Изобретение относится к строител ным материалам и может быть использовано при изготовлении изделий тру чатого сечения из волокнистых гидро масс и на минеральных вяжущих. В частности, предлагаемым способом мо гут изготавливаться футеровочные элементы трубчатых печей. Известен литьевой способ формования волокнистых изделий трубчатого сечения. Согласно указанному спо собу, волокнистую гидромассу заливают в вертикально стоящие формы и подвергают вакуумированию с последу ющей термообработкой с целью высуши вания изделий и отверждения связующего. К недостаткам литьевого способа относится длительность и энергоемкость процесса сушки из-за высокого водосодержания гидромассы, неодноро ность структуры по высоте изделия, обусловленная частичным расслоением смеси, и обеспечивающая недостаточную прочность изделий. Наиболее близким по технической сущности к предложенному является способ формования трубчатых изделий путем установки на виброплощадке фор мы, заполнения последней волокнистой на минеральном связующем, преимущественно глинистом, гидромассой и ее вибропрессования. Трубы, формуемые с применением об емного вибропрессования, обладают прочностью при сжатии 80-120 кгс/см при объемной массе 600-700 кг/м, т.е. имеют очевидные преимущества перед изделиями, изготавливаемыми другими известными способами, напри мер литьевым. Недостатком указанного способа является недостаточная однородность структуры изделий, обусловленная
цессами седиментации: глиняного связующего,, высокая объемная масса, а также невозможность изготовления изделий для электротехнической промышленности с вмонтированными нагревательными элементами, арматурой, закладными деталями.
Цель изобретения - повышение однородности структуры изделий, снижение объемной массы, обеспечение возможности получения изделий с вмонтированньми нагревательными элементами.
Поставленная цель достигается тем, что в способе формования трубчатых
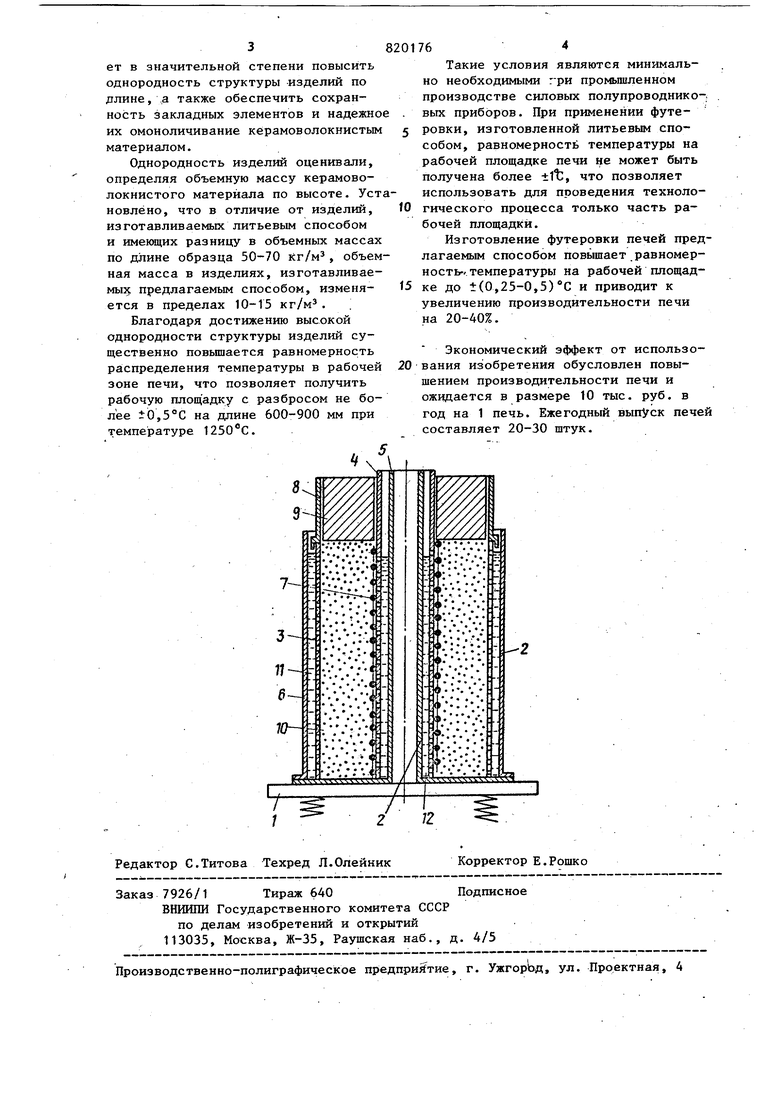
ходящегося в полости 11 и 12, удаляют, а отформованное изделие вместе с перфорированными стенками 3 и 4 направляют на термическую обработку.
