(54) УСТАНОВКА ДЛЯ ПРИСОЕДИНЕНИЯ ПРОВОЛОЧНЫХ вьеодов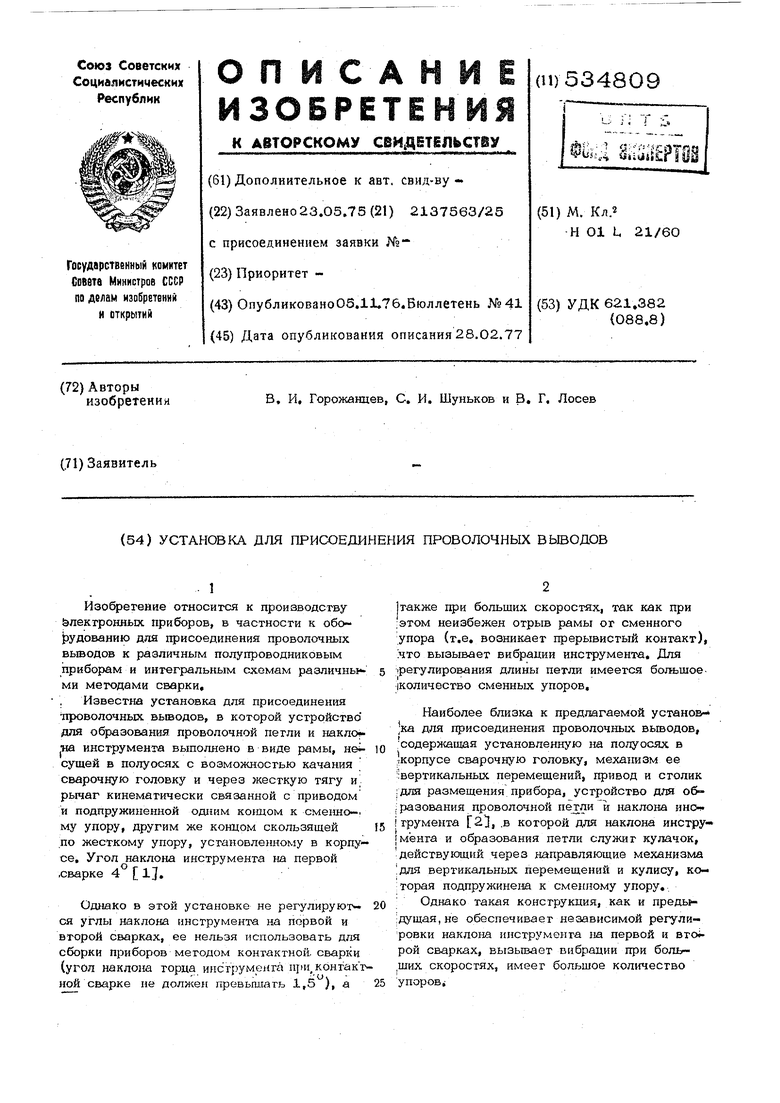
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для присоединения проволочных выводов методом термокомпрессии | 1976 |
|
SU604056A1 |
| Установка для присоединения про-ВОлОчНыХ ВыВОдОВ | 1979 |
|
SU821100A1 |
| УСТАНОВКА ДЛЯ ПРИВАГ»КИ ПРОВОЛОЧНЫХ ВЫВОДОВ | 1971 |
|
SU297090A1 |
| Устройство для термокомпрессорной сварки проволочных выводов | 1977 |
|
SU707727A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Устройство для микросварки ленточных перемычек | 1982 |
|
SU1017452A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| Устройство для монтажа проволочных перемычек | 1986 |
|
SU1430214A1 |
| Устройство для ультразвуковой сварки | 1985 |
|
SU1303329A1 |
| Устройство для присоединения проволочных выводов | 1989 |
|
SU1772845A1 |
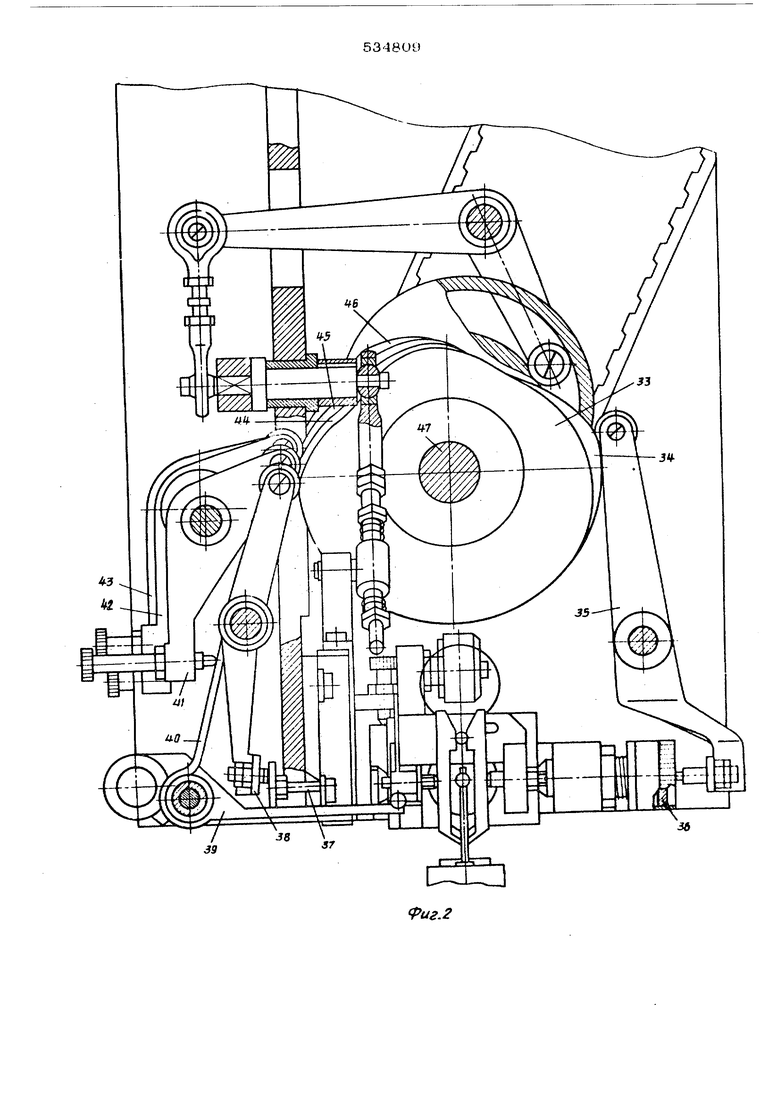
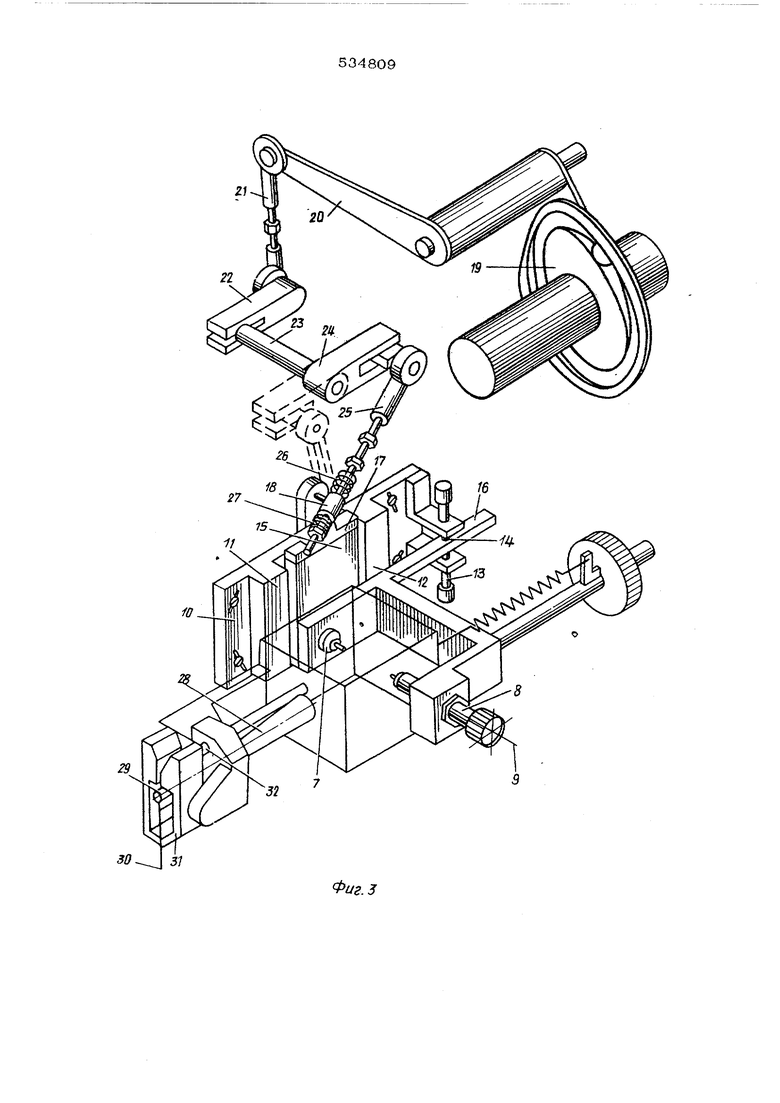
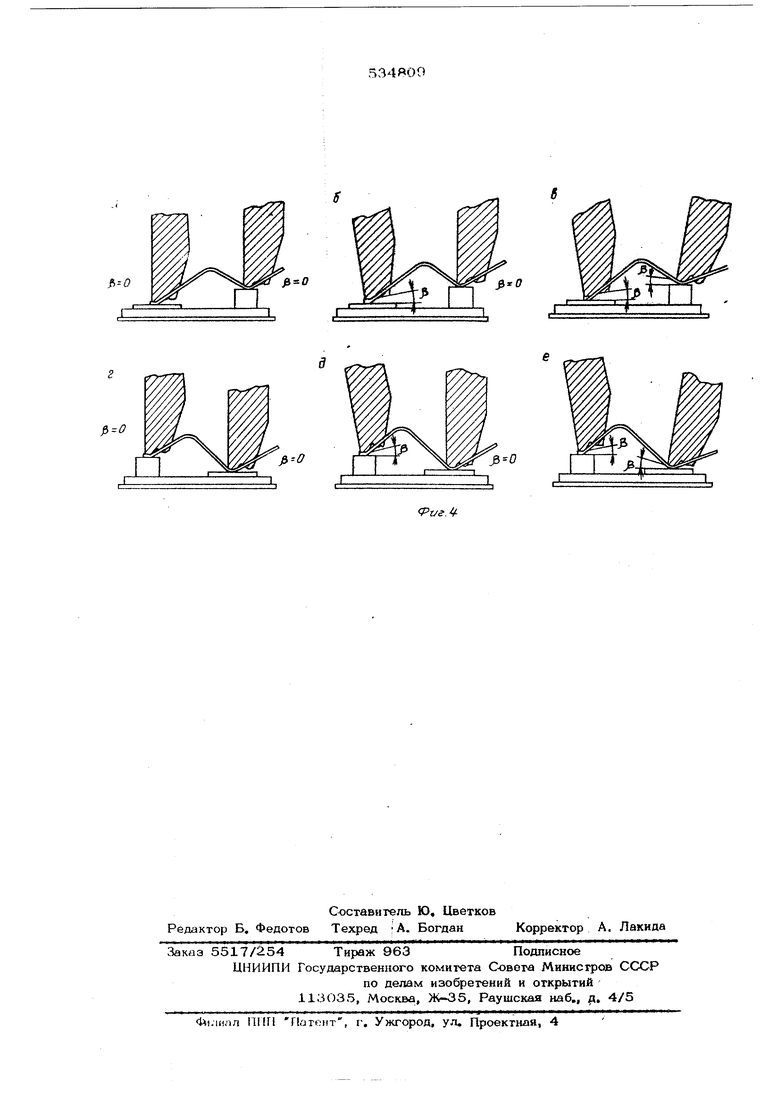
Изофегение относигся к производству Электронных приборов, в частности к оборудованию для присоединения проволочных вьтодов к различным полупроводниковым приборам и интегральным схемам различнь ми методами сварки, . Известна установка для присоединения тфоволочньк выводов, в которой устройство для образования проволочной петли и наклочна инструмента выполнено в виде рамы, не сущей в полуосях с возможностью качания сварочную головку и через жесткую тягу и рычаг кинематически связанной с приводом и подпружиненной одним кондом к сменно-, му упору, другим же концом скользящей по жесткому упору, установленному в корпусе. Угол наклона инструмента на первой .сварке 4 Ij, Однако в этой установке не регулируют- ся углы наклона инструмента на первой и второй сварках, ее нельзя использовать для сборки приборов методом контактной, сварки (угол наклона торца инсгруменга п|1и,конгакт ной сварке не должен превьплагь 1,5 ), а также при больших скоростях, так как при этом неизбежен отрыв рамы от сменного упора (т.