(54) РАЗЪЕМНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЦЕНТРИФУГИРОВАННЫХ ИЗДЕ-ЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления центрифугированных трубчатых изделий из бетонных смесей | 1980 |
|
SU950540A1 |
| Форма для изготовления изделий из бетонных смесей центрифугированием | 1985 |
|
SU1433823A1 |
| Форма для изготовления центрифугированых изделий с предварительно напряженной арматурой | 1981 |
|
SU992210A1 |
| Разъемная форма для изготовления центрифугированных изделий из бетонных смесей | 1977 |
|
SU737220A1 |
| Форма для изготовления полых центрифугированных изделий из бетонных смесей | 1982 |
|
SU1080984A1 |
| Замок для соединения разъемной формы | 1979 |
|
SU1016168A1 |
| Форма для изготовления изделий из бетонных смесей | 1988 |
|
SU1588553A1 |
| Форма для изготовления трубчатых изделий из бетонных смесей | 1982 |
|
SU1100102A1 |
| Установка Чехуты для изготовления трубчатых изделий из бетонных смесей | 1985 |
|
SU1344609A1 |
| Установка для снаряжения формы при производстве центрифугированных трубчатых изделий | 1984 |
|
SU1186501A1 |
1
Изобретение относится к производству трубчатых изделий из бетонных смесей методом центрифугирования.
Известна разъемная форма для изготовления центрифугированных изделий из бетонных смесей, содержащая полуформы с продольными фланцами, между которыми устанавливается уплотнение из эластичных материалов, и замковые соединения в виде укрепленных на фланцах клиновых элементов, контактирующих друг с другом 1.
Недостатками известной формы является большая трудоемкость сборки при подготовке к укладке в нее бетонной смесью.
Цель изобретения - снижение трудоемкости сборки форм за счет использования усилий предварительного натяжения арматуры ияделия.
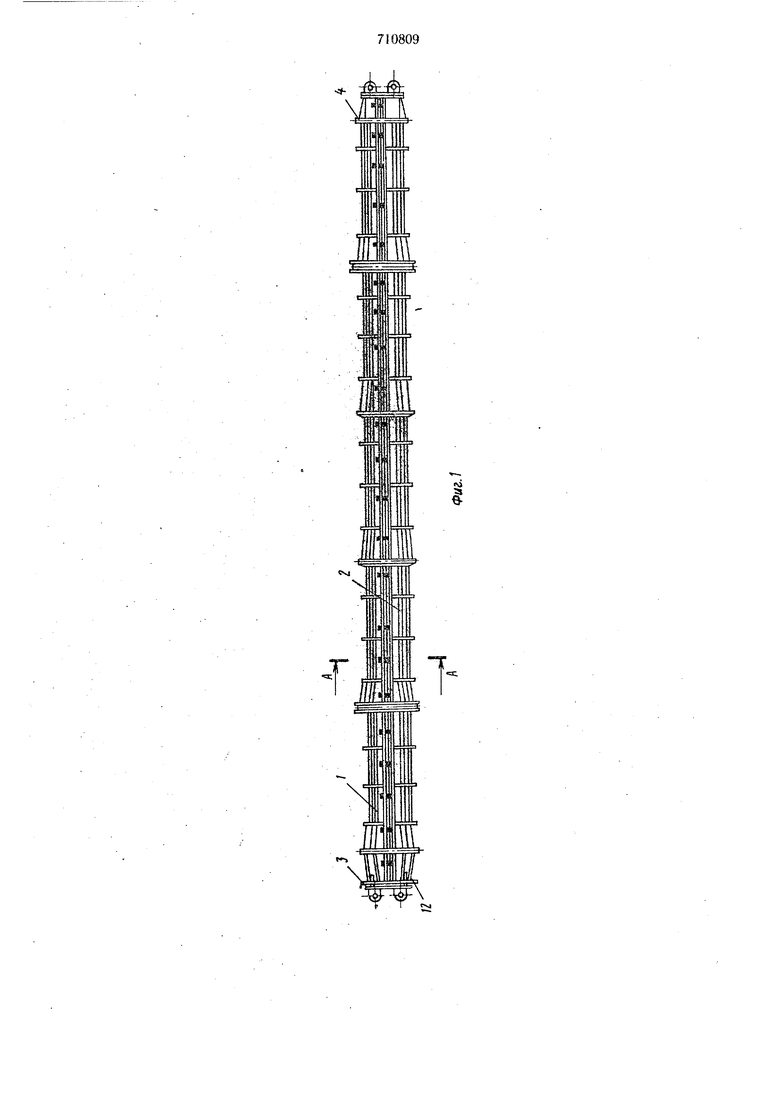
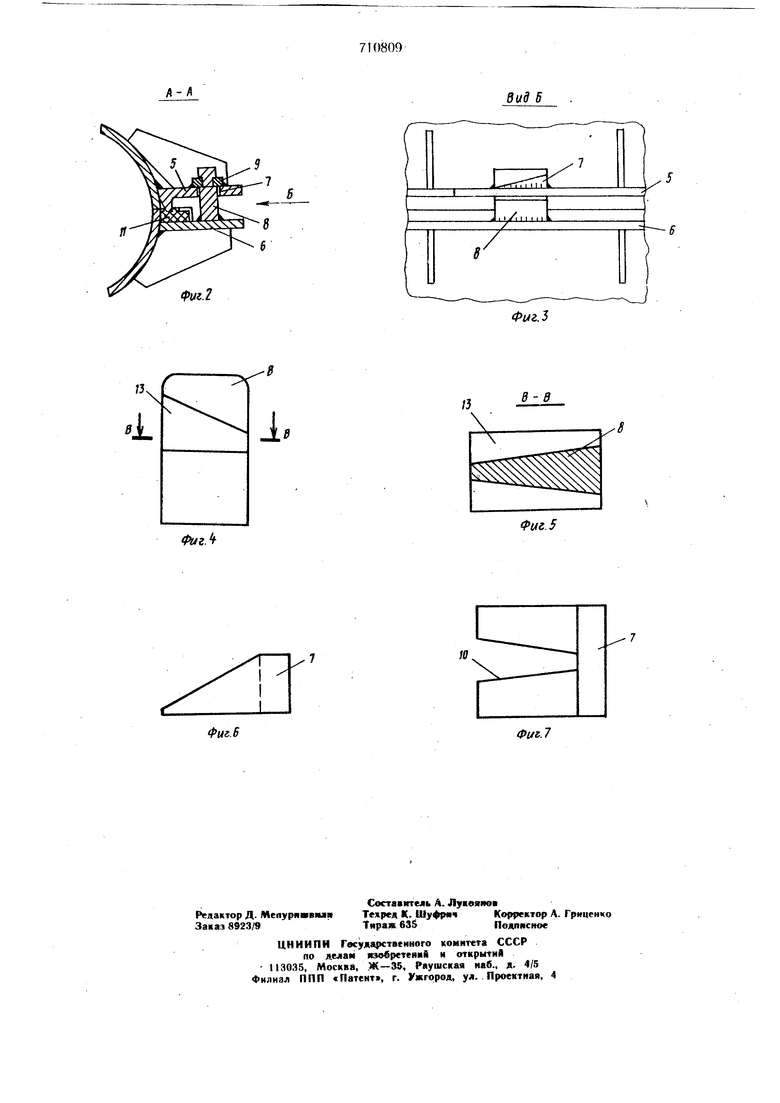
Указанная цель достигается тем, что разъемная форма для изготовления центрифугированных изделий из бетонных смесей, содержащая полуформы с продольными фланцами, уплотнения с эластичными прокладками и замковые соединения в виде закрепленных на фланцах клиновых элементов, контактирующих друг с другом, один из клиновых элементов каждого замка выполнен с клиновидными пазами, симметричными его продольной оси, а другой .- с угловой центральной прорезью, причем верхние поверхности контакта клиновых элементов, перпендикулярные плоскости, в которой расположены их продольные оси, наклонены под острым углом к поверхности фланцев. i Сущность изобретения поясняется чертежами, где на фиг. 1 схематично изображен общий вид разъемной формы для изготовления центрифугированных изделий из бетонных смесей; на фиг. 2 - разрез А -А на фиг. 1; на фиг. 3 - вид Б на фиг; 2; на фиг. 4 изображен клиновой элемент нижней полуформы; на фиг. 5 - разрез В - В на фиг. 4; на фиг. 6 - клиновой упор верхней полуформы; на фиг. 7 - вид в плане на фиг. 6.
