(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО СВЕРЛЕНИЯ
ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильная головка с автоматической подачей | 1978 |
|
SU706199A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| Устройство для размерной электрохимической обработки | 1982 |
|
SU1041256A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ МАРКИРОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТВОЛА ОРУЖИЯ | 2012 |
|
RU2514763C2 |
| Станок для электрохимической обработки тел вращения | 1982 |
|
SU1127735A1 |
| Устройство для электрохимической прошивки | 1985 |
|
SU1364419A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| ТУРБОБУР-РЕДУКТОР | 2002 |
|
RU2198994C1 |
| УСТАНОВКА ДЛЯ ВРЕЗКИ ОТВОДОВ В ТРУБОПРОВОД | 2001 |
|
RU2221960C2 |

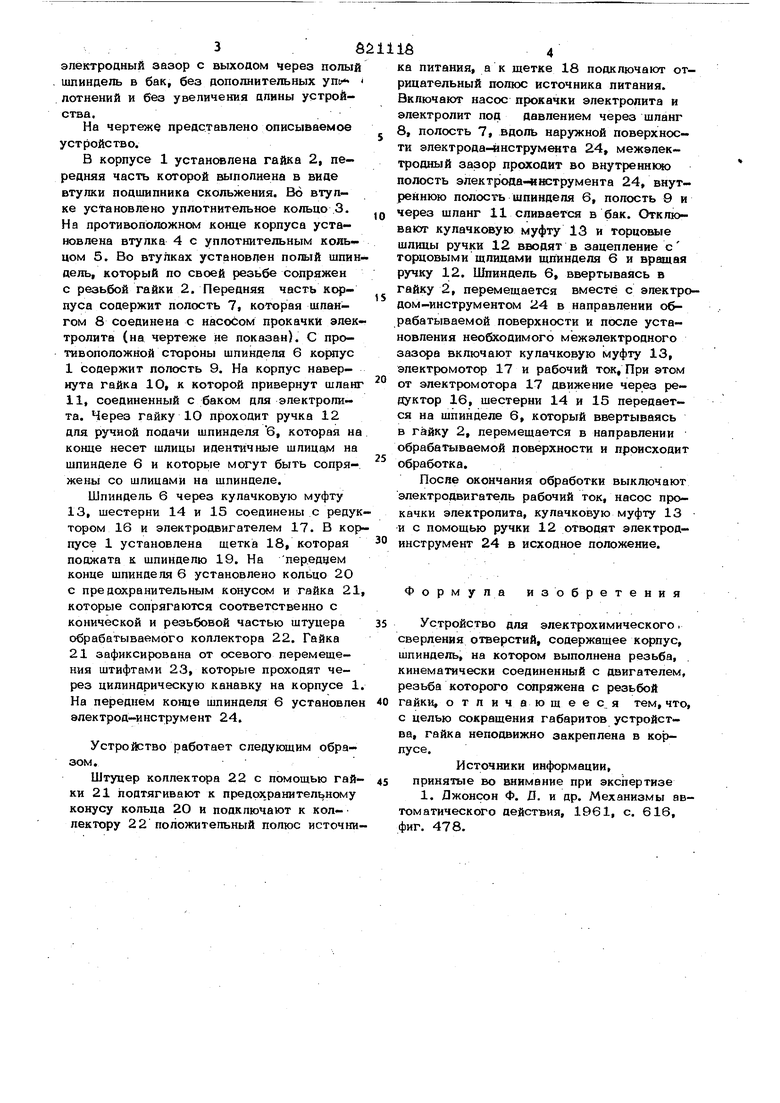
Изобретение относится к физическим и электрохимическим методам о аботки, пре имущественно цпя электрохим 1ческого сверления отверстий в трубках. Известно устройство для электрохимического сверления отверстий, содержащее .корпус, шпиндель с инструментом, кинематически связанный с двигателем i Недостатком данного устройства является невозможность изготовления его в малых габаритах, которые необходимо выдерживать для устройств, предназначенных для электрохимического сверления отверстий в труднодоступных местах, например, в трубках топливных коллекторов, изогнутых в пространстве. Недостатком является то, что производительность процесса ограничена возможными короткими замыканиями при частичном выходе формируемого отверстия через стенку обрабатываемой детали, когда элек тролит минуя меж электродный зазор, уходит на противоположную сторону обраба- . тыьаемой детали, Ч1Ю заставляет прово- дить обработку на повышенных межэлек- тродных зазорах, т.е. на уменьшенных подачах. Цель изобретения - сокращение габаритов устройства. Это достигается тем, что на полом шпинделе, несущем узел крепления электрода-инструмента, кинематически связанный с электродвигателем, выполнена резьба, которая сопряжена с резьбой гайки, неподвижно закрепленной в корпусе. Выполнение резьбы на полом шпинделе, сопряженной с резьбой гайки, позволяет отказаться от каретки и одновременно электрод-инструмент получает кроме поступательного, и вращательное движение, что позволяет независимо от погрешности формы рабочей поверхности электродаинструмента и даже при наличии повреждения изоляции электрода получить цилиндрическую форму обрабатываемого отверстия. Выполнение полостей позволяет направить электролит вдоль наружной поверхности электрода-инструмента в меж3электродный зазор G выходом через полы шпиндель в бак, без дополнительных yni.