е, возникает прерывистый контакт), лто вызывает вибрации инструмента. Для урегулирования длины петли имеется большое1КоличестБо сменных упоров, Наиболее близка к предлагаемой уставов ка для присоединения проволочных вьюодов, содержащая установленную на полуосях в .корпусе сварочную головку, механизм ее вертикальных перемещений, привод и столик :для размещения прибора, устройство для об;разования проволочной пеми и наклона ино i трумента 2, .в которой для наклона инструмента и образования петли служит кулачок, действующий через направляющие механизма для вертикальных перемещений и кулису, ко- :торая подпружинена к сменному упору,, Однако такая конструкция, как и преды;дущая,не обеспечивает независимой регули ровки наклона инструмента на первой и BToiрой сварках, вызьпзает вибрации при больших скоростях, имеет большое количество упоров Цель, изобретения.. повышение качества CRapKHj прои одигельносги и расширение технологических возможностей благодаря Эгулировке наклона инструменте. В предлагаемой ус гановке эта цель досц гается тем, что устройство для образована йсроволочной петли и наклона инструмента вьшолнено в виде каретки, несущей кронштейн о полуосями, и установленной с воэмогкностыо возвратно-поступательного nepef мещения в направляющих плиты, закреплв (НОЙ на корпусе с возможностью регулиров.JKH ее продольной оси в вертикальной ппоо кости в пределах угла +, Ю по отношени ft вертикальной оси перемещения инструмен- гй, причем каретка связана через скользя-) вдую-подпружиненную тягу и систему рыча iTOB с приводом, а кронштейн с жесткими регулируемыми упорами, закрепленными на рдной из сторон плиты, На фиг i и 2 изображен общий вид уо тановки; на фиг 3 - механизм образования проволочной петли и наклона инструмента; на фиг, 4 - технологические операции, выполняемые установкой с различными вариа циями углов наклона инструмента. Установка для присоединения проволоч- Н1-ЛХ ГГ..