Изобретение относится к оборудованию для микросварки, в частности оборудованию для присоединения проволочных выводов к элементам микросхем. Известна установка для приварки проволоки, содержащая корпус, привод, сварочную головку, устройство отрыва, включающее механизм резки проволоки пламенем и устройство для удаления (выщипывания) хвостов 1. Эта установка имеет следующие не достатки: -повышенный перерасход проволок который составляет 12000 м в год на одну установку; -низкая производительность, обу ловленная введением дополнительной операции удаления хвостов, выполняемой после завершения монтажа перемычки. . Наиболее близким по технической сущности является устройство для термокомпрессионной сварки проволоч ных выводов, содержащее предметный столик, манипулятор, механизм образования шарика, оптическое устройсто-, установленную в корпусе на ва кронштейна приводную сварочную головку, механизм отрыва проволоки,взаимодействующий со сварочной головкой и включающий в себя зажимные губки, и упор регулировки губок по высоте 2.. Наиболее существенные недостатки этого устройства: -наличие трех приводов (основной привод от электродвигателя и два электромагнитных) , что делает устройство сложным в наладке и обслуживании,так как незначительные изменения скорости основного привода приводят к рассогласованию работы по циклу; -несинхронность работы губок (зажим, разжим), из-за чего возможны произвольные обрывы проволоки; - значительная масса, сосредоточенная на большом плече (зажимные губки с приводом, коленчатый рычаг и привод коленчатого рычага), что делает систему инерционной и исключает возможность использования данной конструкции при работе не больших скоростях из-за вибраций. Целью изобретения является устранение указанных недостатков, т.е. упрощение конструкции, повышение
надежности в работе и производительности .
