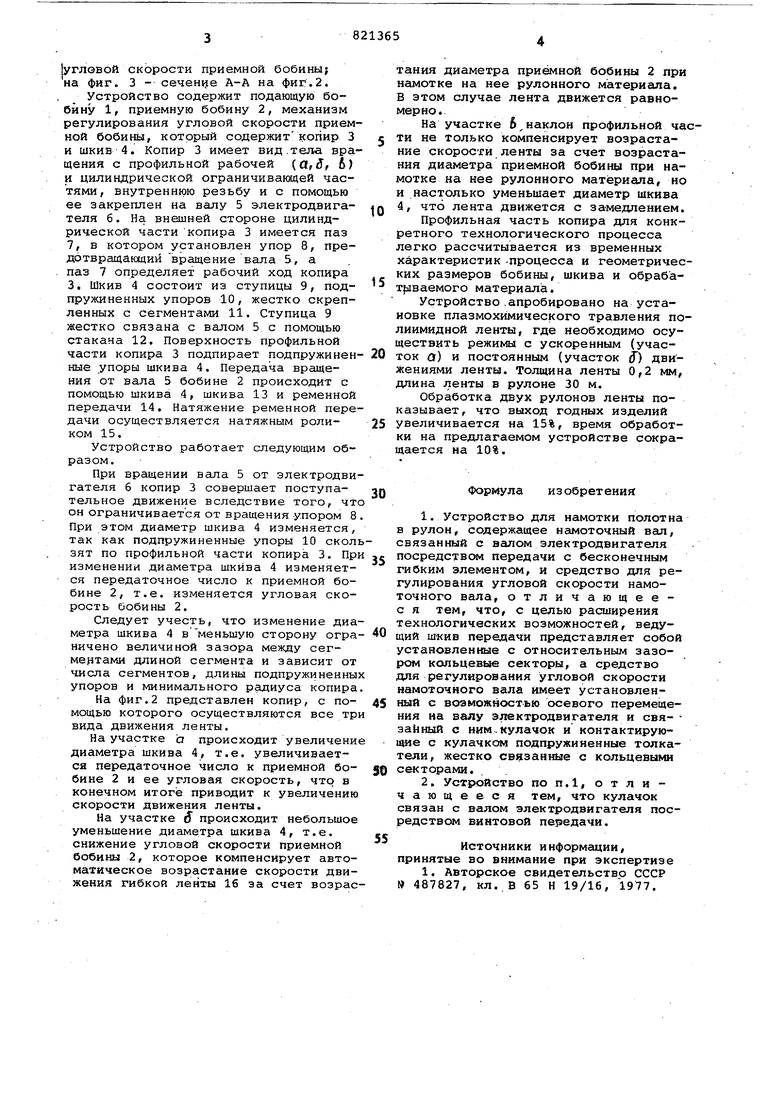
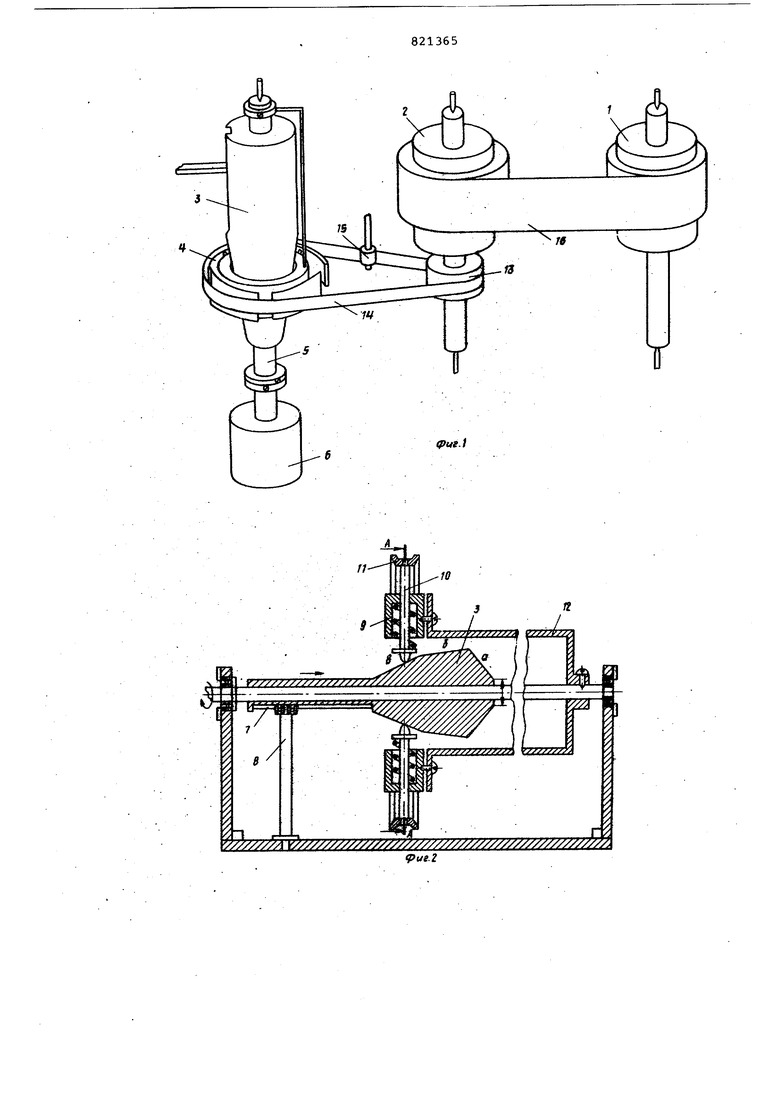
(54) УСТРОЙСТВО ДЛЯ НАМОТКИ ПОЛОТНА В РУЛОН угловой скорости приемной бобины; на фиг. 3 - сечен1 е А-А на фиг.2. Устройство содержит подающую бобину 1, приемную бобину 2, механизм регулирования угловой скорости приемной бобины, который содержиткопир 3 и шкив 4. Копир 3 имеет вид.тела вращения с профильной рабочей ((l,Sf &) и цилиндрической ограничивающей частями, внутреннюю резьбу и с помощью ее закреплен на валу 5 электродвигателя 6. На внешней стороне цилиндрической части копира 3 имеется паз 7, в котором установлен упор 8, предотвращающий вращение вала 5, а . паз 7 определяет рабочий ход копира 3. Шкив 4 состоит из ступицы 9, подпружиненных упоров 10, жестко скрепленных с сегментами 11. Ступица 9 жестко связана с валом 5 с помощью стакана 12. Поверхность профильной части копира 3 подпирает подпружиненные упоры шкива 4. Передача вращения от вала 5 бобине 2 происходит с помощью шкива 4, шкива 13 и ременной передачи 14. Натяжение ременной передачи осуществляется натяжным роликом 15. Устройство работает следующим образом. При вращении вала 5 от электродвигателя б копир 3 совершает поступательное движение вследствие того, что он ограничивается от вращения упором 8 При этом диаметр шкива 4 изменяется, так как подпружиненные упоры 10 скол зят по профильной части копира 3. Пр изменении диаметра шкива 4 изменяется передаточное число к приемной бобине 2, т.е. изменяется угловая скорость бобины 2. Следует учесть, что изменение диа метра шкива 4 в меньшую сторону огра ничено величиной зазора между сегме|1тами длиной сегмента и зависит от числа сегментов, длины подпружиненны упоров и минимального радиуса копира На фиг.2 представлен копир, с помощью которого осуществляются все тр вида движения ленты. На участке а происходит увеличени диаметра шкива 4, т.е. увеличивается передаточное число к приемной бобине 2 и ее угловая скорость, что в конечном итоге приводит к увеличению скорости движения ленты. На участке 6 происходит небольшое уменьшение диаметра шкива 4, т.