ЫБОДОВ включает расположенные в кор пусе 1 (фиг.-1) привод 2, устройство для о.;-;.i;. .-вания проволочной пегли и наклона иис-1}-:,мента 3, сварочную головку 4, механиз. додъема и опускания сварочной головки 5, а также столик 6 для размещения при 6op.:Jeо Устройство для образования проволочной пегли и наклона инструмента 3 состоит из cш t oчнoй ГОЛОВКИ 4, закрепляемой в полуосях 7 и 8 (фиг, 3), расположенных на одной оси 9, плиты 10 с направляющими 11, 12 и упорами 13, 14, каретки 15 с крониь TeftjiOM-16, кронштейна 17, цапфы 18, ку : лачка 19, рычага 20, тягп 21, рычага 22, оси 23,р.ычага 24, скользящий 25, (пружины 26, 27, Сварочная головка 4 содержит держатель 28, инструмент 29 с рабочим торцом ЗО, губки 31, приводимые в движение от тяги 32 кулачка разжима губок 33 (фиг, 2), кулачка отрыва и подачи проволоки 34, рь1,чага 35, толкателей 36, 37 и рычага 38, Механизм 5 подъема и опускания сварочной |гoлoвк ; состоит из рычага 39, пластины 40 ;прнводимой в движение рычагами 41, 42, 43 от кулачков 44, 45, 46, установленных aia кулачковом валу 47„, Установка работает следующим образом,, Прнбир устанлвллвают на столик 6 (фиг,А лрнвод 2 гфиподит во вращение кулачковый |ьал 47 (фаг, 2), вращая кулачок 45, ко- j )торый с помощью рычага 42 н рычагов 4 С) и 39, механизма 5 подъема и опускания .сварочной головки (фиг. 1), опускас: инст мент 29 (фиГо 3) над месгом первой cbafvни. При этом карегка 15 находится в верхнем положении на упоре 14, который, в свок очередь, определяет у гол/; наклона горда 3 инструмента 219 на первой сварке, После совмещения контактной площадки прибора с инструментом последний опускает ся на первую сварку, затем автоматически поднимается в положение петли от кулачка |44 (фиг, 2) с помощью рычага 