Поставленная цель достигается тем, что сварочная головка установлена с возможностью независимого поворота на валу кронштейна, механизм отрыва проволоки расположен между сварочной головкой и предметным столиком и выполнен в виде закрепленного на валу кронштейна с возможност ью взаимодействия со сварочной головкой одноплечего рычага, на котором установлен приводной ползун с шарнирным многозвенником, на звеньях которого жестко закреплены за:кимные губки, а упор регулировки положения губок по высоте смонтирован на кронштейне с возможностью воздействия на одноплечий рычаг.
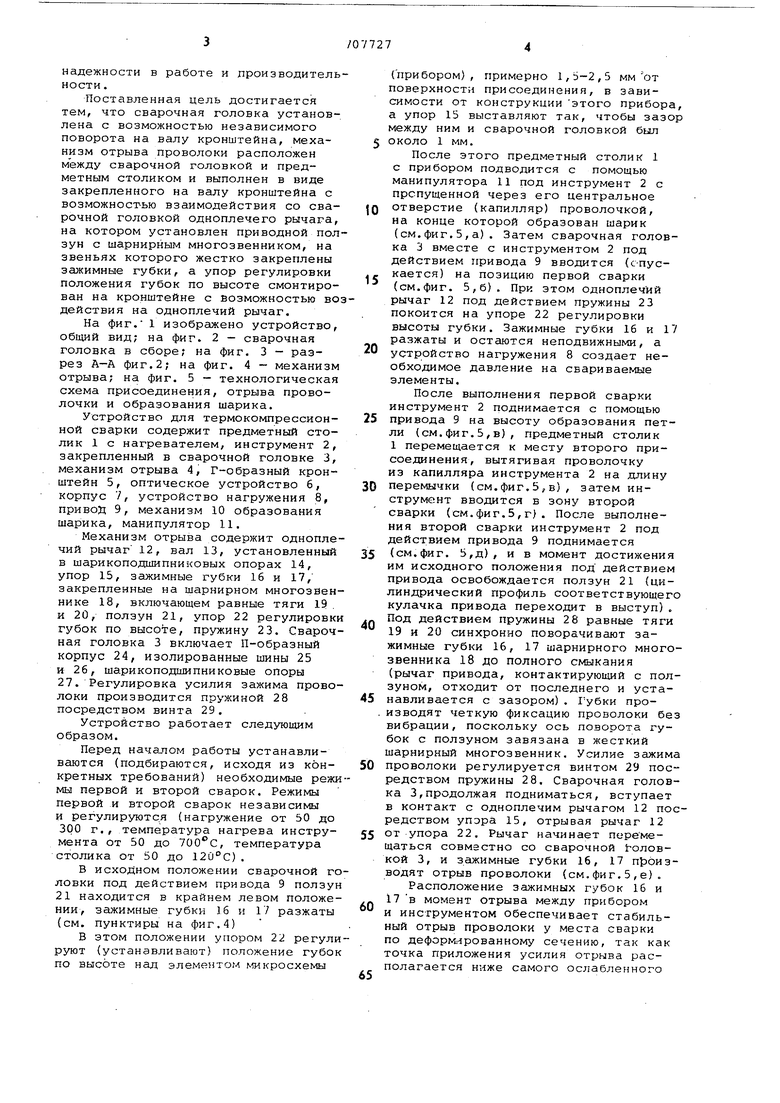
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сварочная головка в сборе; на фиг. 3 - разрез А-А фиг.2; на фиг. 4 - механизм отрыва; на фиг. 5 - технологическая схема присоединения, отрыва проволочки и образования шарика.
Устройство для термокомпрессионной сварки содержит предметный столик 1 с нагревателем, инструмент 2, закрепленный в сварочной головке 3, механизм отрыва 4, Г-образный кронштейн 5, оптическое устройство 6, корпус 7, устройство нагружения 8, привод 9, механизм 10 образования шарика, манипулятор 11.
Механизм отрыва содержит одноплечий рычаг 12, вал 13, установленный в шарикоподшипниковых опорах 14, упор 15, зажимные губки 16 и 17, закрепленные на шарнирном многозвеннике 18, включающем равные тяги 19. и 20, ползун 21, упор 22 регулировки губок по высоте, пружину 23. Сварочная головка 3 включает П-образный корпус 24, изолированные шины 25 и 26, шарикоподшипниковые опоры 27. Регулировка усилия зажима проволоки производится пружиной 28 посредством винта 29.
Устройство работает следующим образом.
Перед началом работы устанавливаются (подбираются, исходя из конкретных требований) необходимые режимы первой и второй сварок. Режимы Первой и второй сварок независимы и регулируются (нагружение от 50 до 300 г., температура нагрева инструмента от 50 до , температура столика от 50 до 12и°С).
В исходном положении сварочной головки под действием привода 9 ползун 21 находится в крайнем левом положении, зажимные губки 16 и 17 разжаты (см. пунктиры на фиг.4)
В этом положении упором 22 регулируют (устанавливают) положение губок по высоте над элементом микросхемы
прибором), примерно 1,5-2,5 ммот оверхности присоединения, в завиимости от конструкции этого прибора, упор 15 выставляют так, чтобы зазор ежду ним и сварочной головкой был коло 1 мм.