В отличие от традиционных способов, при которых наблюдается активная седиментация минеральных частиц связующего и всплывание волокна при .вибропрессовании с образованием более тяжелых, прочных нижних и рыхлых с малым содержанием связующего верхних слоев, наличие слоя водной суспензии связующего вокруг ив полости формуемой гидромассы позволяизделий путем установки на виброплощадке формы, заполнения последней волокнистой на минеральном связующем, преимущественно глиняном, гидромассой и ее вибропрессования, формы устанавливают на виброплощадке, вертикально, а во время заполнения формы гидромассой и вибропрессования последней образуют, слой водной суспензии связующего вокруг и в полости формуемой гидромассы. На чертеже изображен один из вариантов устройства, позволяющего осуществить предложенный способ. Устройство содержит виброплощадку 1, на которой устанавливают вертикально разборную металлическую форму 2 с двойными стенками. Внутренние стенки 3 и 4 формы 2 перфорированы, а наружные ее стенки 5 и 6 водонепроницаемы . Внутри формы монтируют нагревательный элемент, например спиральную секцию 7. Устройство содержит также загрузочный бункер 8 и пригруз 9. Форму 2 через загрузочный бункер В заполняют волокнистой гидромассой 10 на глиняном связующем и сверху на массу опускают пригруз 9, обеспечивая удельное усилие прессования 0,1-0,2 кгс/см. В процессе заполнения формы гидромассой и вибропрессования последней часть глиняной суспензии Поступает в полость 11 между стенками 3 и 6, а также в полость 12 между стенками 4 и 5, образуя при этом слой водной суспензии связующего вокруг и в полости формуемой гидромассы. Параметры прессования и вибрирования - общепринятые. После вибропрессования водную суспензию глиняного связующего, наг
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУТЕРОВОЧНОЕ ТЕПЛОИЗОЛЯЦИОННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2135434C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАПИЛЛЯРНО-ПОРИСТОГО ВЛАГОВПИТЫВАЮЩЕГО МАТЕРИАЛА НА ОСНОВЕ МИНЕРАЛЬНОГО ВОЛОКНА, КАПИЛЛЯРНО-ПОРИСТЫЙ ВЛАГОВПИТЫВАЮЩИЙ ВКЛАДЫШ, ПОЛУЧЕННЫЙ ИЗ МАТЕРИАЛА ПО ЭТОМУ СПОСОБУ, И ПЛАЗМЕННАЯ ГОРЕЛКА С ЭТИМ КАПИЛЛЯРНО-ПОРИСТЫМ ВКЛАДЫШЕМ | 2008 |
|
RU2375513C1 |
| Способ формования керамоволокнистой футеровки трубчатых печей | 1987 |
|
SU1495617A2 |
| Способ изготовления теплоизоляционных волокнистых футеровочных изделий | 1980 |
|
SU937429A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111115C1 |
| Способ изготовления керамоволокнистых изделий | 1980 |
|
SU948986A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2209724C1 |
| Конвейерный способ изготовления волокнистых теплоизоляционных материалов | 1982 |
|
SU1143716A1 |
| Способ изготовления строительныхиздЕлий | 1979 |
|
SU798078A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ | 1996 |
|
RU2129067C1 |
СПОСОБ ФОРМОВАНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ путем установки.на виброплощадке формы, заполнения последней волокнистой на минеральном связующем, преимущественно глиняном, гидромассой и ее вибропрессования, отличающийся тем, что, с целью повышения однородности структуры изделий, снижение объемной массы, обеспечения возможности получения изделий с вмонтированными нагревательными элементами, формы устанавливают на виб.роплощадке вертикально, а во время заполнения формы гидромассой и вибропрессования последней образуют слой водной суспензии связующего вокруг и в полости формуемой гидромассы.(/)
| Тезисы докладов Всесоюзного совещания "Применение огнеупорных волокнистых материалов для футеровки проюлпленяых печей" | |||
| М., 1977, с.19.Авторское свидетельство СССР № 340538, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
