(54) ИНСТРУМЕНТ ДЛЯ ЧИСТОВОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| Инструмент для накатывания зубчатых профилей | 1988 |
|
SU1516208A1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332289C1 |
| СПОСОБ ОБКАТЫВАНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332290C1 |
| Инструмент для накатки зубчатыхКОлЕС | 1979 |
|
SU841746A1 |
| Рейка для накатывания зубьев зубчатых колес | 1975 |
|
SU560686A1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1996 |
|
RU2095182C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
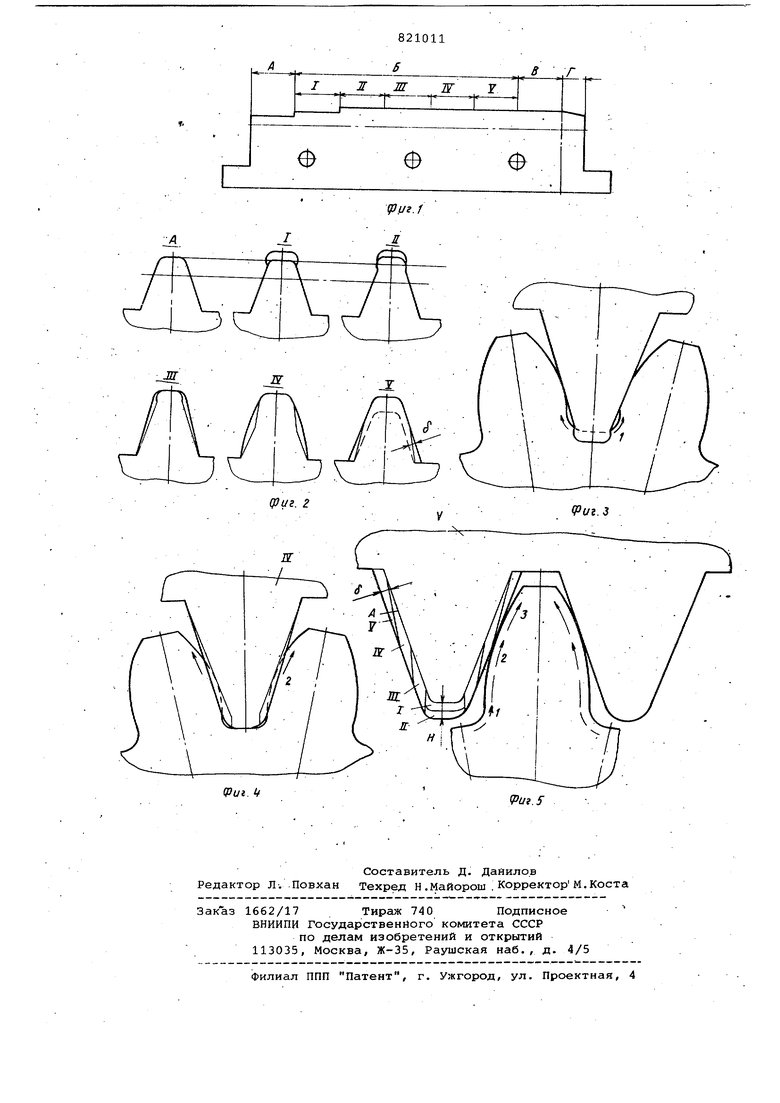
Изобретение относится к рбработке металлов давлением, а именно к изг готовлению зубчатых колес и может быть использовано в металлообрабатывающей промышленности. Известен инструмент для накатывания и чистового обкатывания зубчатых колес, содержащий заходные, деформирующие, калибрующие и выходные секции. Для облегчения внедрения инструмента- в заготовку зубья в деформирующей секции выполнены с возрастанием размеров по всему профилю в направлении к выходной секции. Это приводит к снижению усилия деформации 1.1 Однако каждый зуб инструмента контактирует с материалом заготовки всей своей поверхностью. В результате возникают силы трения, которые на ведущем и ведомом профилях зуба имеют разное направление. Разнонаправленные значительные по величине силы трения искажают эвольвентный профиль, зуба, что приводит к снижению качества обкатываемых зубчатых колес и стойкости .инструмента. При этом распределение металла при обкатке зубчатого колеса происходит равномерно, т.е. зубья при малых обжатиях формируются нopaчнo u c. К -кажение эвольвентной формы зубьев-на ведущем и ведомом профиле наблюдается даже при использовании различных смазок, что также снижает точность и качество обкатываe 4JX зубчатых колес. Кроме того, данному инструменту присуща низкая стойкость, которая объясняется тем, . что при обкатывании возникают большие силы трения из-за встречного течения металла, а деформирование производится одновременно головкой и боковым профилем зуба, что способствует возрастанию напряжений до , где (Зд - предел текучести деформируемого металла. Цель изобретения - повышение качества чистового обкатывания зубчатых колес с одновременным уве.личением стойкости инструмента. Поставленная цель достигается тем, что деформирующая секция разделена на пять участков, имеющих зубья с высотой,возрастающей на величину, равную половине разности высот зубьев калибрующей и заходной секций на двух первых участках, а на последующих участках-зубья с толщиной, увеличивающейся от вершины до впадины до толщины зубьев калибрукяцей секции в направлении к выходной секции. На фиг.1 показан инструмент, име ющий заходную- А, деформирующую Б, калибрующую В и выходную Г секции, общий вид; на фиг. 2 - профили зубье заходной секции А и деформирующей секции Б на участках I-V; на фиг. 35 - инструмент в работе. Профиль зуба в секций А соответствует предварительно обработанному профилю зуба обкатываемой заготовки. Деформирование металла в этой секции не происходит. В деформирующей секции на участках 1- и П. профил зуба изменяется с приращением по высоте в определенной последователь ности: на .участке I это приращение равно половине разности высот зубье готового и обкатываемого колес, а на .