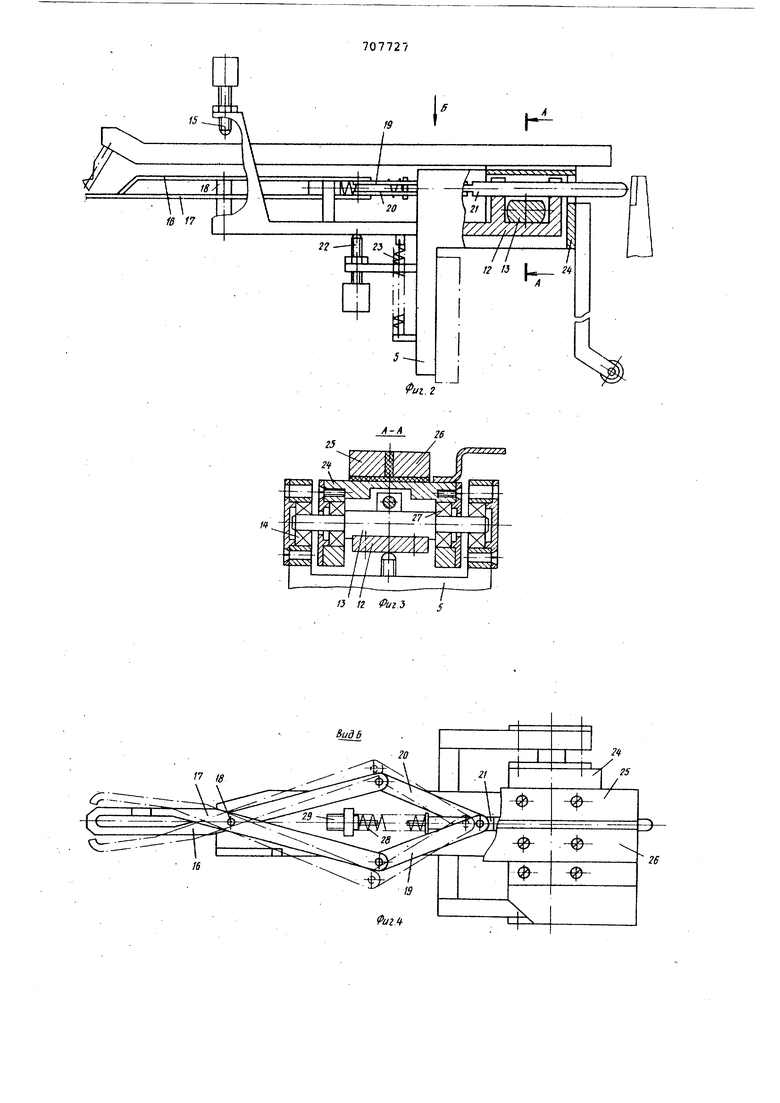
После этого предметный столик 1 с прибором подводится с помощью манипулятора 11 под инструмент 2 с пропущенной через его центральное отверстие (капилляр) проволочкой, на конце которой образован шарик (см.фиг.5,а). Затем сварочная головка 3 вместе с инструментом 2 под действием привода 9 вводится (спускается) на позицию первой сварки (см.фиг. 5,6). При зтом одноплечий рычаг 12 под действием пружины 23 покоится на упоре 22 регулировки высоты губки. Зажимные губки 16 и 17 разжаты и остаются неподвижными, а устройство нагружения 8 создает необходимое давление на свариваемые элементы.
После выполнения первой сварки инструмент 2 поднимается с помощью привода 9 на высоту образования петли (см.фиг.5,в), предметный столик 1 перемещается к месту второго присоединения, вытягивая проволочку из капилляра инструмента 2 на длину перемычки (см.фиг.5,в), затем инструмент вводится в зону второй сварки (см.фиг.5,г). После выполнения второй сварки инструмент 2 под действием привода 9 поднимается (см.фиг. 5,д), и в момент достижения им исходного положения под действием привода освобождается ползун 21 (цилиндрический профиль соответствующего кулачка привода переходит в выступ). Под действием пружины 28 равные тяги 19 и 20 синхронно поворачивают зажимные губки 16, 17 шарнирного многозвенника 18 до полного смыкания (рычаг привода, контактирующий с ползуном, отходит от последнего и устанавливается с зазором) . 1убки производят четкую фиксацию проволоки без вибрации, поскольку ось поворота губок с ползуном завязана в жесткий шарнирный многозвенник. Усилие зажима проволоки регулируется винтом 29 посредством пружины 28. Сварочная головка 3,продолжая подниматься, вступает в контакт с одноплечим рычагом 12 посредством упэра 15, отрывая рычаг 12 от упора 22. Рычаг начинает поремещаться совместно со сварочной Золовкой 3, и зажимные губки 16, 17 производят отрыв проволоки (см.фиг.5,е).
