(54) ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Самооткрывающаяся многорезцовая головка для нарезания резьб на токарных станках | 1947 |
|
SU82053A1 |
| Устройство к токарно-винторезному станку для нарезания резьб с переменным шагом | 1976 |
|
SU584990A1 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Полуавтоматический токарно-винторезный станок для нарезания замкнутых винтовых нарезок правого и левого направлений | 1959 |
|
SU128724A1 |
| Резьбонарезной станок | 1984 |
|
SU1175630A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ | 1992 |
|
RU2070488C1 |
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВБ1Х ПОВЕРХНОСТЕЙ ПЕРЕМЕННОГОШАГА | 1971 |
|
SU421444A1 |
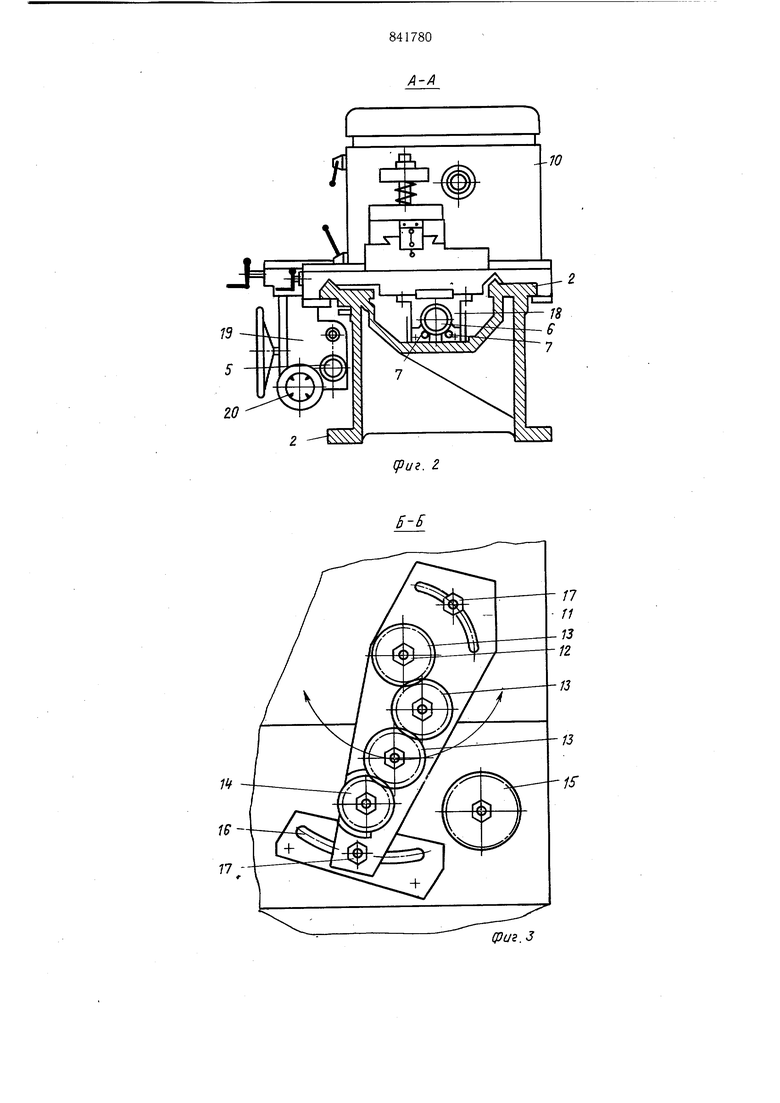
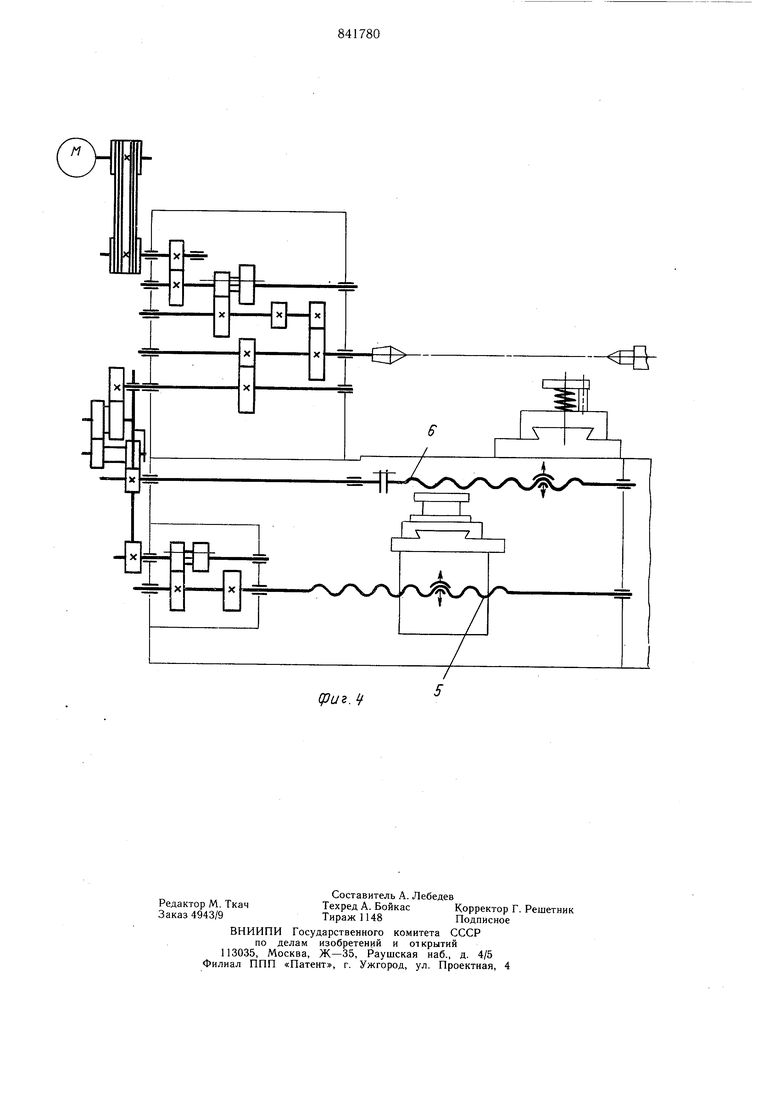
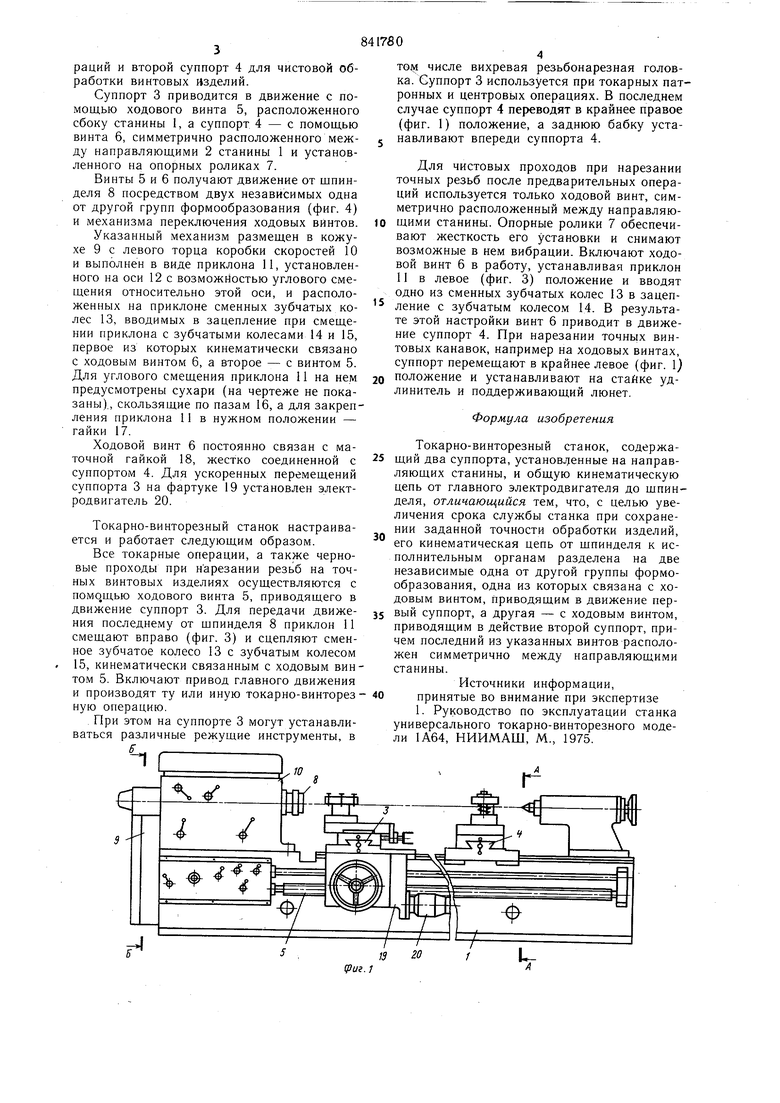
Изобретение относится к станкостроению и может найти применение в токарно-винторезных станках. Известен токарно-винторезный станок, содержащий установленный на направляющих станины инструментальный суппорт про дольных и поперечных подач, ходовой винт, приводящий в движение этот суппорт, и единую кинематическую связь ходового винта со щпинделем коробки скоростей 1. Недостатки известного токарно-винторез ного станка заключаются в том, что он не обеспечивает в процессе длительной эксплуатации необходимую точность обработки сложных и трудоемких в изготовлении винтовых изделий по причине постепенного износа ходового винта. Поэтому окончательные винторезные операции при обработке подобных изделий, например ходовых винтов, выполняются, как правило, на другом станке, что связано с потерей рабочего времени из-за транспортировки обрабатываемого изделия двойного его установа на станках, а также с увеличением рабочей площади цеха. Цель изобретения - увеличение срока службы станка при сохранении заданной точности обработки изделий. Поставленная цель достигается тем, что в токарно-винторезном станке, содержащем два суппорта, установленных на направляющих станины, кинематическая цепь разделе,на на две независимые цепи, одна из которых связана с ходовым