участке П - разности этих высот. Боковой профиль зубьев на обоих участках аналогичен профилю в секции А. Таким образом, на указанных участках секции Б металл -деформируется только вершинами зубъев. На участках III и iv секции Б в определенной последовательности увеличивается толщина зубьев от вершины зуба до впадины при их полной постоянной высоте. На участке Ш зуб имеет полную толщину только на 1/3 высоты зуба, на участке iy-1/2 высо ты зуба, на участке v - на полной высоте зуба. Таким образом, на этом участке зуб инструмента имеет профи соответствующий зубу обкатываемого колеса. Величина приращения толщины зуба & зависит от угла зацепления зуба инструмента о и максимальной величины полного приращения И по его высоте.- Например, для инструмента с углом зацепления 20 cTs H-sino. 0,34Н. На всех участках деформируквдей секции Б число зубье должно быть не менее половины числа зубьев обкатываемого зубчатого; кол са. На фиг.З показан вид зуба инстр мента в деформирующей секции- Б на участках 1 и П и направление 1 течения металла при оформлении впади ны зубьев накатываемого колеса} на фиг. 4. - вид зуба инструмента в сек ции Б на участке fV и направление течения металла из- средней зоны зубьев накатываемого колеса к верш нам}, на фиг.З - вид зуба инструмен та в секции Б на участке V- и напра ление 3 течения металла из верхней зоны зуба колеса к его вершине,кро ме того, показаны контур зуба инструмента в заходной секции А и контуры величин приращений зубьев в секции Б на участках I-V. В процессе обкатывания вначале происходит оформление головки зуба накатываемого колеса, затем по участкам оформляется боковой профиль (фиг. 3-5) Постепенное увеличение толщины зуба инструмента от вершины к впадине -приводит к постепенному вытеснению металла из впадины к вершине зуба обкатываемого колеса в одном направлении. Встречное течение металла от головки.к впадине и от впадины к головке на боковом профиле зуба не . возникает, -чтЬ приводит к повышению качества обкатываемых колес Сисклю- чаются волнистость эвольвентной поверхности зуба, складки и слоистость во впадине, закаты в головке .Напряжения, возникающие, в процессе деформации, при такой форме зубьев инструмента равны 3,3бд, т.е. в 1,5 раза ниже, чем в случае обкатывания известным инструментом. Следовательно, стойкость предлагаемого инструмента будет значительно выше. Точность зубчатых колес модулем 1,5-5 мм после чистового обкатывания предполагаемым инструментом достигает 7 степени по ГОСТ, тогда как точность аналогичных колес после обкатывания известным инструментом не выше 8-9 степени. Фо.рмуЛа изобретения Инструмент для чистового обкатывания зубчатых колес, содержащий заходную, деформирующую с изменяющимися размерами зубьев, калибрующую и выходною секции, о т л и ч а ю. щ и и с я тем, что, с целью повышения качества чистового обкатывания . . зубчатых колес с одновременным увеличением стойкости инструмента, де- формирующая секция разделена на пять участков, имеющих зубья с высотой,, возрастающей на величину, равную половине разности высот зубьев калибрующей и заходной секций на двух первых участках, а на последующих участ.ках - зубья с толщиной, увеличивающейся от вершины до впадины, до толщины зубьев калибрующей секции в направлении к выходной секции. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство ССС.Р 371004, кл. В 21 Н 45/02, 28.04.75.