Расположение зажимных губок 16 и 17 в момент отрыва между прибором и инструментом обеспечивает стабильный отрыв проволоки у места сварки по дeфopм poвaннoмy сечению, так как точка приложения усилия отрыва располагается ниже самого ослабленного
сечения 1-1 (см.фиг.5 , е) , Кроме rorOf губки способствуют резкому охлаждению участка проволоки сечения п-П (см.фиг.5,е), тем самым восстанавливая ее физико-механические свойства После отрыва проволоки сварочная головка 3 вместе с одноплечим рычагом 12 поднимается в крайнее верхнее положение. В этот момент подводится . механизм 10 образования шарика), и на конце проволоки, выступающей из губок, образуется шарик (фиг.5,з) диаметром от 2 до 2,5 диаметра проволоки. Затем под действием привода 9 сварочная головка 3 совместно с одноплечим рычагом опускается в и.сходное положение, а ползун перемещается в крайнее левое положение и преодолевая усилие пружины, разжимает зажимные губки 16 и 17 (величина разжима определяется соответствующим профилем .кулачка привода и выбирается достаточной для свободного прохождения инструмента между губками, при опускании последнего). Одноплечий рычаг 12 опускается (поворачивается) до соприкосновения с упором 22,-а сварочная головка 3, продолжая опускаться до исходного положения, отрывается от упора 15.
Таким образом, конструкция устройства позволяет исключить пережим проволоки .
Надежность этого устройства повышается за счет исключения произвольных обрывов, а его производительность увеличивается в 1,5-2 раза за счет исключения потерь н-э заправку проволоки при обрывах и улучшения кинзмати ческих возможностей, а также благода оя значительному сокращению .затрат .а обслуживание.
Формула изобретения
Устройство для термокомпресснонной сварки проволочных выводов, содержащее предметный столик, манипулятор, механизм образования шарика, оптическое устройство, установленную Е корпусе на валу кронштейна приводную сварочную головку, механизм отрыва проволоки, взаимодействующий со сварочной головкой и включающий в себя зажимные губки, и упор регулироки губок по высоте, отличающееся тем, что, с целью упрощения конструкции, повышения надежности в работе и производительности, сварочная головка установлена с возможностью независимого поворота на валу кронштейна, механизм отрыва проволоки расположен между сварочной головкой и предметным столиком к выполнен в ниде закрепленного на залу кронштейна с возможностью взаимодействия со сварочной головкой одноплечего рычага, на котором установлен приводной ползун с шарнирным многозвенником, на звеньях которого жестко зекреплены зажимные губки, а упор регулировки, положения губок по высоте смонтирован на кронштейне с возможностью воздейстзия на одноплечий рычаг..
Источники информации, принятые во внимание при экспертизе
i Патент Англии № 1373347 от 1971 г, кл„ В 5 R«
2. Авторское свидетельство СССР ti по заявке 2337610 от 22 марта iS76 г.. кл.. Н 01 L 21/99 (прототип).
fS

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для присоединения проволочных выводов методом термокомпрессии | 1976 |
|
SU604056A1 |
| Установка для ультразвуковой сварки | 1986 |
|
SU1391831A1 |
| Установка для ультразвуковой сварки | 1987 |
|
SU1447613A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| Устройство для монтажа проволочных перемычек | 1986 |
|
SU1430214A1 |
| Установка для присоединения проволочных выводов | 1975 |
|
SU534809A1 |
| Установка для присоединения про-ВОлОчНыХ ВыВОдОВ | 1979 |
|
SU821100A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Устройство для ультразвуковой сварки | 1984 |
|
SU1228997A1 |
| Устройство для сварки давлением | 1988 |
|
SU1611646A1 |
25
f3 1Z РигЪ
- О
иг.5