винтом, приводящим выдвижение первый суппорт для токарных и предварительных винторезных операций, а другая - с ходовым винтом, приводящим в действие второй суппорт для чистовых резьбонарезных проходов, причем последний из указанных винтов расположен симметрично между направляющими станины. На фиг. 1 приведен предлагаемый станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разделение кинематики станка от щпинделя на две формообразующие группы. На станине 1 с двумя направляющими 2 установлены с возможностью продольного пере.мещения первый суппорт 3 для токарных и предварительных резьбонарезных oneраций и второй суппорт 4 для чистовой обработки винтовых изделий. Суппорт 3 приводится в движение с помощью ходового винта 5, расположенного сбоку станины 1, а суппорт 4 - с помощью винта б, симметрично расположенного между направляющими 2 станины 1 и установленного на опорных роликах 7. Винты 5 и 6 получают движение от шпинделя 8 посредством двух независимых одна от другой групп формообразования (фиг. 4) и механизма переключения ходовых винтов. Указанный механизм размещен в кожухе 9 с левого торца коробки скоростей 10 и выполнен в виде приклона 11, установленного на оси 12 с возможностью углового смещения относительно этой оси, и расположенных на приклоне сменных зубчатых колес 13, вводимых в зацепление при смещении приклона с зубчатыми колесами 14 и 15, первое из которых кинематически связано с ходовым винтом 6, а второе - с винтом 5. Для углового смещения приклона 11 на нем предусмотрены сухари (на чертеже не показаны)., скользящие по пазам 16, а для закрепления приклона 11 в нужном положении - гайки 17. Ходовой винт 6 постоянно связан с маточной гайкой 18, жестко соединенной с суппортом 4. Для ускоренных перемещений суппорта 3 на фартуке 19 установлен электродвигатель 20. Токарно-винторезный станок настраивается и работает следующим образом. Все токарные операции, а также черновые проходы при нарезании резьб на точных винтовых изделиях осуществляются с помо.