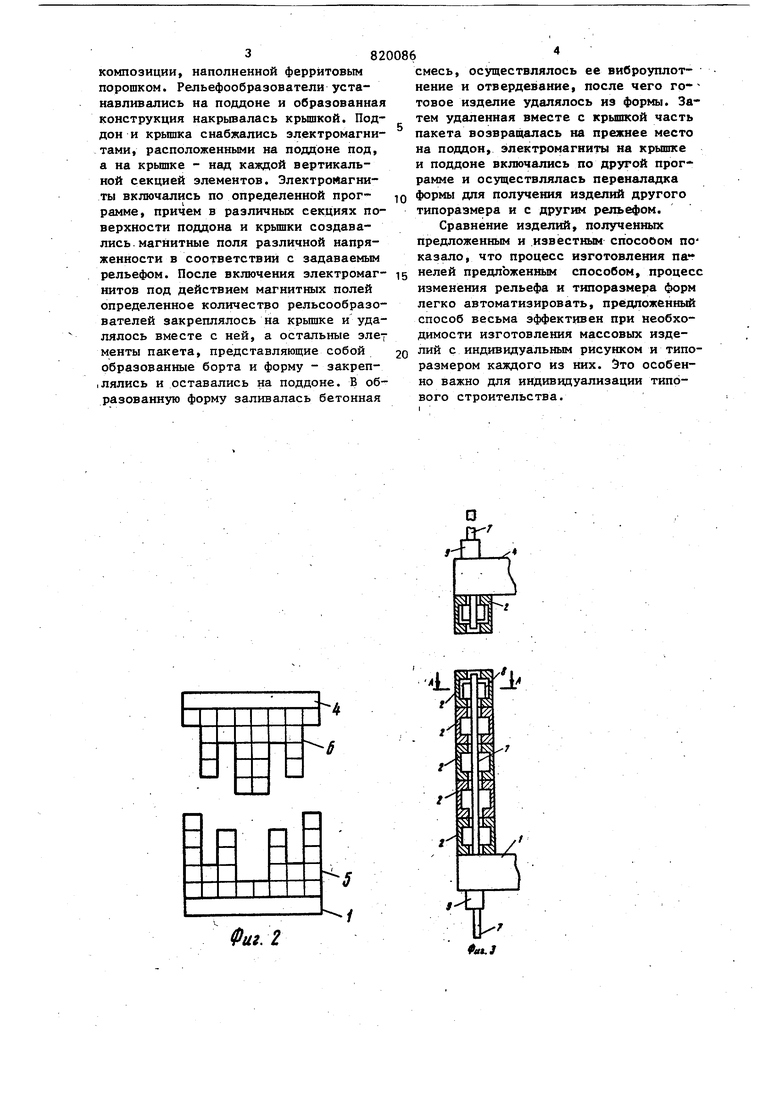
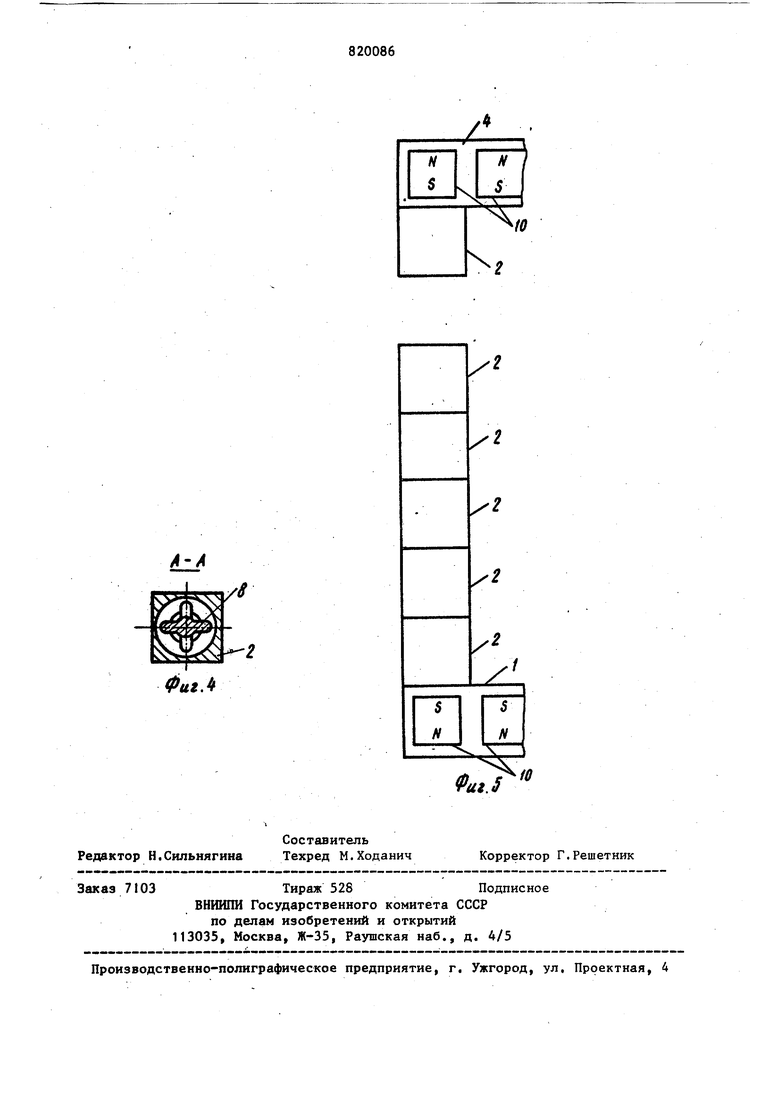
Изобретение относится к способам изготовления форм для производства бетонных и железобетонных изделий и к устройствам для их. осуществления. Известен способ создания рельефа на поверхности строительных изделий путем введения в форму их изготовления различных рельефообразующих элементов-вкладышей, пластин, объемных злементов. Известен способ не позволяет автоматизировать процесс изготовления изделий в полученной форме. Известна форма для изготовления бетонных изделий включающая поддон и рельефообразователи с механизмом креплэния рельефообразователей на поддоне. Недостатками известной формы явля ется невозможность автоматизации про цесса изготовления изделий и изменения типоразмеров форм. Цель изобретения - снижение трудо 1вмкости переналадки формы. Поставленная цель достигается тем что согласно способу переналадки фор на изготовление строительных изделий различных типоразмеров, включающему ус тановку и закрепление рельефообразователей, рабочий объем формы заполня ют набранными в пакет рельефообразователями и накрьгоают крьшпсой, а формообразующую поверхность формы получают при снятии крьшгки с предварительно закрепленными к ней и отсоеди ненными от поддона соответствующими рельефообразователями. Этот способ реализуется в форме, включающей поддон и рельефообразователи с механизмом их крепления к под дону и крышку, установленную на рель ефообразователи и аналогичным механизмом крепления последних к крышке, причем оба механизма могут воздействовать на каждыйиз рельефообраэователей, находящийся между поддоном и КРЬШ1КОЙ. На фиг.1 представлена конструкция представляющая собой установленные на поддоне 1 рельефообразователи 2, образующие в своем сочетании пакет 3 Пакет накрывается сверху крьшпеой 4. Борта формы также выполняются состав ньши, а поддон снабжается механическими илиIмагнитными фиксаторами, сос тавные