Разъемная форма для изготовления центрифугированных изделий из бетонных смесей состоит из верхней 1 и нижней 2 полуформ с оголовниками вершимы 3 и комля 4, в которых образованы нроре.чи для к(кч ления напрягаемой арматуры.
Полуф.ормы 1 и 2 выполнены соответственно с продольными фланцами 5 и 6, причем во фланцах 5 верхней полуформы 1 образованы окна 7 для прохода клиновых элементов 8, закрепленных на фланцах 6 нижней полуформы 2.
На фланцах 5 с наружной стороны установлены клиновые упоры 9 с центральной прорезью 10.
Стыки между полуформами 1 и 2 загерметизированы упругими резиновыми прокладками 11.
В оголовник вершины 3 ввернуты упорные винты 12.
Работает разъемная форма для изготовления центрифугированны.ч изделий следующим образом. После укладки, армокаркаса в нижнюю полуформу 2, закрепления его в оголовниках, натяжения на стенде и укладки бетонной смеси, верхняя яолуформа I при помощи крана опускается на нижнюю таким образом, чтобы окна 7 в вер.хней полуформе были совмещены с клиновыми элементами 8 нижней нолуформы 2, которые при опускании войдут в окна 7 верхней полуформы, а клиновые пазы 13 элементов 8 совместятся с клиновыми упорами 9 верхней полуформы. Упорные вивты S2 верхней полуформы завинчиваются до упора в оголовниках. Затем частично снимается напряжение армокаркаса путем опускания домкрата стенда натяжения.
Возвращаясь в исходное положение, армокаркас потянет оголовник, который через
упорные винты 12 подвинет верхнюю полуформу во встречном направлении движению нижней полуформы 2, вследствие чего клиновые элементы 8 войдут в прорези клиновых упоров 10 и соединят полуформы I и 2.
Формула изобретения
Разъемная форма для изготовления центрифугированных изделий из бетонных смесей, содержащая полуформы с продольными фланцами, уплотнения с эластичными прокладками и замковые соединения в виде закрепленных на фланцах клиновых элементов, контактирующих друг с другом, отличающаяся тем, что, с целью снижения трудоемкости сборки форм за счет использования усилий предварительного натяжения арматуры 1зделия, один из клиновых
элементов каждого замка выполнен с клиновидными пазами, симметричными его продольной оси, а другой -- с угловой центральной прорезью, причем верхние поверхности контакта клиновых элементов, перпендикулярные плоскости, в которой расположены их продольные оси, наклонены под острым углом к поверхности фланцев.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 252896, кл. В 28 В 21/80, 1970,
tЛ-Л
Чиг.2
Вид 6
v.
;з
Фиг.
В- 8
/3
Фиг. 5