41, рыча|гов 39, 40 механизма подъема сварочной (ГОЛОВКИ (фиг, 1) При этом кулачок 19 (фиг, 3) через рычаги 20 и 24 перемещает подпружиненную тягу 25. Пружина 26 начинает сжиматься и перемещает каретку 15, а вместе с Ней кронштейн 16с полуосями 7, 8 и установленную на них сварочную головку 4 (фиг, 1), Каретка 15 (фиг, 8) с кронштейном 16 доходит до упора 13 и останавливается, а тяга 25 проскальзывает через иапфу 18 и сжимает пружину 26, ось 9 опускается, и инструмент 29 поворачивается относительно торда. Упор 13 определяет угол Ji i наклона инструмента на второй сварке. Затем включают привод 2 (фиг, 1), кулачковый вал 47 (фиг, 2), и (кулачок 46, рычаг 43, рычаги 4О, 39 механизма подъема и опускания 5 (фиг, 1) опускают инструмент 29 (фиг, 3) над мео-f том второй сварки. После совмещения инструмент опускают на вторую сварку, затем посзле сварки автоматически включается привод 2 (фиг, 1), коТорый поворачивает кулачок 34 (фиг, 2) и через рычаг 35, толкатели 36, тягу 32 (фиг, 3) открывает проволоку, а далее кулачок 46 (фиг. 3) с помощью | механизма 5 поднимает сварочную головку 4, В то же время кулачок 19 (фиг, 3) че рез ръгчаг 20 и 24 поднимает скользящую .тягу 25, При этом начинает освобождаться пружина 26, а под действием пружины 27 каретка 15 поднимается до упора l4. Тяга |25 проходит дальше через цапфу 18, сж№ fлaя пружину 27, и инструмент 29 возвращается в исходное положение. Угол накло1на продольной оси каретки 15 в вертикаль(ной плоскости в пределах угла ct + 1О (фиг, 1) по отношению к вертикальной оси , перемещения инструмента 29 (фиг. 3) опрег деляет длину перемычки и регулируется пог iBopOTOM плиты 1О относительно корпуса 1 (фиг. 1), Положительный угол Л плиты устанавливается при условии, когда первая сварка находится на уровне или выше уро&да второй - положения г, д, е (фиг, 4) и .отрицательный, когда первая сварка находит