элементы бортов и рельефообра зователи «выполняются с отверстиями или из ферромагнитного материала; на фиг 12 - форма 5, образованная при удалении крышки 4 вместе с набором рельефообразователей 6, представляющем собой объемную конфигурацию будущего изделия. Образованная форма заполняется бетонной смесью, осуществляется изготовление изделия и извле-. кание его из формы, после чего набор рельефообразователей 6 возвращается на прежнее место, восстанавливая пакет 3; на фиг.З - конструкция, включающая крьш1ку, поддон и одну вертикальную секцию элементов, некоторое количество элементов 2 которой убирается вместе с крьш1кой, а остальные остаются на поддоне. На поддоне 1 и крьпике 4 установлены штыри 7, оканчивающиеся запорными устройствами 8 поворотного действия. На поддоне и крьшже имеются также фиксирующие устройства 9, позволяющие фиксировать штьфи 7 на определенной высоте, захватьшая тем самым в каждой секции пакета вместе с крышкой определенное количество составных злементов 2; на фиг.4 представлено сечение А-А одного элемента 2 вместе с запорнь1М устройством 8. Из рисунка видно, что при таком положении запорного устройства 8 оно удерживает элемент 2 на поддоне 1. На поддоне и крьшже могут быть установлены электромагнитные фиксирующие устройства с переменной напряженно стью магнитного поля и составные элементы могут обладать ферромагнитными свойствами без остаточного магнетизма; на фиг.З показан вид одной вертикальной секции пакета, установленной на поддоне 1, где 2 - составные элементы, а 10 - электромагниты с переменной напряженностью магнитного поля, установленные на поддоне 1 и крышке 4 под каждой вертикальной се ;:цией. Изменяя напряженность электромагнитных полей можно закреплять и убирать вместе с крьш1кой определенное количество рельефообразователей 2, различное для каждой секции и в соответствии с заданным рельефом, а остальные оставлять на поддоне в зак-i репленном состоянии. Пример. Для изготовления бетонных изделий-плит размером 500х х500х50 мм с рельефом на лицевой поверхности с глубиной рельефа25 мм были изготовлены рельефообразователи размером 25x25x25 мм из эпоксидной
