1
Изобретение относится к технологии пронл водства бетонных и железобетонных труб в разных формах.
Известна форма для изготовления трубчатых изделий из бетонных смесей по основному авт. св. N 637263i содержащая полуформы с продольными фланцами, контактирующими друг с другом, и стяжные болты. Стыковочная поверхность фланцев одной из полуформ выполнена клиновидной ф.(ормы с продольной площадкой в веришне клина, ширина которого составляет от 0,005 до 0,01 диаметрд формы 1.
Недостатком известной формы является низкая производительность формования и низкое качество изделий.
Цельюизобретения является повьпиение производительности и качества формуемых иэде
ЛИЙ.
Указанная цель достигается тем, что в форме для изготовления трубчатых изделий из бетонных смесей, содержащей полуформы с продольными фланцами, контактирующими друг с другом, и стяжные болты с выполненной
стыковочной поверхностью ,фланцев одной из полуформ КЛИ1ЮВИДНОЙ формы с продольной площадкой в веришне клина, ширина которого составляет от 0,005 до 0,1; диаметра формы, нижняя полуформа снабжена 4 1ксаторами, установленными на ее фланцах я упругими пластинакш, смонтированными на внутренней поверхности в зоне стыка цолуформ я контактирующими с внутренней /поверхностью верхней полуформы, фланцы котсфой выполнены с пазами для размещения фяксаторов, причем длина упругих пластни равна дянне формы, а их ширииа и толщина соответственно равны 0,15-0,3 и 0,005-0/) внутреннего диаметра формы.
На фиг. 1 изображена форма для изготовления трубчатых изделий из бетонных смесей в сбрре; на фиг. 2 - место устанюкя фиксаторов перед сборкой; на фиг. 3 - то же в , рабочем положении..
Форма для изготовления трубчатых яэделяй содержит верхнюю 1 и нижнюю 2 полуформы. Верхняя полуформа 1 имеет продольные фланцы 3, к которым крепятся стяжные болты 4, 3.8 установленные на продольных фланцах 5 нижней полуформы 2. На фланцах 3 предусмо1рены упоры 6. Стыковочная поверхность фланii B 3 выполнена клиновидной формы с продольной площафсой 7, ширина которой состав ляет от-0,005 до 0,01 диаметра формы. Нижняя полуформа 2 снабжена упругими пластинами 8, жестко закрепленными при помощи винтов 9, и фиксатором 10. Длина упругих пластин 9 равна длине , а их игарина и толщина соответственно равны 0,15-03 и 0,005-0,01 внутреннего диаметра формы. Форма работает следующим образом. В очищенную и смазанную полуформу 2 устанав гавают арматурный каркас, затем краном устанавливают полуформу 1, ориентируя ее путем усташвки направляющих фиксаторов 10 в пазы фланцев 3 полуформы 1. Длинанаправ ляющнх фнксаторов 10 должна быть на 50- 100 мм больше рабочей ширины пластины для обеспечения точной центровки полуформ при сборке. При опускании верхняя полуформа 1 начинает под действием .