-« лотнений и без увеличения цпины устройства,. На чертеже представлено описываемое устройство. В корпусе 1 установлена гайка 2, передняя часть которой выполнена в виде втулки подшипника скольжения. Во втулке установлено уплотнительное кольцо 3. На противоположном конце корпуса установлена втулка 4 с уплотнительным коль цом 5. Во втулках установлен полый шпи дель, который по своей резьбе сопряжен с резьбой гайки 2. Передняя часть корпуса содержит полость 7, которая шлангом 8 соединена с насосом прокачки элек тролита (на чертеже не показан). С противоположной стороны шпинделя 6 корпус 1 содержит полость 9. На корпус навернута гайка 1О, к которой привернут шлан 11, соединенный с баком для электролита. Через гайку 10 проходит ручка 12 для ручной подачи шпинделя б, которая н конце несет шлицы идентичные шлицам на шпинделе 6 и которые могут быть сопряжены со шлицами на шпинделе. Шпиндель 6 через кулачковую муфту 13, шестерни 14 и 15 соединены с реду тором 16 и электродвигателем 17. В ко пусе 1 установлена щетка 18, которая поджата к шпинделю 19. На переднем конце шпинделя 6 установлено кольцо 2О с предохранительным конусом и гайка 2 которые сопрягаются соответственно с конической и резьбовой частью штуцера обрабатываемого коллектора 22. Гайка 21 зафиксирована от осевого перемещения штифтами 23, которые проходят через цилиндрическую канавку на корпусе 1 На переднем конце шпинделя 6 установле электрод-инст;румент 24. Устройство работает следующим образом. Штуцер коллектора 22 с помощью гай ки 21 подтягивают к предрхранител1 ному конусу кольца 2О и подключают к коллектору 22 положительный полюс источн 164 ка питания, а к щетке 18 подключают отрицательный полюс источника питания. Включают насос прокачки электролита и электролит под давлением через шланг 8, полость 7, вдоль наружной поверхности электрода-инструмш1та 24, межэлектродный загзор проходит во внутреннкчо полость электрода-инструмента 24, внутреннюю полость шпинделя 6, полость 9 и через шланг 11 сливается ъ бак. Отклювают кулачковую муфту 13 и торцовые шлицы ручки 12 вводят в зацепление с торцовыми шлицами щпинделя 6 и вращая ручку 12. Шпиндель 6, ввертываясь в гайку 2, перемещается вместе с электродом-инструментом 24 в направлении обрабатываемой поверхности и после установления необходимого межэлектродного зазора включают кулачковую муфту 13, электромотор 17 и рабочий ток, При этом от электромотора 17 движение через редуктор 16, шестерни 14 и 15 передается на шпинделе 6, который ввертываясь в гайку 2, перемещается в направлении обрабатываемой поверхности и происходит обработка. Посие окончания обработки выключают электродвигате:ль рабочий ток, насос прокачки электролита, кулачковую муфту 13 и с помощью ручки 12 отводят электродинструмент 24 в исходное положение. Формула изобретения Устройство для электрохимического, сверления отверстий, содержащее корпус, шпиндель, на выполнена резьба, кинематически соединенный с двигателем, резьба которого сопряжена с резьбой гайки, о тл ич ающ ее с я тем, что, с целью сокращения габаритов устройства, гайка непо{шижно закреплена в корпусе. Источники информации, принятые во внимание при экспертизе 1. Джонсон Ф. Д. и др. Механизмы автоматического действия, 1961, с. 616, фиг. 478.