композиции, наполненной феррйтовым порошком. Рельефообразователи устанавливались на поддоне и образованная конструкция накрьгаалась крьппкой. Поддон и крьппка снабжались электромагнитами, расположенными на поддоне под, а на крышке - над каждой вертикальной секцией элементов. Электромагниты включались по определенной программе, причем в различных секциях поверхности поддона и крышки создавались .магнитные поля различной напряженности в соответствии с задаваемым рельефом. После включения электромагнитов под действием магнитных полей определенное количество рельсообразователей закреплялось на крьппке и удалялось вместе с ней, а остальные элеу менты пакета, представляющие собой образованные борта и форму - закреп.лялись и оставались на поддоне. В образованную форму заливалась бетонная
смесь, осуществлялось ее виброуплотнение и отвердевание, после чего готовое изделие удалялось из формы. Затем удаленная вместе с крышкой часть пакета возвращалась на прежнее место на поддон, электромагниты на крышке и поддоне включались по другой программе и осуществлялась переналадка формы для получения изделий другого типоразмера и с другим рельефом. Сравнение изделий, полученных предложенным и известным способом по казало, что процесс изготовления панелей предложенным способом, процесс изменения рельефа и типоразмера форм легко автоматизировать, предложенный способ весьма эффективен при необходимости изготовления массовых изделий с индивидуальным рисунком и типоразмером каждого из них. Это особенно важно для индивидуализации типового строительства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССУЮЩАЯ УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗ БЕТОНА ИЛИ ПОЛИМЕРБЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2028206C1 |