е. снижение угловой скорости приемной бобины 2, которое компенсирует автоматическое возрастание скорости движения гибкой ленты 16 за счет возрас тания диаметра приёмной бобины 2 при намотке на нее рулонного материала. В этом случае лента движется равномерно. На участке 6 наклон профильной части не только компенсирует возрастание скорости ленты за счет возрастания диаметра приемной бобины при намотке на нее рулонного материала, но и настолько уменьшает диаметр шкива 4, что лента движется с замедлением. Профильная часть копира для конкретного технологического процесса легко рассчитывается из временных характеристик -процесса и геометрических размеров бобины, шкива и обрабат лваемого материала. Устройство .апробировано на установке плазмохимического травления полиимидной ленты, где необходимо осуществить режимы с ускоренным (участок о) и постоянным (участок j) движениями ленты. Толщина ленты 0,2 мм, длина ленты в рулоне 30 м. Обработка двух рулонов ленты показывает, что выход годных изделий увеличивается на 15%, время обработки на предлагаемом устройстве сокращается на 10%. Формула изобретения 1.Устройство для намотки полотна в рулон, содержащее намоточный вал, связанный с валом электродвигателя посредством передачи с бесконечным гибким элементом, и средство для регулирования угловой скорости намоточного вала, отличающеес я тем, что, с целью расширения технологических возможностей, ведущий ш-к и в передачи представляет собой установленные с относительным зазором кольцевые секторы, а средство для регулирования угловой скорости намоточного вала имеет установленный с возможностью осевого перемещения на валу электродвигателя и свя- заНный с ним.кулачок и контактируюпие с кулачком подпружиненные толкатели, жестко связанные с кольцевыми секторами. 2.Устройство по П.1, отличающееся тем, что кулачок связан с валом электродвигателя посредством винтовой передачи. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 487827, кл. В 65 Н 19/16, 1977.
У7/7/7//ЛY///У/7//77//7/Уil 77///////////yУ/////7//
риг.г
Л -А
