проволока приклеивается на покрытие, а другая его часть выдавливается в несплошность между витками проволоки и закрывает их, предохраняя от коррозии (фиг. 4). Покрытие закрывает от коррозии также сварной шов. После застывания покрытия.на трубе образуется силовая оболочка, препятствующая ее коррозии. Для того, чтобы эжектор работал в верхнем, нижнем и боковых положениях давление в ресивере около 0,2-0,3 МПа. Если труба имеет небольшую овальность, то положение роликов 14, а также щеток 12 и 15 может регулироваться регулировочными винтами, которые контактируют с их осями,
Перспективно применение для увеличения хладноломкости труб для районов Крайнего Севера.
При аварии нефтепроводов при прекра- щении перекачки продуктов на 24 ч, матери- альный ущерб составляет свыше 5 тыс. рублей.
Использование изобретения позволит улучшить качество ремонта трубопровода на 10-15% и получить экономический эффект 390 тыс.рублей в год.
Формула, изобретения Машина для бандажирования труб, содержащая корпус, привод поступательного и вращательного перемещения, смонтированный концентрично корпусу механизм намотки с укладчиком, средство натяжения проволоки с механизмом торможения, включающим электропривод с муфтой и разъемную катушку для намотки проволоки, пару приводных горизонтальных роликов и пару боковых роликов, соединенных с корпусом через шарнирное соединение, отличающаяся тем, что, с целью повышения качества бандажированил труб путем исключения несплошностей между трубой и гибким элементом, она дополнительно снабжена электродвигателем, установленным на корпусе и соединенным через коробку скоростей и зубчатое зацепление с первой разьемной цилиндрической щеткой ротора, параллельно которой размещена вторая разъемная цилиндрическая щека ротора, соединенная с первой щекой осями первых цилиндрических щеток и пластиной, с внешней стороны второй щеки на осях вращения размещены вторые цилиндрические щетки и поддерживающие ролики, в проеме между щеками на пластине с отверстием, расположенным по вертикальной оси корпуса, неподвижно закреплен эжектор, первый подвод которого через кран соединен с емкостью с антикоррозионным покрытием, а второй подвод через трубопровод и кран соединен с ресивером, при этом емкость с антикоррозионным покрытием и ресивер неподвижно закреплен на пластине, а диффузор эжектора расположен в от верстии пластины.
Фиг. it
Сварной шоЈ
| Авторское свидетельство СССР № 1360090, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
