1
Изобретение относится к гидромашиностроению и может быть использовано при ремонте рабочих колес гидромашин .
Известен способ устранения трещин на кромках лопастей рабочего колеса гидромашины, включающий механическую выборку поврежденного металла с .образованием сквозного пазаси последующую его заварку 1 .
Недостатком этого способа является то, что на кромке лопасти после остывания лаплавленного металла существуют остаточные растягивающие напряжения, которые в большинстве случаев приводят к возникновению в местах заварки повторных трещин, что приводит к снижению надежности работ рабочего колеса.
Цель изобретения - повышение надежности путем создания на кромках лопастей напряжений сжатия.
Указанная цель достигается тем, что сначала производят заварку части сквозного паза, прилегающей к кромке лопасти, с образованием перемычки, имеющей ширину, составляющую 0,1-0,3 от длины паза, а заварку остальной части последнего производят после полного остывания перемычки.
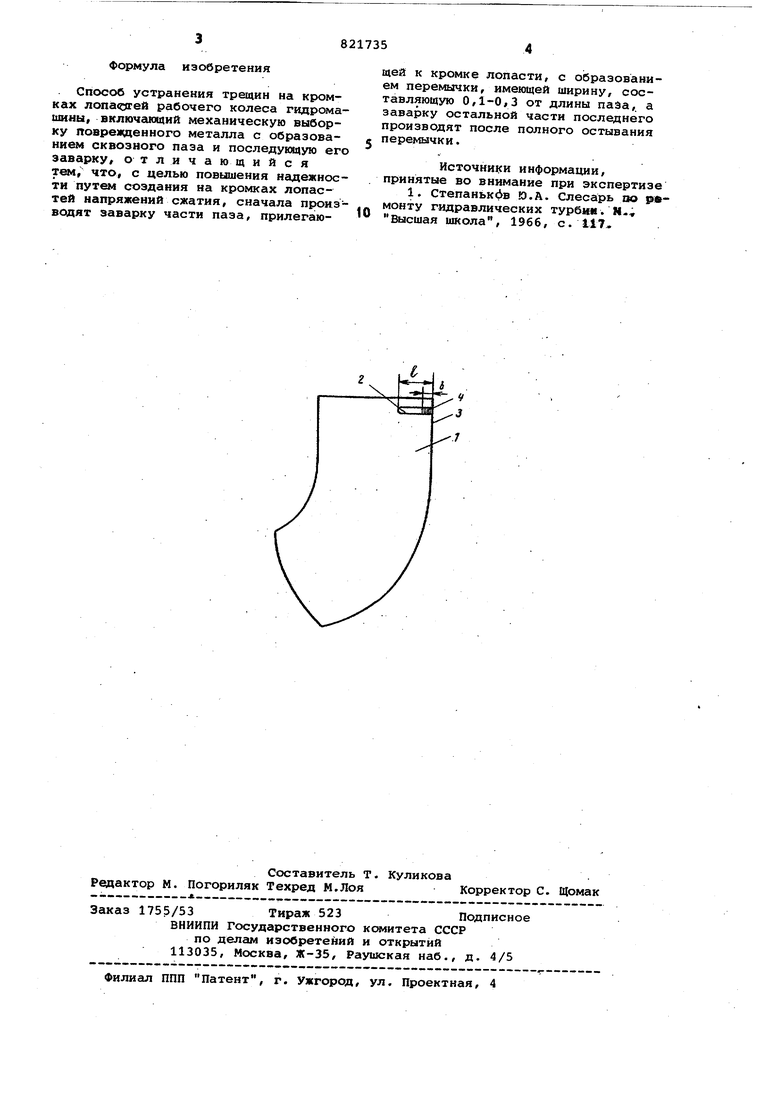
На чертеже изображена лопасть рабочего колеса гидромашины.
Лопасть 1 содержит сквозной паз 2, расположенный в зоне кротики 3 и снабженный перемычкой 4.
Способ реализуется следующим образом.
Производят механическую выборку поврежденного металла с образованием
0 сквозного паза 2, затем заваривают часть паза 2 от кромки 3 вглубь лопасти 1 до образования перемычки 4 с шириной Ъ , составляющей 0,1-0,3 от длины е паза 2. После полного остывания перемычки 4 заваривают остальную
5 часть паза 2.
При остывании жидкого металла,заполняющего оставшуюся часть паза, в зоне, заваренной трещины возникают температурные напряжения. При этом
0 в наиболее опасной части лопасти, на ее кромке, создаются сжимающие остаточные напряжения, препятствующие возникновению повторных трещин .
Предлагаемый способ устранения
5 треадин на кромках лопастей рабочего колеса гидромашины повышает усталостную прочность рабочих колес и, таким образом, увеличивает межремонтный ресурс работы рабочего колеса..
0
формула изобретения
Способ устранения трещин на кромках рабочего колеса гидромашины, включающий механическую выборку поврежденного металла с образованием сквозного паза и последующую его заварку, отличающийся тем, что, с целью повышения надежности путем создания на кромках лопастей напряжений сжатия, сначала производят заварку части паза, прилегающей к кромке лопасти, с О15разованием перемычки, имеющей ширину, составляющую 0,1-0,3 от длины паза, а заварку остальной части послед1него производят после полного остывания перемычки.
Источники информации, принятые во внимание при экспертизе 1. Степанькбв Ю.А. Слесарь оо р монту гидравлических турбки. Н. Высшая школа, 1966, с. 117.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения трещин на кромкахлОпАСТЕй РАбОчЕгО КОлЕСА гидРОМАшиНы | 1979 |
|
SU821734A1 |
| Способ изготовления рабочегоКОлЕСА гидРОМАшиНы | 1979 |
|
SU808686A1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Рабочее колесо радиально-осевой гидромашины | 1975 |
|
SU556238A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ ЗАГОТОВОК РАБОЧИХ КОЛЕС КОМПРЕССОРОВ И ТУРБИН | 2009 |
|
RU2418666C2 |
| СПОСОБ РЕМОНТА СКВОЗНЫХ ДЕФЕКТОВ | 1992 |
|
RU2041041C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
Ч 3
7