| Матрица для формования бетонных изделий | 1981 |
|
SU992201A1 |
| Устройство для изготовления железобетонных изделий | 1990 |
|
SU1805044A1 |
| Форма для изготовления изделий из бетонных смесей | 1985 |
|
SU1350027A1 |
| Форма для изготовления строительных изделий | 1977 |
|
SU704795A1 |
| ФОРМА-ВАГОНЕТКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОН1]ЬЫ*,, И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙВСЕСОЮЗНАЯБИБЛИОТЕКА-TEXIiHHECKAf | 1971 |
|
SU304132A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 2003 |
|
RU2255858C2 |
| Форма для изготовления изделий из бетонных смесей | 1987 |
|
SU1489992A1 |
| Форма для изготовления изделий из бетонных смесей | 1990 |
|
SU1819217A3 |
| Опалубка с изменяемыми параметрами для формования железобетонных ригелей | 2024 |
|
RU2827394C1 |
1.Способ переналадки формы для изготовления строительных изделий различных типоразмеров, включающий установку и закрепление на поддоне формы рельефообразователей, отличающийся тем, что, с целью снижения трудоемкости переналадки, рабочий объем формы заполняют набранными в пакет рельефообразователями и накрывают крьшкой, а формообразующую поверхность формы получают при снятии крьшки с предварительно закрепленными к ней и отсоединенными от поддона соответствующими рельефообразователями .2. Устройство для осуществления способа по П.1, включающее поддон и рельефообразователи с механизмом их крепления к поддону, отличающееся тем, что оно снабжено крьш1кой, установленной на рельефооб- разователях и механизмами крепления последних к крьшке.!5t2сх to00 О5Фиг.12 /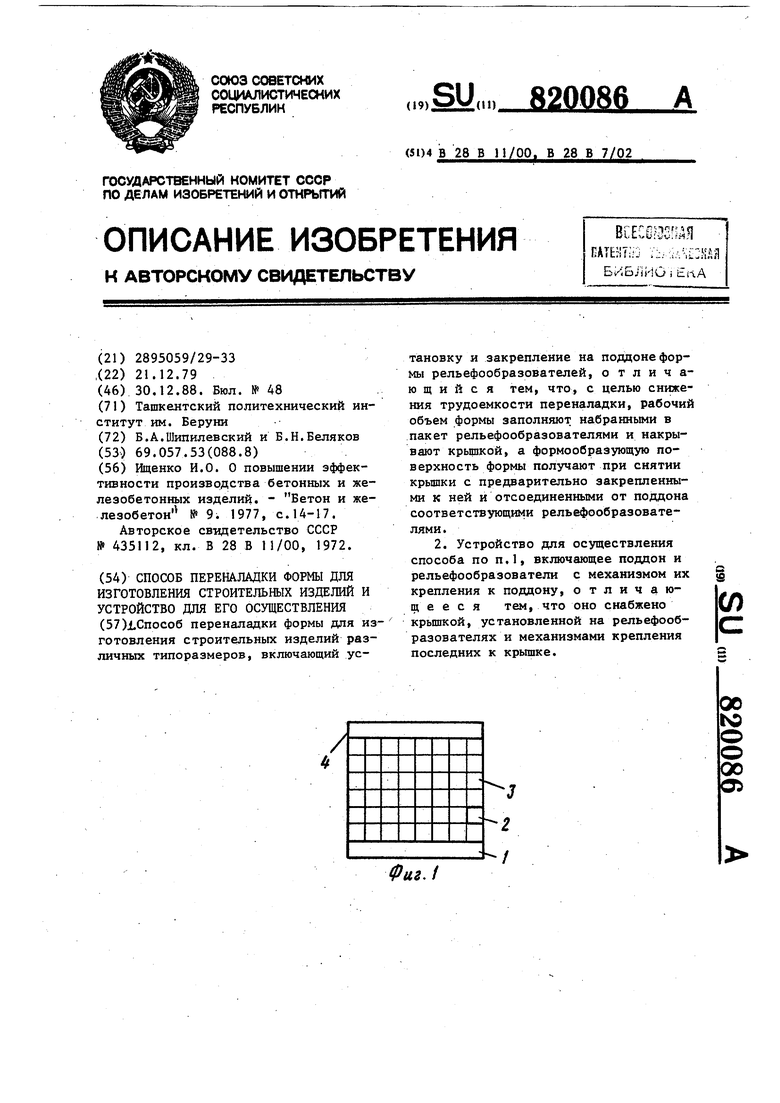
Ч
6
5 -1
Фиг. г
Фи1.3
N S
N S
fO
2 /
| Ищенко И.О | |||
| О повышении эффективности производства бетонных и железобетонных изделий | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С РЕЛЬЕФНЫМ РИСУНКОМ | 1972 |
|
SU435112A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
