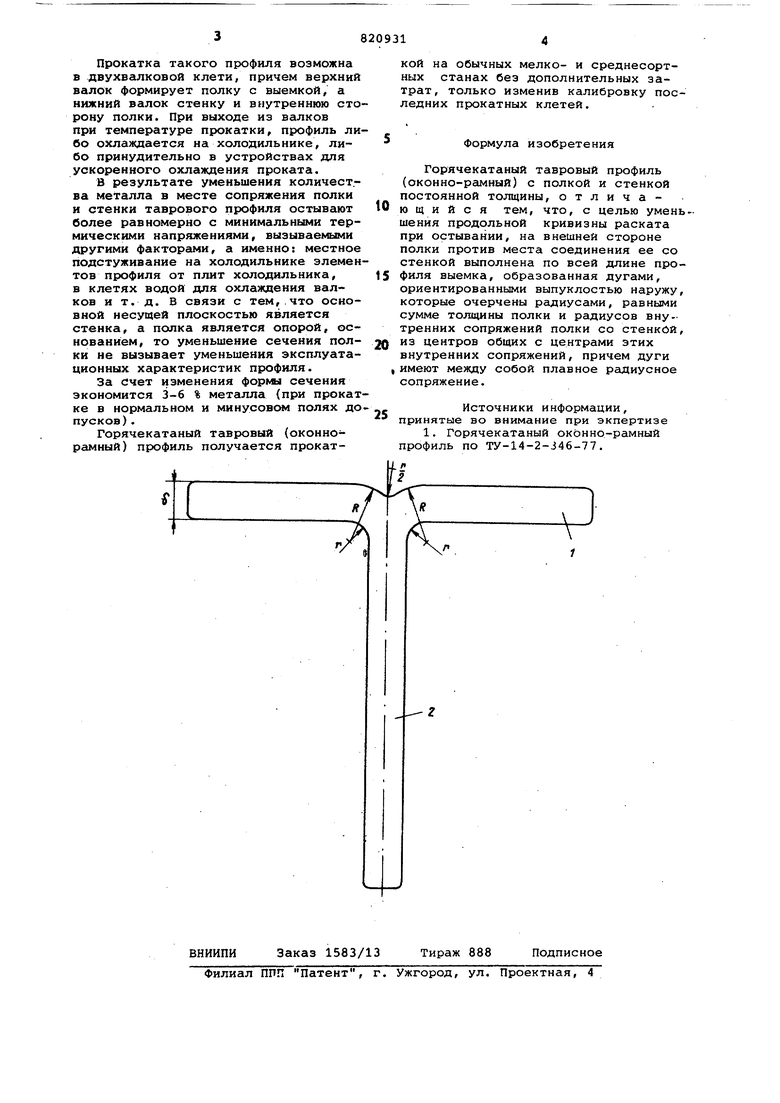
Изобретение относится к прокатному производству и может быть использовано при производстве горячекатаных тавровых профилей, например окон но-ра.мных профилей. Известен горячекатаный оконнорамный профиль таврового типа с постоянной толщиной полки и стенки 1 Недостатком этого профиля является его искривление при остывании на холодильнике или ускоренном охлаждении, обусловленное неравномерностью снижения температуры отдельных элементов сечения профиля из-за различи их металлоемкости. Цель изобретения - уменьшение про дольной кривизны раската при остывании. Данная цель достигается тем, что на внешней стороне полки против места соединения ее со стенкой выполнена по всей длине профиля выемка, образованная дугами, ориентированными выпуклостью наружу, которые оче рчены радиусами, равными сумме толщины полки и радиусов внутренних сопряжений полки со стенкой, из центро общих с центрами этих внутренних сопряжений, причем дуги .имеют между собой плавное радиусное сопряжение. На чертеже показан оконно-рамный профиль, поперечное сечение. Профиль состоит из полки 1 и стенки 2 постоянной толщины..Стенка 2 соединена с полкой 1 по радиусам г. С внешней стороны полки 1 выполнена выемка радиусами, равными R г + , где S-- толщина полки 1. Причем оадиусы R и г имеют общий центр. Это условие обеспечивает плавное сопряжение полки со стенкой, причем в месте сопряжения толщина сопряжения по радиусам R и г остается равной толщине .полки. В этом случае неравномерность распределения метгшла по сечению профиля минимальная. Если же + б , то толщина сопряжения полки и стенки будет равномерной, кроме того, выемка будет меньше. Соответственно количество металла в месте сопряжения и теплосодержание его будет больше, чем в остальных местах профиля и тем самым больше термические напряжения при остывании, в выемке оба радиуса U плавно сопряжены по радиусу не меньше . Если радиус в месте сопряжения радиусов будет меньше - , то в. этом месте есть опасность возникновения концен(тратора напряжений.
Прокатка такого профиля возможна в двухвсшковой клети, причем верхний валок формирует полку с выемкой, а нижний валок стенку и внутреннюю сторону полки. При выходе из валков при температуре прокатки, профиль либо охлаждается на холодильнике, либо принудительно в устройствах для ускоренного охлаждения проката.
В результате уменьшения количест.ва металла в месте сопряжения полки и стенки таврового профиля остывают более равномерно с минимальными термическими напряжениями, вызываемыми другими факторами, а именно: местное подстуживание на холодильнике элементов профиля от плит холодильника, в клетях водой для охлаждения валков и т. д. В связи с тем, что основной несущей плоскостью является стенка, а полка является опорой, основанием, то уменьшение сечения полки не вызывает уменьшения эксплуатационных характеристик профиля.
За счет изменения форкш сечения экономится 3-6 % металла (при прокатке в нормальном и минусовом полях допусков) .
Горячекатаный тавровый (оконнорамный) профиль получается прокаткой на обычных мелко- и среднесортных станах без дополнительных затрат, только изменив калибровку последних прокатных клетей,
Формула изобретения
Горячекатаный тавровый профиль (оконно-рамный) с полкой и стенкой постоянной толщины, отличающийся тем, что, с целью уменьшения продольной кривизны раската при остывании, на внешней стороне полки против места соединения ее со стенкой выполнена по всей длине профиля выемка, образованная дугами, ориентированными выпуклостью наружу, которые очерчены радиусами, равными сумме толщины полки и радиусов внутренних сопряжений полки со стенкой, из центров общих с центрами этих внутренних сопряжений, причем дуги , имеют между собой плавное радиусное сопряжение.
Источники информации, принятые во внимание при экпертизе
1. Горячекатаный окйнно-рамный профиль по ТУ-14-2-346-77.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горячекатаный профиль для уплотняющих рамок дверей коксовых печей | 1991 |
|
SU1807071A1 |
| Угловой горячекатаный профиль | 1990 |
|
SU1785445A3 |
| ТАВРОВЫЙ ПРОФИЛЬ | 1998 |
|
RU2135307C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| КАЛИБР ТРЕХВАЛКОВОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 2024 |
|
RU2832020C1 |
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| Горячекатаный низкотавровый профиль | 1986 |
|
SU1398935A1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| УГЛОВОЙ ГОРЯЧЕКАТАНЫЙ ПРОФИЛЬ | 1992 |
|
RU2067035C1 |