гя ниже уровня нго).ч)й - положения а, б, в, При этом рычаг 24 (фиг. 3) должен быть лереброшен в положение, указанное штрихом.
Все наклоны инструмента, которые мо)но получить на данной установке, показаны на фиг, 4.
Таким образом, предлагаемая установка обеспечивает автоматическое офазование проволочной перемычки, регулируемой по длине, независимую регулировку углов наклона инструмента как на первой, так и на второй сварках, высокое качество сварных i соединений благодаря обеспечению заданны углов на каждой сварке, применение различ|ных методов сварки, устраняет внбрапуя инструмента при перемещении, обеспечивает стабильность обрыва проволоки после вгоро го соединения, не требует большого количества сменных ynqpOB и является универсальной для приборов различных типов.
Формула изобретения
Установка для 1фисоединеш Я tфoвoлo ных выводов, содержащая установленную на полуосях в корпусе сварочную головку, ме-; ханизм ее вертикальных перемещений, ycW ройство для образования проволочной петли
и наклона инструмента, привод и -столи для размещения прибора, отличающая, я гам, что, с целью псжышения качества сварки, 1фоиаводительности и расширения
ф JTexHontvmecxRX возможностей благодаря рвгул1фоике наклона инструмента4 устрой ство для офааования проволочной петли и наклона инструмента вьшолнено в виде ка ретки, несушей кронштейн с по/ осями и
Ю ;устаиоеленной с вогможностью возвратно;-поступательно(го перемешення в направляк Цавх ПШ11Ы, закрепленной на корпусе с во ;можностью регулировки ее продольной оси ,-в вертикальной плоскости в пределах угла
-нн Ю по отношению к вертикальной оси перемещения инструмента, причем каретка |Связана через скользящую подпружиненную 1тягу к систему рычагов с приводом, а кроши тейн -f- с жесткими регулируемыми упорами/
.закрепленными на одной из сторон плиты.
Источники информации, принятые во вни при экспертизе:
.2
Фаг.З
,--Q
ft.O
--0