щью ходового винта 5, приводящего в движение суппорт 3. Для передачи движения последнему от щпинделя 8 приклон 11 смещают вправо (фиг. 3) и сцепляют сменное зубчатое колесо 13 с зубчатым колесом 15, кинематически связанным с ходовым вин том 5. Включают привод главного движения и производят ту или иную токарно-винторез ную операцию. При этом на суппорте 3 могут устанавливаться различные режущие инструменты, в том числе вихревая резьбонарезная головка. Суппорт 3 используется при токарных патронных и центровых операциях. В последнем случае суппорт 4 переводят в крайнее правое (фиг. 1) положение, а заднюю бабку устанавливают впереди суппорта 4. Для чистовых проходов при нарезании точных резьб после предварительных операций используется только ходовой винт, симметрично расположенный между направляющими станины. Опорные ролики 7 обеспечивают жесткость его установки и снимают возможные в нем вибрации. Включают ходовой винт 6 в работу, устанавливая приклон 11 в левое (фиг. 3) положение и вводят одно из сменных зубчатых колес 13 в зацепление с зубчатым колесом 14. В результате этой настройки винт 6 приводит в движение суппорт 4. При нарезании точных винтовых канавок, например на ходовых винтах, суппорт перемещают в крайнее левое (фиг. 1} положение и устанавливают на стайке удлинитель и поддерживающий люнет. Формула изобретения Токарно-винторезный станок, содержащий два суппорта, установ ;енные на направляющих станины, и общую кинематическую цепь от главного электродвигателя до щпинделя, отличающийся тем, что, с целью увеличения срока службы станка при сохранении заданной точности обработки изделий, его кинематическая цепь от шпинделя к исполнительным органам разделена на две независимые одна от другой группы формообразования, одна из которых связана с ходовым винтом, приводящим в движение первый суппорт, а другая - с ходовым винтом, приводящим в действие второй суппорт, причем последний из указанных винтов расположен симметрично между направляющими станины. Источники информации, принятые во внимание при экспертизе 1. Руководство по эксплуатации станка универсального токарно-винторезного модели 1А64, НИИМАШ, М., 1975.
zo
14
(риг. Z
фиг.З
EH
(риг. if