собственного веса взаи модействовать с помощью продольных клиновидных площадок 7 со скошенными поверхностями концов упругих пластин 8, заставляя их отгибаться внутрь и перекрывать внутрен- ние поверхности полуформ в зоне их стыка по всей длине формы. При этом для обеспечения надежного перекрытия стыков полуформ по их внутрешшм поверхностям и обеспечения высокого качества изделий длина пластин долж на быть равна длине формы, а ширина и толщина, должны составлять соответственно 0,150,3 и 0,005-0,01 диаметра формы. В процессе центрифугирования полуформы могут перемещаться относительно друг друга, но наличие непрерьшного скользящего контакта концов пластин с внутренней поверхностью верхней полуформы 1 исключает появление какого-либо зазора. Формула изобретения Форма для изготовления трубчатых изделий из бетонных смесей по авт. св. N 637263, отличающаяся тем, что, с целью повьпиения производительности и повышения качества формуемых изделий, нижняя полуформа снабжена фиксаторами, установленными на ее фланцах и упругими пластинами, смонтированными на внутренней поверхности в зоне стыка полуформ и контактирующими с внутренней поверхностью верхней полуформы, фланцы которой вьшолнены с пазами для размещения фиксаторов, причем длина упругих пластин равна длине ффмы, а их ширина и толщина соответственно равны 0,15-0,3 и 0,005-0,01 внутреннего диаметра формы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 637263, кл. В 28 В 21/80, 1977.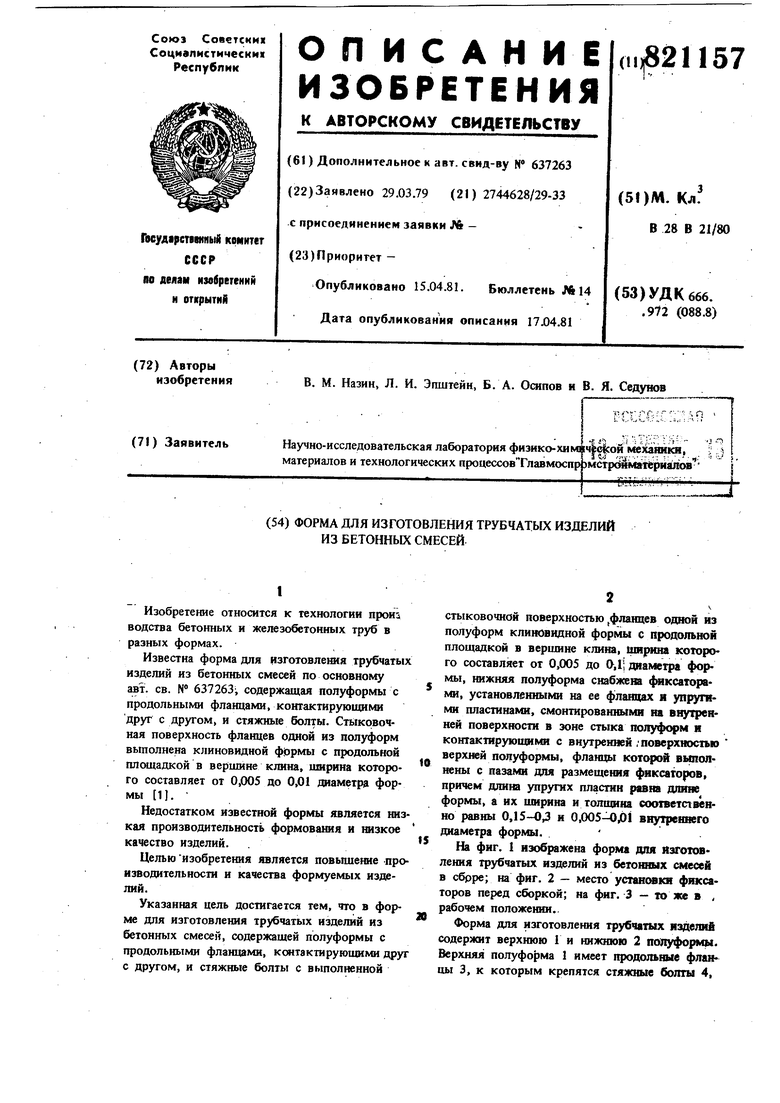
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления трубчатых изделий из бетонных смесей | 1977 |
|
SU637263A1 |
| Разъемная форма для изготовления центрифугированных изделий из бетонных смесей | 1976 |
|
SU710809A1 |
| Пустотообразователь | 1990 |
|
SU1712157A1 |
| Форма для изготовления трубчатых изделий из бетонных смесей | 1979 |
|
SU880763A1 |
| Форма для изготовления изделий из бетонных смесей центрифугированием | 1985 |
|
SU1433823A1 |
| Форма для изготовления трубчатых изделий из бетонных смесей | 1981 |
|
SU1433822A1 |
| Опалубка для изготовления трубчатых изделий из бетонных смесей | 1979 |
|
SU895681A1 |
| Опалубка для изготовления трубчатых изделий из бетонных смесей | 1979 |
|
SU880764A1 |
| Форма для изготовления трубчатых изделий из бетонных смесей | 1985 |
|
SU1310220A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |

W
